
Як розныя сістэмы экструзіі складаюцца для вытворчасці

Я бачыў, што выбар экструзійнай сістэмы вызначае ўвесь вытворчы працэс. Большасць вытворцаў выкарыстоўваюць одношнековые сістэмы, якія трымаюць а 62% доля рынку, у той час як двухшнековые сістэмы ўлічваюць 38%.
| Тып экструзійнай сістэмы | Працэнт долі рынку |
|---|---|
| Аднашрубавыя | 62% |
| Двухшнековый | 38% |
Выбар паміж тыпамі шруб ўплывае на эфектыўнасць, якасць прадукцыі, і сумяшчальнасць матэрыялаў. Калі я супастаўляю тэхналогію экструзіі з вытворчымі мэтамі, Я заўважыў паляпшэнне эканамічнай эфектыўнасці, ўніверсальнасць дызайну, і ўстойлівасць.
| Фактар | Уплыў на эфектыўнасць вытворчасці | Ўплыў на якасць прадукцыі |
|---|---|---|
| Кантраляваныя параметры | Захоўвае аднастайную якасць прадукцыі | Дасягае мікраметровых допускаў |
Я разлічваю на Complete Extrusion Systems, каб забяспечыць стабільныя вынікі і дакладныя характарыстыкі шруб.
Ключавыя вывады
- Выберыце правільную сістэму экструзіі ў залежнасці ад вашых вытворчых мэтаў і ўласцівасцей матэрыялу, каб забяспечыць аптымальную прадукцыйнасць.
- Одношнековые экструдары ідэальна падыходзяць для вытворчасці вялікіх аб'ёмаў простых матэрыялаў, у той час як двухшнековые сістэмы выдатна спраўляюцца з змешваннем складаных матэрыялаў.
- Рэгулярнае абслугоўванне і маніторынг экструзійных сістэм прадухіляюць прастоі і павышаюць эфектыўнасць, забеспячэнне стабільнай якасці прадукцыі.
- Пры выбары экструдара ўлічвайце дыяметр шнека і суадносіны L/D, паколькі гэтыя фактары ўплываюць на прапускную здольнасць і эфектыўнасць змешвання.
- Выкарыстоўвайце суэкструзію для стварэння шматслойных прадуктаў, якія спалучаюць розныя матэрыялы, павышэнне функцыянальнасці і прадукцыйнасці.
- Ацаніце сумяшчальнасць матэрыялаў з абранай сістэмай экструзіі, каб пазбегнуць дэфектаў і забяспечыць высокую якасць прадукцыі.
- Будзьце ў курсе новых тэндэнцый у тэхналогіі экструзіі, такія як IoT і AI, для павышэння эфектыўнасці і адаптацыі да зменлівых патрэб вытворчасці.
- Перад выбарам стварыце кантрольны спіс ключавых фактараў экструзійная машына каб пазбегнуць дарагіх памылак і пераканацца, што сістэма адпавядае патрабаванням прыкладання.
Выбар правільнай сістэмы экструзіі для вытворчасці
Ключавыя фактары пры выбары сістэмы
Я ніколі не знаходжу універсальнага “лепшы” сістэма экструзіі. Мой вопыт падказвае, што ідэальны выбар залежыць ад вытворчых мэтаў, ўласцівасці матэрыялу, і патрабаванні да прадукцыі. Калі я выбіраю сістэму экструзіі, Я заўсёды супастаўляю яго магчымасці з меркаваным прымяненнем. Такі падыход гарантуе стабільную якасць і аптымальную прадукцыйнасць працэсу экструзіі.
Я лічу некалькі крытычныя фактары перад выбарам экструзійнай машыны. Для рашэння я выкарыстоўваю наступную табліцу:
| Фактар | Апісанне |
|---|---|
| Мэта даследавання | Прызначэнне машыны (адукацыі, матэрыяльнае развіццё, або камерцыйная пілотная вытворчасць) |
| Тып матэрыялу | Тып палімераў, якія падлягаюць апрацоўцы (цеплаадчувальных, лятучы, або рэактыўны) |
| Неабходная выхадная магутнасць | Прапускная здольнасць (грамаў або кілаграмаў у гадзіну) |
| Пашыраныя патрабаванні да працэсу | Неабходнасць газавага ўпырску, вакуумная дэгазацыя, або магчымасць рэактыўнай экструзіі |
| Бюджэт і лабараторная прастора | Разгляд магчымасці модульнага пашырэння для будучых мадэрнізацый |
| Будучыя патрэбы ў павелічэнні маштабаў | Сумяшчальнасць з прамысловымі экструзійнымі модулямі для павелічэння вытворчасці |
Я заўсёды звяртаю ўвагу на дыяметр шрубы і суадносіны L/D. Гэтыя параметры вызначаюць прапускную здольнасць і эфектыўнасць змешвання. Я выбіраю экструдар патрэбнай магутнасці, які можа вар'іравацца ад 0.25 кг/г да 150 кг/г у залежнасці ад мадэлі. Модульная канструкцыя дазваляе мне хутка замяняць кампаненты, што дае гнуткасць для даследаванняў і распрацовак. Я спадзяюся на перадавыя сістэмы кіравання, такія як PLC і HMI, для дасягнення дакладнага кантролю і адсочвання дадзеных.
Калі я ацэньваю тыпы экструзійных машын, Я ўлічваю складанасць профілю і неабходныя допускі. Складаныя канструкцыі патрабуюць дакладных інструментаў і могуць павялічыць выдаткі. Я таксама гляджу на колькасць замовы. Большыя аб'ёмы зніжаюць кошт за адзінку, таму што выдаткі на наладжванне распаўсюджваюцца на большую колькасць адзінак. Аздобныя і дапаможныя аперацыі, напрыклад, анадаванне або апрацоўка з ЧПУ, дадаць кошт і кошт.
Савет: Я рэкамендую скласці кантрольны спіс гэтых фактараў перад пачаткам працэсу выбару экструзійнай машыны. Такая практыка дапамагае пазбегнуць дарагіх памылак і гарантуе, што сістэма адпавядае прызначаным праграмам.
Уплыў на эфектыўнасць вытворчасці
Я заўважыў, што абраная мною экструзійная сістэма непасрэдна ўплывае на эфектыўнасць вытворчасці. Вінтавая канструкцыя, магчымасць змешвання, і тэхналогія экструзіі - усе яны гуляюць ролю ў тым, наколькі гладка праходзіць працэс. Напрыклад, а одношнековый экструдар часта добра працуе для простых палімераў і вытворчасці вялікіх аб'ёмаў. Двухшнековые экструдары апрацоўваюць складаныя матэрыялы і пашыраныя прымянення, такія як рэактыўная экструзія або спецыяльныя сумесі.
Я бачыў, што высокая глейкасць і ўтрыманне цвёрдых рэчываў у энергетычных матэрыялах могуць выклікаць засмечванне, няўстойлівая экструзія, і знос фарсунак. Гэтыя праблемы зніжаюць эфектыўнасць і ставяць пад пагрозу бяспеку. Я вырашаю гэтыя праблемы, аптымізуючы канструкцыю сістэмы замешвання. Палепшаная аднастайнасць змешвання і дакладнасць экструзіі павышаюць бяспеку і эфектыўнасць.
Я выкарыстоўваю двухступеністую двухшнековую экструзійную сістэму, калі мне патрэбна большая стабільнасць і адаптыўнасць. Мадэляванне паказвае, што гэтая канструкцыя паляпшае характарыстыкі патоку і падтрымлівае стабільны выхад. Я заўсёды кантралюю працэс экструзіі, каб забяспечыць аднолькавую якасць і мінімізаваць час прастою.
| Тып доказаў | Апісанне |
|---|---|
| Праблемы ў адытыўнай вытворчасці | Высокая глейкасць і ўтрыманне цвёрдых энергетычных матэрыялаў прыводзяць да такіх праблем, як закаркаванне, няўстойлівая экструзія, і знос фарсунак, якія ўплываюць на эфектыўнасць і бяспеку. |
| Прадукцыйнасць сістэмы замешвання | Канструкцыя сістэмы замешвання ўплывае на аднастайнасць змешвання матэрыялу і дакладнасць экструзіі, з асаблівай аптымізацыяй, прапанаванай для павышэння бяспекі і эфектыўнасці. |
| Праектаванне сістэмы экструзіі | Двухступеньчатая двухшнековая экструзійная сістэма прызначана для паляпшэння стабільнасці і адаптыўнасці ў працэсе экструзіі, з мадэляваннем, якія выяўляюць характарыстыкі патоку розных сістэм. |
Я заўсёды падганяю сістэму экструзіі да патрабаванняў вытворчасці. Гэтая практыка гарантуе, што экструдар забяспечвае жаданую якасць і прадукцыйнасць. Я выбіраю канфігурацыю шруб у залежнасці ад тыпу матэрыялу і складанасці прымянення. Я абапіраюся на перадавую тэхналогію экструзіі, каб максымізаваць эфектыўнасць і падтрымліваць высокія стандарты якасці прадукцыі.
Заўвага: Я рэкамендую рэгулярнае тэхнічнае абслугоўванне і маніторынг працэсаў, каб падтрымліваць максімальную эфектыўнасць і прадухіляць нечаканыя прастоі.
Тыпы камплектных экструзійных сістэм
Калі я ацэньваю поўныя экструзійныя сістэмы для вытворчасці, Я заўсёды пачынаю з вызначэння галоўнага віды экструзійных машын. Найбольш распаўсюджаныя варыянты ўключаюць одношнековые экструзійныя машыны, двухшнековые экструзійныя машыны, і экструзійныя машыны. Кожная сістэма мае унікальныя перавагі і абмежаванні, таму я засяроджваюся на тым, каб правільна падабраць тэхналогію да прыкладання.
| Тып экструзійнай машыны |
|---|
| Одношнековые экструзійныя машыны |
| Двухшнековые экструзійныя машыны |
| Рамкавыя экструзійныя машыны |
Одношнековая экструзія
Я часта выкарыстоўваю одношнековый экструдар для простых працэсаў экструзіі. Гэтая машына мае адзін верціцца шруба ўнутры ствала з падагрэвам. Шруба прасоўвае матэрыял наперад, растае яго, і фармуе яго праз штамп. Я спадзяюся на гэтую сістэму для вытворчасці тэрмапластаў у вялікіх аб'ёмах, прадукты харчавання, і гумовых сумесяў. Прастата канструкцыі дазваляе лёгка эксплуатаваць і абслугоўваць.
| Прамысловасць | Апісанне прыкладання | Прагнозы росту рынку |
|---|---|---|
| Пластмасы | Плаўленне і фармаванне тэрмапластаў, абумоўлены ростам выкарыстання PE і PP. | CAGR прыкладна 4-5% праз 2030 |
| Перапрацоўка харчовых прадуктаў | Вытворчасць апрацаваных харчовых прадуктаў, такіх як закускі і крупы. | Рынак, каб дасягнуць $75 мільярд на 2026 |
| Гумовая сумесь | Змешванне і фарміраванне гумы для шын і аўтамабільных дэталяў. | Вытворчасць шын перасягнуць 2 мільярдаў адзінак 2025 |
| Біямедыцынскія | Вытворчасць біяпалімераў для ўпакоўкі і вырабаў медыцынскага прызначэння. | Рынак, які развіваецца, з новай тэхналогіяй экструзіі |
Аднак, Я прызнаю абмежаванні одношнековой экструзіі. Дамагчыся раўнамернага змешвання бывае складана, асабліва калі я дадаю напаўняльнікі або дабаўкі. Кансістэнцыя ціску часта вар'іруецца ў залежнасці ад змены сыравіны, і матэрыялы з высокай глейкасцю могуць дрэнна цячы, што прыводзіць да дэфектаў. Гэтыя праблемы кіруюць маім выбарам экструзійнай машыны, калі мне патрэбна больш высокая якасць або больш складаная апрацоўка.
Савет: Для простага, прыкладанняў вялікага аб'ёму, Я рэкамендую пачынаць з одношнекового экструдара. Для прасунутага змешвання або спецыяльных матэрыялаў, разгледзець іншыя варыянты.
Двухшнековый экструзія
Калі мне патрэбна пашыраная апрацоўка, Я звяртаюся да двухшнековый экструдар тэхналогіі. Гэтая сістэма выкарыстоўвае два шрубы, якія круцяцца разам ўнутры ствала. Шрубы могуць злучацца паміж сабой або ісці паралельна, у залежнасці ад канструкцыі. Я лічу, што двухшнековые экструдары забяспечваюць высокую эфектыўнасць змешвання, лепшая пластыфікацыя матэрыялаў з высокай глейкасцю, і павышаны кантроль тэмпературы і ціску. Гэтыя функцыі паляпшаюць якасць прадукцыі і ўзгодненасць працэсу.
Двухшнековая экструзія таксама дазваляе мне выконваць некалькі этапаў апрацоўкі на адной машыне. Я магу змешваць, расплавіць, вентыляцыйная адтуліна, і нават рэагуюць матэрыялы падчас аднаго праходу. Гэтая гнуткасць памяншае адходы і паскарае вытворчасць. Калі параўноўваць двухшнековые і одношнековые экструдары, Я бачу больш хуткі вяртанне інвестыцый і больш аднастайныя вынікі з дапамогай двухшнековых сістэм, асабліва для складаных сумесяў або перапрацаваных пластмас.
Двухшнековые падтыпы
Я заўсёды разглядаю розныя тыпы экструдараў у катэгорыі двухшнековых машын. Канфігурацыя шрубы ўплывае на прадукцыйнасць, эфектыўнасць, і дыяпазон прымянення.
Ўзаемадзеянне
Двухшнековые экструдары з узаемадзеяннем маюць шнекі, якія перакрываюцца і злучаюцца паміж сабой. Гэтая канструкцыя забяспечвае дакладны транспарт матэрыялу і высокія сілы зруху. Я выкарыстоўваю сістэмы ўзаемазачэпкі для паляпшэння складання і сумяшчальнасці, асабліва калі мне трэба раўнамерна развеяць дабаўкі або напаўняльнікі.
Без зачаплення
Двухшнековые экструдары без зачаплення маюць шнекі, якія круцяцца без перакрыцця. Гэтая ўстаноўка забяспечвае больш мяккае змешванне і меншы зрух. Я выбіраю канструкцыі без зачаплення для адчувальных матэрыялаў, якія патрабуюць мінімальнай механічнай нагрузкі.
Сумеснае кручэнне
Двухшнековые экструдары, якія круцяцца адначасова, маюць шнекі, якія круцяцца ў адным кірунку. Гэты падтып адрозніваецца эфектыўнасцю змешвання і транспарціроўкай матэрыялаў. Я выкарыстоўваю сістэмы сумеснага кручэння для рэактыўнай экструзіі, дэвалятызацыя, і высокаэфектыўная палімерная сумесь. Аднак, высокія хуткасці зруху могуць пагоршыць адчувальныя да цяпла матэрыялы, таму я ўважліва сачу за канструкцыяй шруб і астуджэннем.
| Падтып | Магчымасці апрацоўкі і перавагі | Абмежаванні і меркаванні | Лепшыя прыкладання |
|---|---|---|---|
| Двухшнековый экструдар з сумесным кручэннем | Высокая эфектыўнасць змешвання, падыходзіць для рэактыўнай экструзіі, высокія хуткасці зруху | Рызыка дэградацыі матэрыялу, патрабуе дакладнай канструкцыі шрубы | Палімерная кампазіцыя, нанакампазіты, працоўныя працэсы ад лабараторыі да вытворчасці |
Супрацьвярчэнне
Двухшнековые экструдары з супрацьлеглым кручэннем маюць шнекі, якія круцяцца ў процілеглых напрамках. Гэтая канфігурацыя стварае меншыя сілы зруху, які абараняе далікатныя матэрыялы. Я абапіраюся на сістэмы супрацьпавароту для керамікі, біяпалімеры, і фармацэўтычныя склады. Канструкцыя таксама забяспечвае добрае павышэнне ціску і эфектыўную герметычнасць, хоць інтэнсіўнасць змешвання ніжэй, чым у сістэмах, якія круцяцца разам.
| Падтып | Магчымасці апрацоўкі і перавагі | Абмежаванні і меркаванні | Лепшыя прыкладання |
|---|---|---|---|
| Двухшнековый экструдар з сустрэчным кручэннем | Ніжэйшыя сілы зруху, добрае павышэнне ціску, эфектыўная герметызацыя | Меншая інтэнсіўнасць змешвання, больш складаная канструкцыя ўшчыльнення і падшыпніка | Кераміка, біяпалімеры, фармацэўтычныя прэпараты |
Калі я выбіраю поўную сістэму экструзіі, Я заўсёды супастаўляю тып і канфігурацыю шнека з патрабаваннямі да матэрыялу і працэсу. Такі падыход забяспечвае высокую якасць, эфектыўнасць, і надзейная прадукцыйнасць ва ўсіх прыкладаннях.
Ram экструзіі
Я часта выбіраю экструзію, калі мне трэба апрацоўваць матэрыялы, якія патрабуюць высокага ціску і дакладнай формы. У гэтым метадзе выкарыстоўваецца гідраўлічны таран для праштурхоўвання матэрыялу праз нагрэты ствол і паміранне, а не спадзявацца на які верціцца шруба. Я лічу, што экструдары баранкі асабліва карысныя для фармавання вырабаў з тэрмарэактыўных пластмас, кераміка, і ПТФЭ. Працэс дазваляе мне ствараць стрыжні, трубкі, і профілі з аднолькавымі памерамі.
Шрубавая экструзія вылучаецца сярод тыпаў экструзійных машын, таму што яна апрацоўвае матэрыялы, якія традыцыйныя шнековые экструдары не могуць эфектыўна апрацоўваць. Я выкарыстоўваю гэтую тэхналогію ў прамысловасці напрыклад, пластмасы, ежа, і фармацэўтычныя прэпараты. Напрыклад, Вырабляю закускі і крупы непаўторнай формы, і я вырабляю таблеткі і капсулы з дакладнымі характарыстыкамі.
Я заўважыў некалькі пераваг і праблем пры выкарыстанні экструдараў:
- Экструдеры Ram выдатна спраўляюцца з вырабам высакаякасных вырабаў з матэрыялаў, якія цяжка апрацоўваюцца.
- Я разлічваю на іх у тых выпадках, калі тэхналогія шрубавай экструзіі недастатковая, такія як ПТФЭ і керамічныя профілі.
- Працэс забяспечвае стабільную якасць і дакладнасць памераў.
- Высокія эксплуатацыйныя выдаткі могуць паўплываць на эфектыўнасць і агульную прадукцыйнасць.
- Жорсткія правілы вытворчасці пластыка патрабуюць дбайнага кантролю працэсу.
- Канкурэнцыя з боку альтэрнатыўных сістэм экструзіі падштурхоўвае мяне аптымізаваць выбар экструзійных машын.
Я заўсёды ўзважваю гэтыя фактары, перш чым выбраць экструзію з цыліндрамі для поўных экструзійных сістэм. Я ўважліва сачу за працэсам, каб захаваць якасць і эфектыўнасць, асабліва пры працы са спецыяльнымі матэрыяламі.
Каэкструзія
Каэкструзія дазваляе мне камбінаваць некалькі матэрыялаў у адзін прадукт, стварэнне шматслойных профіляў з пашыранымі ўласцівасцямі. Я выкарыстоўваю гэтую тэхналогію экструзіі для інтэграцыі розных тэрмапластаў, кожны пласт прапануе унікальныя характарыстыкі. Працэс прадугледжвае праштурхоўванне некалькіх матэрыялаў праз адну плашку, у выніку чаго атрымліваецца адзіны профіль, які адпавядае складаным вытворчым патрабаванням.
Я спадзяюся на суэкструзію для вытворчасці прадуктаў, якія патрабуюць трываласці, гнуткасць, і эстэтычная прывабнасць. Гэты метад дазваляе мне адаптаваць якасць кожнага пласта, павышэнне прадукцыйнасці і функцыянальнасці. Я разглядаю суэкструзію як ключавы прагрэс у поўных экструзійных сістэмах, асабліва калі мне трэба вырабляць прадметы са спецыялізаванымі функцыямі.
Прамысловасці выйграюць ад сумеснай экструзіі некалькімі спосабамі:
- Будаўніцтва: Вырабляю падваконнікі, кадраў, і абрэзаць кавалкі якія спалучаюць сілу і візуальную прывабнасць.
- Рознічны гандаль: Я ствараю стэлажы і дысплейныя сістэмы, якія адначасова трывалыя і прывабныя.
- Шыльды: Я вырабляю асветленыя шыльды і рамы з чыстай аздабленнем і надзейнай працай.
Каэкструзія пашырае спектр прымянення тэхналогіі экструзіі. Я выкарыстоўваю яго для дасягнення складаных вытворчых задач і пастаўляю прадукцыю найвышэйшай якасці. Калі я выбіраю экструдар для сумеснай экструзіі, Я разглядаю шрубавую канструкцыю, кантроль працэсу, і сумяшчальнасць матэрыялаў. Такі падыход забяспечвае эфектыўнасць і стабільны вынік.
Савет: Я рэкамендую суэкструзію для праектаў, якія патрабуюць шматслойных профіляў і пашыранай функцыянальнасці прадукту. Дбайны выбар экструзійнай машыны і маніторынг працэсу важныя для дасягнення аптымальнай якасці.
Будова і праца экструзійных сістэм

Канструкцыя шнека і ствала
Я заўсёды пачынаю выбар экструзійнай машыны з вывучэння канструкцыі шнека і ствала. Геаметрыя шнека вызначае, наколькі эфектыўна плавіцца экструдар, сумесі, і перадае матэрыял. Падганяю даўжыню да дыяметра (Л/Д) суадносіны для кантролю часу знаходжання і змешвання. Больш высокі каэфіцыент L/D дазваляе матэрыялу расплавіцца і больш старанна змешвацца, што вельмі важна для дасягнення аднастайнай якасці канчатковага прадукту. Я абапіраюся на бар'ерныя канструкцыі ў шрубавым ствале, каб падтрымліваць стабільнасць расплаву і прадухіляць дэградацыю, асабліва калі я апрацоўваю адчувальныя матэрыялы. Паралельныя двухшнековые і ствольныя канструкцыі гуляюць вырашальную ролю ў хуткасці экструзіі, якасць прадукцыі, і энергаэфектыўнасць. Я выкарыстоўваю занаванне і дакладны кантроль тэмпературы, каб стабілізаваць паток расплаву і пазбегнуць захопу газаў, што паляпшае шчыльнасць і кансістэнцыю. Аздабленне паверхні ствала і геаметрыя шнека таксама ўплываюць на энергаэфектыўнасць і кансістэнцыю прадукту. Я заўсёды супастаўляю канструкцыю шруб з канкрэтнымі патрабаваннямі прыкладання, каб максімальна павялічыць прадукцыйнасць.
- Больш высокае стаўленне L/D паляпшае змешванне і аднастайнасць расплаўлення, што вельмі важна для атрымання якаснай прадукцыі.
- Бар'ерныя канструкцыі дапамагаюць падтрымліваць стабільнасць расплаву і прадухіляюць дэградацыю.
- Геаметрыя шнека і аздабленне паверхні ствала ўплываюць на энергаэфектыўнасць і кансістэнцыю прадукту.
Перамяшчэнне і змешванне матэрыялаў
Я засяроджваюся на эфектыўным руху матэрыялу і змешванні, каб працэс экструзіі праходзіў гладка. Я выкарыстоўваю надзейныя пнеўматычныя або механічныя канвееры для хуткай перадачы сыравіны з мінімальным абслугоўваннем. Удасканаленыя канструкцыі міксераў гарантуюць дбайнае і аднастайнае змешванне, што прадухіляе змены ў гатовай прадукцыі. Я аб'ядноўваю аўтаматызаваныя элементы кіравання з сістэмамі ПЛК для кантролю ў рэжыме рэальнага часу і кіравання рэцэптамі. Такі падыход дазваляе мне бесперашкодна кантраляваць вытворчасць і пры неабходнасці карэктаваць параметры. Я выбіраю маштабаваныя канфігурацыі, каб змясціць як невялікія майстэрні, так і вялікія прамысловыя аперацыі. Палепшаныя функцыі кантролю пылу забяспечваюць чысціню і бяспеку працоўнага месца. Паслядоўны, гамагенныя сумесі памяншаюць ваганні якасці і паляпшаюць прапускную здольнасць. Аўтаматызаваныя сістэмы мінімізуюць ручную апрацоўку, што скарачае вытворчыя цыклы і зніжае выдаткі на працоўную сілу. Я заўсёды аддаю перавагу гэтым асаблівасцям, калі ацэньваю тыпы экструзійных машын для новых прыкладанняў.
| Асаблівасць | Апісанне |
|---|---|
| Эфектыўная перадача матэрыялаў | Імклівы, перамяшчэнне сыравіны, якое не патрабуе абслугоўвання |
| Дакладнае змешванне | Грунтоўная, аднастайная сумесь для нязменнай якасці |
| Аўтаматызаваныя элементы кіравання | Маніторынг у рэжыме рэальнага часу і кіраванне рэцэптамі |
| Маштабуюцца канфігурацыі | Гнуткія макеты для любой вытворчай магутнасці |
| Палепшаны кантроль над пылам | Прыбіральнік, больш бяспечнае працоўнае месца |
| Палепшаная якасць прадукцыі | Аднастайныя сумесі, паменшаныя ваганні |
| Павялічаная прапускная здольнасць | Больш кароткія цыклы вытворчасці, менш ручной апрацоўкі |
| Зніжэнне адходаў | Дакладнае вымярэнне, больш нізкія выдаткі |
| Больш нізкія выдаткі на працоўную сілу | Аўтаматызацыя вызваляе персанал для дадатковых задач |
| Больш бяспечнае працоўнае асяроддзе | Закрытыя лініі і кантроль над пылам |
Кантроль працэсу і якасць прадукцыі
Я спадзяюся на перадавую тэхналогію кіравання працэсам, каб падтрымліваць высокую якасць прадукцыі ў экструзійнай вытворчасці. Я выбіраю высакаякасны тэрмапласт каб канчатковыя прадукты адпавядалі трываласці, даўгавечнасць, і патрабаванні да гнуткасці. Я ўважліва сачу за параметрамі экструзіі, каб паменшыць разыходжанні падчас вытворчасці. Дакладнасць памераў застаецца для мяне галоўным прыярытэтам, так як гэта гарантуе, што кампаненты адпавядаюць прызначаным прымяненням. Я выкарыстоўваю агляд паверхні для выяўлення такіх дэфектаў, як дэфармацыя або бурбалкі паветра, што дапамагае мне падтрымліваць стабільную якасць прадукцыі. Ранняе выяўленне праблем памяншае адходы і эканомію на вытворчых выдатках. Я заўсёды сачу за тым, каб мой працэс адпавядаў нарматыўным стандартам, які абараняе як мой бізнес, так і маіх кліентаў. Высокая якасць прадукцыі паляпшае рэпутацыю майго брэнда і павышае задаволенасць кліентаў. Удасканаленыя сістэмы маніторынгу дазваляюць мне павялічыць хуткасць вытворчасці без шкоды для дакладнасці, што павышае агульную эфектыўнасць поўных экструзійных сістэм.
| Элемент / Перавага | Апісанне |
|---|---|
| Выбар матэрыялу | Забяспечвае трываласць, даўгавечнасць, і гнуткасць |
| Маніторынг працэсаў | Памяншае разыходжанні і падтрымлівае паслядоўнасць |
| Дакладнасць памераў | Гарантуе належнае прыстасаванне для ўсіх прыкладанняў |
| Агляд паверхні | Ранняе выяўленне дэфектаў для павышэння якасці |
| Нязменная якасць прадукцыі | Кожная партыя адпавядае высокім стандартам |
| Скарачэнне адходаў | Эканомія матэрыяльных і вытворчых выдаткаў |
| Адпаведнасць нарматыўным нормам | Адпавядае патрабаванням заканадаўства і бяспекі |
| Задаволенасць кліентаў | Стварае рэпутацыю і лаяльнасць |
| Эфектыўнасць працэсу | Павялічвае хуткасць, захоўваючы дакладнасць |
Савет: Я рэкамендую рэгулярную каліброўку і абслугоўванне ўсіх экструзійных тэхналогій для падтрымання максімальнай прадукцыйнасці і нязменнай якасці.
Параўнанне працэсу экструзіі
Аднашнековы супраць. Двухшнековый працэс
Калі параўноўваю одношнековые і двухшнековые экструдары, Я засяроджваюся на тым, як кожная сістэма апрацоўвае працэс экструзіі. Канструкцыя шнека вызначае тое, як матэрыял рухаецца і змешваецца. Одношнековый экструдар выкарыстоўвае адзін спіральны шнек ўнутры простага, цыліндрычны ствол. У адрозненне, двухшнековый экструдар мае два ўзаемазвязаных шнека і больш складаны, часта сегментаваны ствол. Я бачу, што кантроль тэмпературы ў одношнековых сістэмах застаецца асноўным, у той час як двухшнековые машыны прапануюць пашыраны кантроль з некалькімі зонамі нагрэву і астуджэння. Гэтая розніца ўплывае як на прапускную здольнасць, так і на энергаэфектыўнасць.
| Аспект | Одношнековый экструдар | Двухшнековый экструдар |
|---|---|---|
| Дызайн шруб | Адзінкавы вінтавы шруба | Два ўзаемазачэпленых шрубы |
| Канструкцыя ствала | Просты, цыліндрычныя | Больш складаная, часта сегментаваныя |
| Тэмпературны кантроль | Базавы ацяпленне/астуджэнне | Пашыраны, шматзонны |
| Выхадная ёмістасць | Умераны | Высокі |
| Энергаспажыванне | Як правіла, вышэй | Больш эфектыўна |
| Гнуткасць у прапускной здольнасці | Абмежаваны | Высокі |
Я спадзяюся на двухшнековые экструдары для больш высокай прадукцыйнасці і лепшай энергаэфектыўнасці. Калі мне патрэбна гібкасць у прапускной здольнасці або пашыранае кіраванне працэсам, Я выбіраю двухшнековые сістэмы. Для простых прыкладанняў, одношнековые экструдары па-ранейшаму забяспечваюць надзейную працу.
Сумяшчальнасць матэрыялаў у працэсе экструзіі
Сумяшчальнасць матэрыялаў гуляе вырашальную ролю пры выбары экструзійнай машыны. Я заўсёды падбіраю канфігурацыю шруб да тыпу матэрыялу, які планую апрацоўваць. Одношнековые экструдары добра апрацоўваюць стандартныя тэрмапласты, але яны змагаюцца з матэрыяламі, якія патрабуюць інтэнсіўнага змешвання або маюць высокае ўтрыманне напаўняльніка. Двухшнековые экструдары вылучаюцца спецыяльнымі злучэннямі, перапрацаваныя пластмасы, і рэактыўныя матэрыялы. Я выкарыстоўваю сегментаваныя шрубы для рэгулявання змешвання і зруху для кожнага прымянення.
Калі я працую з поўнымі сістэмамі экструзіі, Я разглядаю, як кожная канструкцыя шрубы ўплывае на канчатковы прадукт. Двухшнековые экструдары дазваляюць апрацоўваць больш шырокі спектр матэрыялаў, у тым ліку з дадаткамі або адчувальнымі ўласцівасцямі. Гэтая гнуткасць падтрымлівае больш тыпаў экструзійных машын і пашырае дыяпазон магчымых прымянення.
Савет: Я рэкамендую ацаніць хімічныя і фізічныя ўласцівасці вашай сыравіны, перш чым выбраць экструдар. Гэты крок забяспечвае сумяшчальнасць і зніжае рызыку дэфектаў.
Якасць прадукцыі і паслядоўнасць
Я ведаю, што працэс экструзіі непасрэдна ўплывае на якасць гатовага прадукту. Сучасныя экструзійныя лініі аб'ядноўваюць аўтаматызацыю і перадавыя платформы кіравання. Гэтыя сістэмы аналізуюць некалькі зменных адначасова, што дапамагае мне падтрымліваць стабільную якасць кожнай партыі.
Пастаяннасць якасці - гэта мультыплікатар прадукцыйнасці. Пашыраныя платформы кіравання аналізуюць шаблоны па некалькіх зменных адначасова, забеспячэнне захавання якасці прадукцыі на працягу ўсяго працэсу экструзіі.
Я адсочваю ключавыя фактары, такія як стабільны ціск расплаву, хуткасць выхаду, і аздабленне паверхні. Стабільны ціск расплаву прадухіляе дэфармацыю і зрух памераў. Больш высокі і стабільны выхад зніжае колькасць лому і час прастою. Лепшая аздабленне паверхні і дакладны кантроль памераў павялічваюць уплыў на якасць гатовага прадукту.
| Ключавыя фактары | Уплыў на якасць і паслядоўнасць |
|---|---|
| Стабільны ціск расплаву | Прадухіляе ссоўванне або дэфармацыю памераў |
| Больш высокі і стабільны выхад | Скарачае колькасць лому і час прастою |
| Лепшая аздабленне паверхні | Павышае агульную якасць прадукцыі |
| Габарытны кантроль | Забяспечвае дакладнасць канчатковых спецыфікацый прадукту |
| Больш хуткі рэнтабельнасць інвестыцый | Паляпшае прыбытковасць вытворцаў |
Калі параўноўваць двухшнековые і одношнековые экструдары, Я бачу, што двухшнековые сістэмы забяспечваюць лепшую паслядоўнасць і меншыя эксплуатацыйныя выдаткі. Я дабіваюся больш хуткай рэнтабельнасці інвестыцый і павышэння прадукцыйнасці, інвестуючы ў перадавыя тэхналогіі экструзіі. Я заўсёды аддаю перавагу маніторынгу працэсаў і аўтаматызацыі, каб забяспечыць высокую якасць і эфектыўнасць вытворчасці.
- Больш высокі і стабільны выхад
- Меншы лом і час прастояў
- Лепшая аздабленне паверхні і кантроль памераў
- Зніжэнне эксплуатацыйных выдаткаў
- Больш хуткі рэнтабельнасць інвестыцый
Я абапіраюся на гэтыя стратэгіі, каб максымізаваць перавагі экструзіі і пастаўляць прадукты, якія адпавядаюць строгім стандартам вытворчасці.
Табліца параўнання прадукцыйнасці
Прапускная здольнасць і эфектыўнасць
Я заўсёды ацэньваю прапускную здольнасць і эфектыўнасць, калі параўноўваю тыпы экструзійных машын. Прапускная здольнасць вымярае, колькі матэрыялу апрацоўвае экструдар за пэўны час. Эфектыўнасць паказвае, наколькі добра канструкцыя шнека ператварае сыравіну ў гатовую прадукцыю з мінімальнымі адходамі і выкарыстаннем энергіі. Я бачу, што одношнековые экструдары часта забяспечваюць стабільную прадукцыйнасць стандартных палімераў. Двухшнековые экструдары, з іх удасканаленай геаметрыяй шруб, працаваць з больш высокай прадукцыйнасцю і падтрымліваць лепшую энергаэфектыўнасць, асабліва для складаных сумесяў.
| Тып экструдара | Прапускная здольнасць (кг/г) | Энергаэфектыўнасць | Лепшыя варыянты выкарыстання |
|---|---|---|---|
| Аднашнековы | 50–500 | Умераны | Высокааб'ёмны, простыя палімеры |
| Двухвінтавая | 100–1000+ | Высокі | Складаныя сумесі, работы па спецыяльнасці |
| Ram экструдар | 10–100 | Нізкі–Умераны | ПТФЭ, кераміка, спецыяльнасць |
| Сістэмы сумеснай экструзіі | Вар'іруецца | Высокі | Шматслойныя профілі |
Я заўсёды падбіраю канфігурацыю шрубы да патрабаванняў да матэрыялу і вытворчасці. Такі падыход гарантуе, што працэс забяспечвае стабільную якасць і адпавядае вытворчым мэтам. Я абапіраюся на поўныя экструзійныя сістэмы для максімальнай прапускной здольнасці і эфектыўнасці для кожнага прыкладання.
Савет: Я рэкамендую рэгулярна кантраляваць спажыванне энергіі і выхадныя паказчыкі. Такая практыка дапамагае аптымізаваць выбар экструзійнай машыны і зніжае эксплуатацыйныя выдаткі.
Абслугоўванне і надзейнасць
Калі выбіраю экструдар, я аддаю перавагу абслугоўванню і надзейнасці. Шнек і ствол пастаянна зношваюцца ад абразіўных матэрыялаў і высокіх тэмператур. Я планую планавыя праверкі і замяняю зношаныя кампаненты, каб прадухіліць непрадбачаныя прастоі. Одношнековые экструдары патрабуюць меншага абслугоўвання дзякуючы сваёй простай канструкцыі. Двухшнековые экструдары, з вялікай колькасцю рухомых частак і сегментаваных шруб, патрабуюць больш частых праверак, але забяспечваюць большую гібкасць.
| Тып экструдара | Патрэбы ў абслугоўванні | Узровень надзейнасці | Агульныя праблемы |
|---|---|---|---|
| Аднашнековы | Нізкі–Умераны | Высокі | Выпадковы знос шруб |
| Двухвінтавая | Умераны–Высокі | Высокі | Знос сегментаў, парушэнне ўшчыльнення |
| Ram экструдар | Умераны | Умераны | Гідраўлічныя ўцечкі, памерці знос |
| Сістэмы сумеснай экструзіі | Высокі (многошнековый) | Высокі | Сінхранізацыя, знос шруб |
Я выкарыстоўваю перадавыя сістэмы маніторынгу для адсочвання зносу шруб і стабільнасці працэсу. Гэтая стратэгія павышае надзейнасць і падаўжае тэрмін службы маёй тэхналогіі экструзіі. Я заўсёды трымаю пад рукой запасныя шрубы і ствалы, каб мінімізаваць час прастою падчас тэхнічнага абслугоўвання.
Складанасць і гнуткасць прадукту
Я цаню гнуткасць канструкцыі у экструзіі. Магчымасць наладзіць шрубу і плашку дазваляе мне ствараць складаныя профілі для шырокага спектру прымянення. Я выкарыстоўваю экструзію для вытворчасці ўсяго: ад простых пластыкавых труб да складаных аконных рам. Я магу дадаць умацаванне або спецыяльныя функцыі ў суцэльны матэрыял, што пашырае мае прапановы прадуктаў.
| Аспект | Апісанне |
|---|---|
| Гнуткасць дызайну | Экструзія забяспечвае значную гнуткасць канструкцыі за кошт наладкі штампа, уключэнне складаных профіляў. |
| Прыкладанні | Падыходзіць для розных прыкладанняў, уключаючы складаныя аконныя рамы і простыя пластыкавыя трубы. |
| Налада | Вытворцы могуць уключаць умацаванне або дадатковыя функцыі ў суцэльны матэрыял. |
- У медтэхніцы, Я павінен дасягнуць жорсткіх допускаў для медыцынскіх вырабаў.
- Я гарантую біясумяшчальнасць для ўсіх медыцынскіх экструзійных прадуктаў.
- Я ўважліва сачу за таўшчынёй сценак, так як гэта ўплывае на хуткасць патоку і трываласць канструкцыі.
Я выбіраю канфігурацыю шнека і экструзійную машыну ў залежнасці ад складанасці канструкцыі і неабходных допускаў. Такі падыход гарантуе высокую якасць і падтрымлівае пашыраныя вытворчыя патрэбы.
Заўвага: Я рэкамендую пракансультавацца са спецыялістамі па экструзіі пры планаванні новага дызайну прадукту. Іх вопыт дапамагае пазбегнуць дарагіх памылак і забяспечвае правільную канфігурацыю шрубы і працэсу.
Прыдатнасць прымянення ў вытворчасці
Высокасерыйная вытворчасць
Я заўсёды пачынаю выбар экструзійнай машыны з уліку патрабаванняў масавай вытворчасці. Калі мне трэба вырабляць тысячы адзінак у дзень, Я спадзяюся на одношнековые экструдары. Гэтыя машыны забяспечваюць стабільную прадукцыйнасць і стабільную якасць. Канструкцыя шнека ў аднашнекавых экстрударах дазваляе мне эфектыўна апрацоўваць стандартныя палімеры. Я ўважліва сачу за працэсам, каб забяспечыць раўнамернае расплаўленне і мінімізаваць дэфекты. Я выбіраю правільны дыяметр і даўжыню шрубы ў адпаведнасці з патрабаваннямі вытворчасці. Такі падыход дапамагае мне дасягнуць высокай эфектыўнасці і паменшыць адходы. Я выкарыстоўваю аўтаматызаваны кантроль для адсочвання выхаду і падтрымання стандартаў якасці. Вялікія аб'ёмы прымянення выйграюць ад надзейных тыпаў экструзійных машын, якія могуць працаваць бесперапынна з мінімальнымі прастоямі. Я заўсёды трымаю напагатове запасныя шрубы і ствалы, каб пазбегнуць перапынкаў у вытворчасці.
Савет: Я рэкамендую планаваць рэгулярнае тэхнічнае абслугоўванне экструдараў, якія выкарыстоўваюцца ў буйных аб'ёмах вытворчасці. Такая практыка падаўжае тэрмін службы шрубы і забяспечвае надзейную працу.
Комплексная вытворчасць вырабаў
Калі вырабляю складаныя або шматкампанентныя вырабы, Я звяртаюся да перадавой тэхналогіі экструзіі. Двухшнековые экструдары даюць мне большы кантроль над змешваннем і размеркаваннем матэрыялу. Я выкарыстоўваю сегментаваныя шрубы для рэгулявання зруху і аптымізацыі працэсу для кожнага прымянення. Тэхналогія сумеснай экструзіі дазваляе мне камбінаваць розныя палімеры шматслойныя плёнкі і трубы. Гэты метад паляпшае бар'ерныя ўласцівасці і павышае трываласць, гнуткасць, і хімічная ўстойлівасць.
| Тэхналогіі | Перавагі |
|---|---|
| Каэкструзія | Дазваляе ствараць шматслойныя плёнкі і трубы з палепшанымі бар'ернымі ўласцівасцямі, камбінаванне розных палімераў для трываласці, гнуткасць, і хімічная ўстойлівасць. |
Канфігурацыю шрубы падбіраю ў залежнасці ад складанасці вырабу. Для складаных канструкцый, Я разлічваю на дакладныя інструменты і ўдасканалены маніторынг працэсаў. Я заўсёды правяраю ўстаноўку экструдара перад поўнамаштабнай вытворчасцю, каб пераканацца ў якасці і прадукцыйнасці. Складанае прымяненне патрабуе ўважлівага выбару экструзійнай машыны і ўвагі да дэталяў.
Спецыяльныя матэрыялы і налада
Я часта працую са спецыяльнымі матэрыяламі, якія патрабуюць індывідуальных рашэнняў. Я выкарыстоўваю перадавыя працэсы фармавання, напрыклад, ліставая экструзія і тэрмафармоўка, для кантролю характарыстык матэрыялу. Экструзія ліста дае мне магчымасць з высокай дакладнасцю кіраваць таўшчынёй і размеркаваннем матэрыялу. Магчымасці сумеснай экструзіі дазваляюць мне ствараць шматслойныя канструкцыі, якія паляпшаюць уласцівасці матэрыялу. Я інтэгрую наступныя працэсы фармавання, каб забяспечыць стабільную прадукцыйнасць гатовых кампанентаў. Інжынерныя паслугі дапамагаюць мне аптымізаваць канструкцыю кампанентаў і выбраць лепшыя матэрыялы для канкрэтных прымянення.
- Прасунутыя працэсы фармавання, напрыклад, ліставая экструзія і тэрмафармоўка, дазволіць дакладны кантроль характарыстык матэрыялу.
- Экструзія лістоў забяспечвае аснову для рашэнняў з нестандартных матэрыялаў, дазваляе кантраляваць таўшчыню і дакладнасць размеркавання матэрыялу.
- Магчымасці сумеснай экструзіі палягчаюць стварэнне шматслойных канструкцый, паляпшэнне уласцівасцяў матэрыялу.
- Інтэграцыя з далейшымі працэсамі фарміравання забяспечвае стабільныя характарыстыкі прадукцыйнасці гатовых кампанентаў.
- Інжынерныя паслугі аптымізуюць канструкцыю кампанентаў і выбар матэрыялаў, забеспячэнне прыдатнасці для канкрэтных прыкладанняў.
Я заўсёды супастаўляю канструкцыю шруб з патрабаваннямі спецыяльных матэрыялаў. Налада ў экструзіі залежыць ад выбару правільнага экструдара і параметраў працэсу. Я сачу за якасцю на кожным этапе, каб пастаўляць прадукцыю, якая адпавядае строгім стандартам. Спецыяльныя прымянення выйграюць ад гнуткіх тыпаў экструзійных машын і экспертнага кіраўніцтва.
Заўвага: Я рэкамендую кансультавацца са спецыялістамі па экструзіі пры працы з новымі матэрыяламі або індывідуальнымі канструкцыямі. Іх вопыт дапамагае дасягнуць жаданай якасці і прадукцыйнасці.
Крытэрыі выбару экструзійных сістэм
Дызайн і складанасць прадукту
Я заўсёды пачынаю выбар экструзійнай машыны з аналізу канструкцыі і складанасці прадукту. Геаметрыя профілю ўплывае на выбар экструдара і канфігурацыі шнека. Складаныя формы павялічваюць выдаткі на інструменты і ствараюць складанасці вытворчасці. Я спрашчаю геаметрыю профілю кожны раз, калі гэта магчыма, каб палепшыць паток матэрыялу і паменшыць дэфекты. Плыўныя пераходы ў канструкцыі прадухіляюць перабоі ў патоку матэрыялу, што мае вырашальнае значэнне для стабільнай якасці экструзіі. Я выбіраю правільны матэрыял на самым пачатку працэсу, таму што выбар матэрыялу ўплывае як на ўласцівасці дэталі, так і на лёгкасць экструзіі. Гэта рашэнне ўплывае на тэхналагічнасць і агульную прадукцыйнасць.
- Спрашчэнне геаметрыі профілю зніжае выдаткі на інструменты і скарачае вытворчыя праблемы.
- Праектаванне для матэрыяльнага патоку забяспечвае стабільную якасць экструзіі і мінімізуе дэфекты.
- Выбар правільнага матэрыялу на ранняй стадыі паляпшае тэхналагічнасць і характарыстыкі прадукту.
Канструкцыю шрубы падбіраю да складанасці вырабу. Для складаных профіляў, Я выкарыстоўваю пашыраныя канфігурацыі шнекоў, якія аптымізуюць змешванне і транспарціроўку матэрыялу. Я разлічваю на дакладныя інструменты і маніторынг працэсаў, каб падтрымліваць высокую якасць. Калі я працую са складанымі праграмамі, Я кансультуюся са спецыялістамі па тэхналогіі экструзіі, каб пазбегнуць дарагіх памылак і забяспечыць лепшыя вынікі.
Савет: Я рэкамендую азнаёміцца з геаметрыяй профілю і патокам матэрыялу, перш чым завяршаць выбар экструзійнай машыны. Гэты крок дапамагае прадухіліць праблемы з вытворчасцю і падтрымлівае эфектыўную вытворчасць.
Уласцівасці матэрыялу
Уласцівасці матэрыялу гуляюць вырашальную ролю ў выбары правільнай канфігурацыі экструдара і шнека. Я ідэнтыфікую патрабаванні да заяўкі напрыклад, тэрмаўстойлівасць, ўздзеянне УФ, і ўдаратрываласць. Я разглядаю механічныя ўласцівасці як гнуткасць, цвёрдасць, і трываласць на разрыў для выкарыстання па прызначэнні. Умовы навакольнага асяроддзя ўплываюць на мой матэрыяльны выбар, асабліва калі мне патрэбна ўстойлівасць да атмасферных уздзеянняў або гнуткасць у халодных умовах. Я ацэньваю патрабаванні да эстэтыкі і аздаблення, у тым ліку колер, бляск, і тэкстура паверхні, на аснове патрэбаў праекта. Нарматыўныя патрабаванні і патрабаванні адпаведнасці кіруюць маім выбарам, каб гарантаваць, што матэрыялы адпавядаюць галіновым стандартам і сертыфікатам.
- Патрабаванні да ўжывання вызначаюць неабходнасць тэрмаўстойлівасці, ўздзеянне УФ, і ўдаратрываласць.
- Механічныя ўласцівасці, такія як гнуткасць, цвёрдасць, і трываласць на расцяжэнне ўплываюць на выбар экструдара і шнека.
- Умовы навакольнага асяроддзя патрабуюць матэрыялаў, якія супрацьстаяць атмасферным уздзеянням або застаюцца гнуткімі ў халодным клімаце.
- На колер уплываюць патрабаванні да эстэтыкі і аздаблення, бляск, і тэкстура паверхні.
- Нарматыўныя патрабаванні і патрабаванні адпаведнасці гарантуюць, што матэрыялы адпавядаюць галіновым стандартам.
Канструкцыю шрубы я выбіраю ў залежнасці ад уласцівасцяў матэрыялу. Для тэрмаадчувальных матэрыялаў, Я выкарыстоўваю шрубы з мяккімі зонамі змешвання і дакладным рэгуляваннем тэмпературы. Пры апрацоўцы жорсткіх або абразіўных сумесяў, Я выбіраю трывалую геаметрыю шруб, якая вытрымлівае знос і захоўвае эфектыўнасць. Я заўсёды правяраю матэрыялы ў пілотных серыях, каб праверыць сумяшчальнасць з экстрударам і забяспечыць нязменную якасць.
Заўвага: Я рэкамендую пракансультавацца з тэхнічнымі характарыстыкамі матэрыялаў і галіновымі стандартамі перад выбарам экструдара. Гэтая практыка дапамагае супаставіць уласцівасці матэрыялу з працэсам экструзіі і падтрымлівае надзейную працу.
Аб'ём і маштаб вытворчасці
Аб'ём і маштаб вытворчасці ўплываюць на рэнтабельнасць выбару экструзійнай машыны. Большыя аб'ёмы вытворчасці зніжаюць сабекошт адзінкі прадукцыі таму што выдаткі на інструменты размеркаваны на больш дэталяў. У стадыі прататыпа, выдаткі на інструменты высокія ў параўнанні з вырабленай колькасцю. У масавай вытворчасці, выдаткі амартызуюцца пры вялікіх аб'ёмах, што прыводзіць да зніжэння выдаткаў на адзінку. Напрыклад, памерці коштам $2,000 з працягласцю жыцця 40,000 кг прыводзіць да кошту $0.05 за кг пры амартызацыі.
- Большыя аб'ёмы вытворчасці зніжаюць сабекошт адзінкі за кошт размеркавання выдаткаў на інструменты.
- Стадыі прататыпа маюць высокія выдаткі на аснастку адносна колькасці вырабленых дэталяў.
- Масавая вытворчасць дазваляе размеркаваць выдаткі на штампы на вялікія аб'ёмы, зніжэнне выдаткаў на адзінку прадукцыі.
- Прыклад: Кошт плашкі $2,000 з працягласцю жыцця 40,000 кг прыводзіць да кошту $0.05 за кг.
Я выбіраю канфігурацыю экструдара і шнека ў залежнасці ад чаканага аб'ёму вытворчасці. Для буйнасерыйнай вытворчасці, Я выкарыстоўваю трывалыя тыпы экструзійных машын, якія забяспечваюць стабільную прадукцыйнасць і падтрымліваюць эфектыўнасць. У невялікіх аб'ёмах або прататыпах прыкладанняў, Я аддаю перавагу гнуткасці і хуткаму пераключэнню. Я сачу за тэмпамі вытворчасці і рэгулюю параметры шнека для аптымізацыі выхаду і якасці.
Савет: Я рэкамендую разлічыць амартызаваны кошт інструмента, перш чым пераходзіць да маштабнай вытворчасці. Гэты крок дапамагае вызначыць найбольш эканамічна эфектыўную тэхналогію экструзіі і падтрымлівае доўгатэрміновыя мэты вытворчасці.
Тэхнічныя і бюджэтныя меркаванні
Я заўсёды падыходжу да выбару экструзійнай машыны з дакладнай арыентацыяй на тэхнічныя патрабаванні і бюджэтныя абмежаванні. Мой вопыт падказвае мне, што інвеставанне ў перадавыя тэхналогіі экструзіі патрабуе ўважлівага планавання. Я ацэньваю кожны аспект сістэмы, ад канструкцыі шнека да кіравання працэсам, для забеспячэння эканамічнай эфектыўнасці і надзейнай працы.
Я пачну з аналізу тэхнічных характарыстык экструдара. Я гляджу на геаметрыю шруб, даўжыня ствала, і сумяшчальнасць з рознымі тыпамі экструзійных машын. Я падбіраю шрубу, якая адпавядае ўласцівасцям матэрыялу і складанасці прымянення. Я правяраю, ці можа экструдар вытрымаць патрэбную прапускную здольнасць і падтрымліваць стабільную якасць. Я таксама ацэньваю інтэграцыю кармушак, рэгулятары тэмпературы, і абсталяванне ўніз па плыні. Сістэмная інтэграцыя гуляе вырашальную ролю ў павышэнні эфектыўнасці і пазбяганні вузкіх месцаў у вытворчасці.
Бюджэтныя меркаванні ўплываюць на кожнае рашэнне Я раблю. Я падзяляю выдаткі на некалькі катэгорый, каб зразумець фінансавы ўплыў. Я выкарыстоўваю наступную табліцу, каб кіраваць сваёй інвестыцыйнай стратэгіяй:
| Разгляд бюджэту | Апісанне | Фінансавы ўплыў / Прыклад карысці |
|---|---|---|
| Энергаэфектыўнасць | Зніжэнне спажывання энергіі шляхам мадэрнізацыі сістэм кіравання або шруб | 33% скарачэнне энергіі эканоміць амаль $100,000 штогод на $288,000 кошт энергіі |
| Скарачэнне лому | Зніжэнне хуткасці лому ад 15% каб 5% праз збор дадзеных і кіраванне працэсам | Ратуе $200,000 штомесяц або $2.4 мільёнаў штогод у матэрыялах, працы, і выдаткі на энергію |
| Павелічэнне прапускной здольнасці | Пераход на двухшнековый экструдар павялічвае прапускную здольнасць на 30% | Спараджае $600,000 дадатковы штомесячны даход с >50% дадатковы прыбытак |
| Зніжэнне выдаткаў на тэхнічнае абслугоўванне | Прагнастычнае тэхнічнае абслугоўванне і маніторынг стану скарачаюць аварыйны рамонт і прастоі | Выдаткі на тэхнічнае абслугоўванне зніжаюцца 20-30%, даступнасць абсталявання павялічваецца |
| Сістэмная інтэграцыя | Бюджэт для сумяшчальных кармушак, рэгулятары тэмпературы, і абсталяванне ўніз па плыні | Частковыя мадэрнізацыі ахопліваюць толькі ~40% патэнцыйных пераваг |
| Навучанне аператара | Навучанне характарыстыках матэрыялаў, тэхніка, інструментарыя, і элементы кіравання | Неабходна для поўнай рэалізацыі пераваг тэхналогіі; адсутнасць марнавання інвестыцый |
| Інфраструктура збору даных | Адэкватныя датчыкі і аналітычнае праграмнае забеспячэнне, неабходныя для аптымізацыі | Недастатковая інфраструктура абмяжоўвае аптымізацыю; занадта шмат датчыкаў без аналітыкі выклікае перагрузку |
| Абмежаванні ўніз па плыні | Забеспячэнне раскрою, ўпакоўка, і інспекцыя ідуць у нагу з павелічэннем магутнасці экструдара | Вузкія месцы зніжаюць агульную карысць сістэмы |
Пры выбары экструдара я аддаю перавагу энергаэфектыўнасці. Мадэрнізацыя сістэм кіравання або аптымізацыя канструкцыі шнека можа паменшыць спажыванне энергіі да 33%. Такое паляпшэнне эканоміць амаль $100,000 кожны год па тыпавым $288,000 рахунак за энергію. Я таксама засяроджваюся на скарачэнні лому. Укараняючы пашыранае кіраванне працэсам і збор даных, Я зніжаю тарыфы на лом ад 15% каб 5%. Гэта змяненне захоўвае $200,000 кожны месяц у матэрыялах, працы, і выдаткі на энергію.
Павелічэнне прапускной здольнасці - яшчэ адна ключавая мэта. Пераход на двухшнековый экструдар павялічвае прадукцыйнасць на 30%. Гэта павелічэнне спараджае $600,000 дадатковы штомесячны даход, з больш чым a 50% дадатковы прыбытак. Я інвесцірую ў прагнастычнае абслугоўванне і маніторынг стану, каб скараціць аварыйны рамонт і прастоі. Выдаткі на тэхнічнае абслугоўванне зніжаюцца 20-30%, і даступнасць абсталявання паляпшаецца.
Сістэмная інтэграцыя вельмі важная для максімальнага выкарыстання пераваг тэхналогіі экструзіі. Я бяру бюджэт на сумяшчальныя кармушкі, рэгулятары тэмпературы, і абсталяванне ўніз па плыні. Частковыя мадэрнізацыі захопліваюць толькі каля 40% патэнцыйных выгод. Навучанне аператара мае вырашальнае значэнне. Я гарантую, што мая каманда разумее характарыстыкі матэрыялу, тэхніка, інструментарыя, і элементы кіравання. Без адпаведнай падрыхтоўкі, інвестыцыі ў перадавыя тэхналогіі экструзіі ідуць марна.
Я інвестую ў інфраструктуру збору даных. Адпаведныя датчыкі і аналітычнае праграмнае забеспячэнне аптымізуюць працэс. Недастатковая інфраструктура абмяжоўвае аптымізацыю, у той час як занадта шмат датчыкаў без аналітыкі выклікае перагрузку інфармацыяй. Я вырашаю абмежаванні ўніз па плыні, забяспечваючы рэзку, ўпакоўка, і інспекцыя ідуць у нагу з павелічэннем магутнасці экструдара. Вузкія месцы ў гэтых галінах зніжаюць агульную карысць сістэмы.
Я заўсёды балансую паміж тэхнічнымі патрабаваннямі і бюджэтнымі абмежаваннямі. Я выбіраю шрубу, якая забяспечвае высокую якасць і эфектыўнасць, не перавышаючы маіх фінансавых рэсурсаў. Я планую будучыя мадэрнізацыі і модульнае пашырэнне для падтрымкі зменлівых вытворчых патрэб. Я сачу за кожным аспектам працэсу экструзіі, каб падтрымліваць рэнтабельнасць і надзейнасць.
Савет: Я рэкамендую стварыць дэталёвы план бюджэту, перш чым інвеставаць у новую тэхналогію экструзіі. Уключыце выдаткі на энергію, абслугоўванне, навучанне аператараў, і сістэмная інтэграцыя. Такі падыход гарантуе, што экструдар забяспечвае максімальную карысць і падтрымлівае доўгатэрміновыя вытворчыя мэты.
Карысная інфармацыя для вытворцаў
Адпаведнасць сістэмы да прыкладання
Я заўсёды падбіраю сістэму экструзіі да канкрэтнага прымянення. я аптымізаваць выкарыстанне матэрыялаў каб збалансаваць трываласць і лёгкі дызайн. Я рана вызначаю допускі крытычных памераў, што гарантуе, што дэталі падыходзяць і функцыянуюць па прызначэнні. Праектую на тэхналагічнасць, пераканаўшыся, што формы можна выціскаць паслядоўна і эканамічна эфектыўна. Я выбіраю алюмініевыя сплавы ў залежнасці ад прымянення, такія як трываласць і ўстойлівасць да карозіі. Я спрашчаю дызайн, каб знізіць выдаткі, пазбяганне непатрэбнай складанасці ў профілях. Я раблю прататып і тэстую рана, што дапамагае мне вызначыць патэнцыйныя праблемы да поўнага вытворчасці. Гэтыя крокі дапамагаюць мне дасягнуць высокай якасці і надзейнасці ў кожным працэсе экструзіі.
- Аптымізуйце выкарыстанне матэрыялаў для трываласці і лёгкай канструкцыі.
- Рана вызначце допускі крытычных памераў.
- Дызайн для тэхналагічнасці.
- Выберыце адпаведныя алюмініевыя сплавы для прымянення.
- Спрасціце праекты, каб знізіць выдаткі.
- Прататып і выпрабаванне на ранняй стадыі.
Я заўсёды разглядаю ключавыя кампаненты экструдара, напрыклад, геаметрыя шнека і канструкцыя ствала, каб пераканацца, што сістэма адпавядае вытворчым патрабаванням. Я разглядаю розныя тыпы экструдараў, каб знайсці тое, што лепш за ўсё падыходзіць для маіх задач экструзія пластыка. Такі падыход падтрымлівае маштабаванасць і падтрымлівае кантроль якасці на працягу ўсёй вытворчасці.
Тыповыя памылкі выбару
Я бачыў, як многія вытворцы рабілі памылкі пры выбары экструзійнай машыны. Недастатковае змешванне матэрыялу часта прыводзіць да недасканаласці прадукцыі і павелічэння выдаткаў на паўторную апрацоўку. Устарэлыя або несумяшчальныя сістэмы кіравання выклікаюць праблемы інтэграцыі і неэфектыўнасць. Супярэчлівыя хуткасці падачы парушаюць працэс экструзіі, што прыводзіць да зменлівасці прадукцыі і больш высокіх паказчыкаў лому. Грэбаванне прафілактычным абслугоўваннем дазваляе дробным механічным праблемам перарасці ў сур'ёзныя вытворчыя праблемы, якія ўплываюць на даходы. Ігнараванне навучання аператараў прыводзіць да няправільных канфігурацый і страты магчымасцей аптымізацыі.
- Недастатковае змешванне матэрыялаў павялічвае выдаткі і зніжае якасць.
- Састарэлыя сістэмы кіравання выклікаюць неэфектыўнасць.
- Супярэчлівыя хуткасці падачы парушаюць працэс экструзіі.
- Грэбаванне прафілактычным абслугоўваннем прыводзіць да вялікіх вытворчых праблем.
- Ігнараванне навучання аператараў прыводзіць да прапушчанай аптымізацыі.
Я заўсёды сачу за зносам шнека і рэгулярна абслугоўваю экструдар. Я інвесцірую ў навучанне аператараў, каб павялічыць эфектыўнасць і якасць. Я пазбягаю гэтых памылак, засяроджваючыся на стабільнасці і прадукцыйнасці працэсу.
Будучыя тэндэнцыі ў тэхналогіі экструзіі
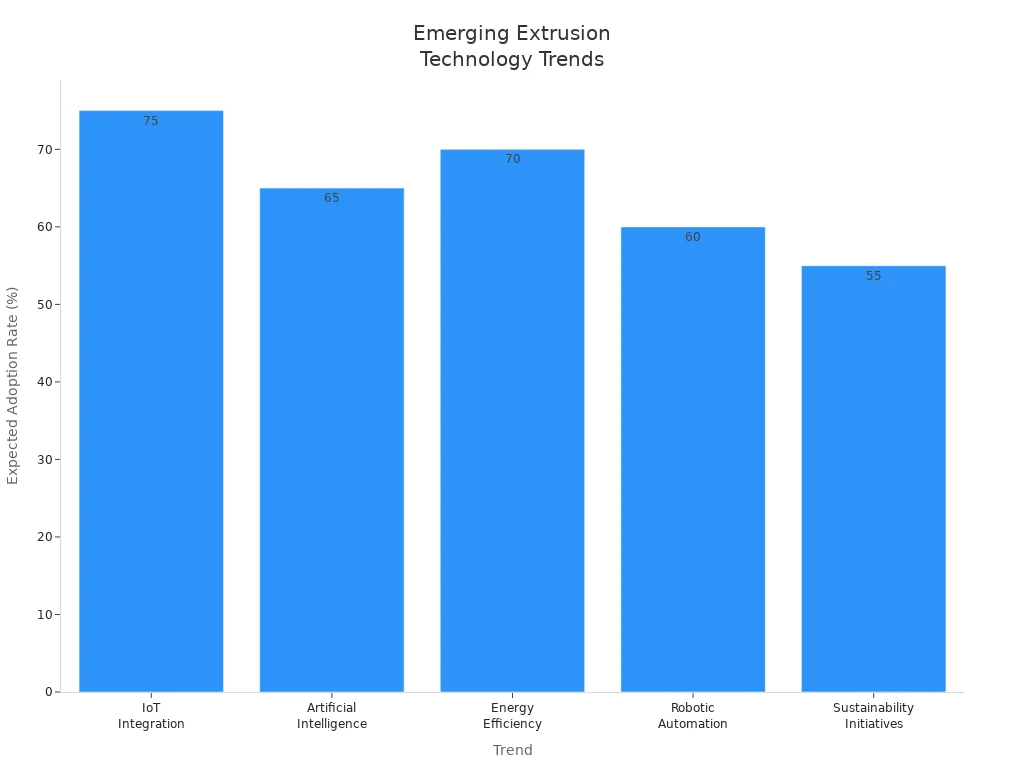
Я бачу хуткія змены ў тэхналогіі экструзіі, якія вызначаюць будучыню вытворчасці. Інтэграцыя IoT дазваляе маніторынг і аналітыку ў рэжыме рэальнага часу, павышэнне эфектыўнасці. Штучны інтэлект падтрымлівае прагнастычнае абслугоўванне і аптымізацыю, што павышае прадукцыйнасць. Энергаэфектыўнасць становіцца ўсё больш у цэнтры ўвагі, з вытворцамі, якія шукаюць спосабы паменшыць спажыванне ў працэсе экструзіі. Рабатызаваная аўтаматызацыя ўпарадкоўвае апрацоўку матэрыялаў і кантроль якасці. Ініцыятывы ўстойлівага развіцця стымулююць выкарыстанне перапрацаваных матэрыялаў і экалагічна чыстых працэсаў.
| Тэндэнцыя | Апісанне | Уплыў на эфектыўнасць | Чаканы ўзровень усынаўлення (%) |
|---|---|---|---|
| Інтэграцыя IoT | Маніторынг і аналітыка ў рэжыме рэальнага часу | Высокі | 75% |
| Штучны інтэлект | Прагнастычнае абслугоўванне і аптымізацыя | Вельмі высокая | 65% |
| Энергаэфектыўнасць | Зніжэнне спажывання энергіі | Сярэдні | 70% |
| Робатызаваная аўтаматызацыя | Апрацоўка матэрыялаў і кантроль якасці | Высокі | 60% |
| Ініцыятывы ўстойлівага развіцця | Перапрацаваныя матэрыялы і экалагічна чыстыя працэсы | Сярэдні | 55% |
Я заўважаю прагрэс у сумяшчальнасці матэрыялаў, асабліва з біяпластыкам, трансфармуюць экструзійную прамысловасць. Цяпер многія вытворцы аддаюць перавагу гнуткасці ў канструкцыі абсталявання, з модульнымі сістэмамі, якія дазваляюць лёгка мадэрнізаваць і мадыфікаваць. Устойлівасць важная, пры гэтым большасць вытворцаў засяроджваюцца на энергаэфектыўным абсталяванні і стратэгіях скарачэння адходаў. Разумныя экструзійныя машыны скараціць час прастою на 20%, што павышае агульную эфектыўнасць і кантроль якасці. Я заўсёды сачу ў курсе гэтых тэндэнцый, каб падтрымліваць высокую прадукцыйнасць і падтрымліваць новыя прыкладання ў экструзіі пластыка.
Савет: Я рэкамендую рэгулярна праглядаць агляд экстрударных машын у вытворчасці. Знаходжанне ў курсе новых тыпаў экструзійных машын і канструкцый шнекоў дапамагае мне адаптавацца да зменлівых вытворчых патрэб і падтрымліваць маштабаванасць.
Я разумею, што кожная сістэма экструзіі мае унікальныя перавагі і абмежаванні. Мой вопыт паказвае, што одношнековые экструдары выдатна спраўляюцца з буйнасерыйнай вытворчасцю, у той час як двухшнековые сістэмы забяспечваюць цудоўнае змешванне і гнуткасць. Машыны напорнай і сумеснай экструзіі падтрымліваюць спецыяльныя прымянення. Для ацэнкі заўсёды выкарыстоўваю параўнальныя табліцы і крытэрыі адбору:
- Тэхнічныя магчымасці і доўгатэрміновая надзейнасць
- Абслугоўванне кліентаў і дапамога ў дызайне
- Стандарты якасці і энергаэфектыўнасці
Я рэкамендую вытворцам разумець свае патрэбы прымянення і пракансультавацца са спецыялістамі па экструзіі для дасягнення аптымальных вынікаў.
FAQ
У чым асноўная розніца паміж одношнековым і двухшнековым экстрударам?
Я бачу, што одношнековые экструдары выкарыстоўваюць адзін верціцца шнек для асноўнага змешвання. Двухшнековые экструдары выкарыстоўваюць два шнека для пашыранага змешвання і лепшага кантролю. Я выбіраю двухшнековые сістэмы для складаных матэрыялаў і большай гнуткасці.
Як мне вырашыць, якая сістэма экструзіі падыходзіць для майго прымянення?
Я пачынаю з агляду свайго тыпу матэрыялу, аб'ём вытворчасці, і складанасць прадукту. Я супастаўляю гэтыя патрэбы з моцнымі бакамі кожнай сістэмы. Я раюся са спецыялістамі, калі сутыкаюся з асаблівымі патрабаваннямі.
Ці магу я апрацоўваць перапрацаваныя матэрыялы з дапамогай экструзійных сістэм?
Я апрацоўваю перапрацаваныя матэрыялы з дапамогай двухшнековых экструдараў. Гэтыя машыны апрацоўваюць зменную сыравіну і дабаўкі лепш, чым одношнековые сістэмы. Я ўважліва сачу за якасцю, каб забяспечыць стабільныя вынікі.
Як часта я павінен праводзіць тэхнічнае абслугоўванне свайго экструдара?
Я кожны месяц прызначаю планавыя агляды. Правяраю знос шруб, стан ствала, і кантроль прадукцыйнасці сістэмы. Рэгулярнае тэхнічнае абслугоўванне прадухіляе прастоі і падаўжае тэрмін службы абсталявання.
З якімі дэфектамі экструзіі я сутыкаюся найбольш часта?
Я часта бачу шурпатасці паверхні, памерны дрэйф, і расплаву пераломаў. Я вырашаю гэта, рэгулюючы тэмпературу, хуткасць шрубы, і матэрыяльных кармоў. I use process monitoring to catch issues early.
Is co-extrusion suitable for all materials?
I use co-extrusion mainly for thermoplastics. Some materials may not bond well in multi-layer profiles. I test material compatibility before starting production.
How does automation improve extrusion quality?
I rely on automation for real-time monitoring and precise control. Automated systems reduce human error, maintain consistent output, and improve overall product quality.
What safety measures do I follow during extrusion?
I wear protective gear and follow lockout procedures. I keep the work area clean and check emergency stops regularly. I train my team on safe operation and emergency response.