
How Different Extrusion Systems Stack Up for Manufacturing

I have seen that the choice of extrusion system shapes the entire manufacturing process. Most manufacturers use single-screw systems, which hold a 62% market share, while twin-screw systems account for 38%.
| Extrusion System Type | Market Share Percentage |
|---|---|
| Single-screw | 62% |
| Twin-screw | 38% |
Selecting between screw types affects efficiency, jakość produktu, i kompatybilność materiałowa. When I match extrusion technology to manufacturing goals, I notice improvements in cost-effectiveness, design versatility, and sustainability.
| Czynnik | Impact on Manufacturing Efficiency | Impact on Product Quality |
|---|---|---|
| Controlled parameters | Maintains uniform product quality | Achieves micrometer tolerances |
I rely on Complete Extrusion Systems to deliver consistent results and precise screw performance.
Kluczowe dania na wynos
- Wybierz odpowiedni system wytłaczania w oparciu o cele produkcyjne i właściwości materiału, aby zapewnić optymalną wydajność.
- Wytłaczarki jednoślimakowe idealnie nadają się do wielkoseryjnej produkcji prostych materiałów, natomiast systemy dwuślimakowe doskonale radzą sobie z mieszaniem złożonych materiałów.
- Regularna konserwacja i monitorowanie systemów wytłaczania zapobiegają przestojom i zwiększają wydajność, zapewnienie stałej jakości produktu.
- Wybierając wytłaczarkę, należy wziąć pod uwagę średnicę ślimaka i stosunek L/D, ponieważ te czynniki wpływają na przepustowość i efektywność mieszania.
- Wykorzystaj współwytłaczanie do tworzenia wielowarstwowych produktów łączących różne materiały, zwiększając funkcjonalność i wydajność.
- Oceń zgodność materiałów z wybranym systemem wytłaczania, aby uniknąć wad i zapewnić wysoką jakość wydruku.
- Bądź na bieżąco z pojawiającymi się trendami w technologii wytłaczania, takich jak IoT i sztuczna inteligencja, w celu poprawy wydajności i dostosowania się do zmieniających się potrzeb produkcyjnych.
- Utwórz listę kontrolną kluczowych czynników przed wybraniem maszyna do wytłaczania aby uniknąć kosztownych błędów i zapewnić, że system spełnia wymagania aplikacji.
Wybór odpowiedniego systemu wytłaczania do produkcji
Kluczowe czynniki przy wyborze systemu
Nigdy nie znajduję uniwersalności “to, co najlepsze” system wytłaczania. Z mojego doświadczenia wynika, że idealny wybór zależy od celów produkcyjnych, właściwości materiału, i wymagania dotyczące produktu. Kiedy wybieram system wytłaczania, Zawsze dopasowuję jego możliwości do zamierzonego zastosowania. Takie podejście gwarantuje, że proces wytłaczania zapewnia stałą jakość i optymalną wydajność.
Rozważam kilka czynniki krytyczne przed dokonaniem wyboru maszyny do wytłaczania. Przy podejmowaniu decyzji kieruję się poniższą tabelą:
| Czynnik | Opis |
|---|---|
| Cel badawczy | Przeznaczenie maszyny (education, material development, or commercial pilot production) |
| Rodzaj materiału | Type of polymers to be processed (wrażliwe na ciepło, volatile, or reactive) |
| Required Output Capacity | Throughput capacity (grams or kilograms per hour) |
| Advanced Process Requirements | Need for gas injection, vacuum degassing, or reactive extrusion capability |
| Budget and Laboratory Space | Consideration for modular expansion for future upgrades |
| Future Scale-Up Needs | Compatibility with industrial extrusion modules for scaling up production |
I always pay attention to the screw diameter and L/D ratio. These parameters determine throughput capacity and mixing efficiency. I select an extruder with the right output capacity, which can range from 0.25 kg/h to 150 kg/h depending on the model. Modular design allows me to replace components quickly, which gives flexibility for research and development. Stawiam na zaawansowane systemy sterowania, takie jak PLC i HMI, aby osiągnąć precyzyjną kontrolę i identyfikowalność danych.
Kiedy oceniam typy maszyn do wytłaczania, Uwzględniam złożoność profilu i wymagane tolerancje. Skomplikowane projekty wymagają precyzyjnych narzędzi i mogą zwiększać koszty. Zwracam także uwagę na wielkość zamówienia. Większe wolumeny zmniejszają koszt jednostkowy, ponieważ koszty konfiguracji rozkładają się na większą liczbę jednostek. Operacje wykończeniowe i wtórne, takie jak anodowanie lub obróbka CNC, wartość dodana i koszt.
Wskazówka: Zalecam sporządzenie listy kontrolnej tych czynników przed rozpoczęciem procesu wyboru maszyny do wytłaczania. Praktyka ta pozwala uniknąć kosztownych błędów i zapewnia dopasowanie systemu do zamierzonych zastosowań.
Impact on Manufacturing Efficiency
Zauważam, że wybrany przeze mnie system wytłaczania bezpośrednio wpływa na efektywność produkcji. Konstrukcja śruby, możliwość mieszania, and extrusion technology all play a role in how smoothly the process runs. Na przykład, A wytłaczarka jednoślimakowa often works well for simple polymers and high-volume production. Twin-screw extruders handle complex materials and advanced applications, such as reactive extrusion or specialty blends.
I have seen that high viscosity and solid content in energetic materials can cause clogging, unstable extrusion, and nozzle wear. These issues reduce efficiency and compromise safety. I address these challenges by optimizing the kneading system design. Improved mixing uniformity and extrusion accuracy enhance both safety and efficiency.
I use a two-stage twin-screw extrusion system when I need greater stability and adaptability. Simulations show that this design improves flow characteristics and maintains consistent output. I always monitor the extrusion process to ensure uniform quality and minimize downtime.
| Evidence Type | Opis |
|---|---|
| Challenges in Additive Manufacturing | High viscosity and solid content of energetic materials lead to issues like clogging, unstable extrusion, and nozzle wear, affecting efficiency and safety. |
| Kneading System Performance | The kneading system’s design impacts material mixing uniformity and extrusion accuracy, with specific optimizations proposed to enhance safety and efficiency. |
| Extrusion System Design | A two-stage twin-screw extrusion system is designed to improve stability and adaptability in the extrusion process, with simulations revealing flow characteristics of different systems. |
I always match the extrusion system to the production requirements. This practice ensures that the extruder delivers the desired quality and performance. Konfigurację śrub dobieram w zależności od rodzaju materiału i złożoności zastosowania. Opieram się na zaawansowanej technologii wytłaczania, aby zmaksymalizować wydajność i zachować wysokie standardy jakości produktu.
Notatka: Zalecam regularną konserwację i monitorowanie procesów, aby utrzymać najwyższą wydajność i zapobiec nieoczekiwanym przestojom.
Rodzaje kompletnych systemów wytłaczania
Kiedy oceniam kompletne systemy wytłaczania do celów produkcyjnych, Zawsze zaczynam od zidentyfikowania głównego rodzaje maszyn do wytłaczania. Najpopularniejsze opcje obejmują wytłaczarki jednoślimakowe, maszyny do wytłaczania dwuślimakowego, i maszyny do wytłaczania tłokowego. Każdy system ma unikalne mocne strony i ograniczenia, dlatego skupiam się na dopasowaniu odpowiedniej technologii do zastosowania.
| Typ maszyny do wytłaczania |
|---|
| Maszyny do wytłaczania jednoślimakowego |
| Maszyny do wytłaczania dwuślimakowego |
| Maszyny do wytłaczania ram |
Wytłaczanie jednoślimakowe
Często używam wytłaczarki jednoślimakowej do prostych procesów wytłaczania. Maszyna ta posiada jedną obracającą się śrubę wewnątrz podgrzewanej beczki. Śruba popycha materiał do przodu, topi to, i kształtuje go za pomocą matrycy. Polegam na tym systemie przy wielkoseryjnej produkcji tworzyw termoplastycznych, produkty spożywcze, i mieszanki gumowe. Prostota konstrukcji ułatwia obsługę i konserwację.
| Przemysł | Opis aplikacji | Prognozy wzrostu rynku |
|---|---|---|
| Tworzywa sztuczne | Topienie i formowanie tworzyw termoplastycznych, napędzany rosnącym wykorzystaniem PE i PP. | CAGR wynoszący około 4-5% Poprzez 2030 |
| Przetwórstwo spożywcze | Produkcja przetworzonej żywności, takiej jak przekąski i płatki zbożowe. | Rynek, do którego można dotrzeć $75 miliard przez 2026 |
| Mieszanka gumowa | Mieszanie i kształtowanie gumy do opon i części samochodowych. | Produkcja opon przewyższyć 2 miliard jednostek przez 2025 |
| Biomedyczne | Produkcja biopolimerów do opakowań i wyrobów medycznych. | Emerging market with new extrusion technology |
Jednakże, I recognize the limitations of single screw extrusion. Achieving uniform mixing can be difficult, especially when I add fillers or additives. Pressure consistency often varies with feedstock changes, and high-viscosity materials may not flow well, leading to defects. These challenges guide my extrusion machine selection when I need higher quality or more complex processing.
Wskazówka: For simple, high-volume applications, I recommend starting with a single screw extruder. For advanced mixing or specialty materials, consider other options.
Wytłaczanie dwuślimakowe
When I require advanced processing, I turn to wytłaczarka dwuślimakowa technology. This system uses two screws that rotate together inside the barrel. The screws can intermesh or run parallel, depending on the design. I find that twin screw extruders deliver superior mixing efficiency, better plasticizing for high-viscosity materials, and enhanced control over temperature and pressure. These features improve product quality and process consistency.
Twin screw extrusion also allows me to perform multiple processing steps in one machine. I can mix, stopić, vent, and even react materials during a single pass. This flexibility reduces waste and speeds up production. When comparing twin screw vs single screw extruders, I see faster return on investment and more uniform results with twin screw systems, especially for complex blends or recycled plastics.
Twin-Screw Subtypes
I always consider the different types of extruder machines within the twin screw category. The screw configuration impacts performance, efektywność, and the range of applications.
Intermeshing
Intermeshing twin screw extruders feature screws that overlap and mesh together. This design provides precise material transport and high shear forces. I use intermeshing systems for improved compounding and compatibilization, especially when I need to disperse additives or fillers evenly.
Non-Intermeshing
Non-intermeshing twin screw extruders have screws that rotate without overlapping. This setup offers gentler mixing and less shear. I choose non-intermeshing designs for sensitive materials that require minimal mechanical stress.
Co-Rotating
Co-rotating twin screw extruders have screws that turn in the same direction. This subtype excels in mixing efficiency and material transport. I use co-rotating systems for reactive extrusion, odgazowanie, and high-performance polymer compounding. Jednakże, high shear rates can degrade heat-sensitive materials, so I monitor screw design and cooling closely.
| Subtype | Processing Capabilities and Advantages | Limitations and Considerations | Best Applications |
|---|---|---|---|
| Co-Rotating Twin-Screw Extruder | High mixing efficiency, suitable for reactive extrusion, high shear rates | Risk of material degradation, requires precise screw design | Polymer compounding, nanocomposites, lab-to-production workflows |
Counter-Rotating
Counter-rotating twin screw extruders feature screws that turn in opposite directions. This configuration generates lower shear forces, which protects fragile materials. I rely on counter-rotating systems for ceramics, bio-polymers, and pharmaceutical formulations. The design also provides good pressure build-up and effective sealing, though mixing intensity is lower than with co-rotating systems.
| Subtype | Processing Capabilities and Advantages | Limitations and Considerations | Best Applications |
|---|---|---|---|
| Counter-Rotating Twin-Screw Extruder | Lower shear forces, good pressure build-up, effective sealing | Niższa intensywność mieszania, bardziej złożona konstrukcja uszczelnień i łożysk | Ceramika, bio-polymers, farmaceutyki |
Kiedy wybiorę kompletny system wytłaczania, Zawsze dopasowuję typ i konfigurację ślimaka do wymagań materiałowych i procesowych. Takie podejście zapewnia wysoką jakość, efektywność, i niezawodną wydajność we wszystkich zastosowaniach.
Wytłaczanie barana
Często wybieram wytłaczanie tłokowe, gdy muszę przetwarzać materiały wymagające wysokiego ciśnienia i precyzyjnego kształtowania. W tej metodzie wykorzystuje się siłownik hydrauliczny do przepychania materiału przez podgrzewaną beczkę i matrycę, zamiast polegać na obracającej się śrubie. Uważam, że wytłaczarki tłokowe są szczególnie przydatne do formowania produktów z tworzyw termoutwardzalnych, ceramika, i PTFE. Ten proces pozwala mi tworzyć pręty, rurki, i profile o stałych wymiarach.
Ram extrusion stands out among types of extrusion machines because it handles materials that traditional screw extruders cannot process efficiently. I use this technology in industries such as plastics, żywność, i farmaceutyki. Na przykład, I produce snacks and cereals with unique shapes, and I manufacture tablets and capsules with exact specifications.
I have noticed several benefits and challenges when using ram extruders:
- Ram extruders excel in producing high-quality products from difficult-to-process materials.
- I rely on them for applications where screw extrusion technology falls short, such as PTFE and ceramic profiles.
- The process delivers consistent quality and dimensional accuracy.
- High operational costs can impact efficiency and overall performance.
- Stringent regulations in plastic manufacturing require careful process control.
- Competition from alternative extrusion systems pushes me to optimize my extrusion machine selection.
I always weigh these factors before choosing ram extrusion for complete extrusion systems. I monitor the process closely to maintain quality and efficiency, especially when working with specialty materials.
Co-Extrusion
Co-extrusion enables me to combine multiple materials into a single product, creating multi-layered profiles with enhanced properties. I use this extrusion technology to integrate different thermoplastics, each layer offering unique characteristics. The process involves pushing several materials through a single die, resulting in a unified profile that meets complex production requirements.
I rely on co-extrusion for manufacturing products that demand durability, elastyczność, and aesthetic appeal. This method allows me to tailor the quality of each layer, improving performance and functionality. I see co-extrusion as a key advancement in complete extrusion systems, especially when I need to produce items with specialized features.
Industries benefit from co-extrusion in several ways:
- Budowa: I manufacture window sills, frames, and trim pieces that combine strength and visual appeal.
- Retail: I build shelving and display systems that are both durable and attractive.
- Signage: I produce illuminated signs and frames with clean finishes and reliable performance.
Co-extrusion expands the range of applications for extrusion technology. I use it to meet demanding production goals and deliver products with superior quality. When I select an extruder for co-extrusion, I consider screw design, process control, i kompatybilność materiałowa. This approach ensures efficiency and consistent results.
Wskazówka: I recommend co-extrusion for projects that require multi-layered profiles and enhanced product functionality. Careful extrusion machine selection and process monitoring are essential for achieving optimal quality.
Structure and Operation of Extrusion Systems

Screw and Barrel Design
I always start my extrusion machine selection by examining the screw and barrel design. The geometry of the screw determines how efficiently the extruder melts, mixes, and conveys material. I adjust the length-to-diameter (L/D) ratio to control residence time and mixing. A higher L/D ratio allows the material to melt and blend more thoroughly, which is essential for achieving uniform quality in the final product. Opieram się na konstrukcjach barierowych w cylindrze ślimaka, aby utrzymać stabilność stopu i zapobiec degradacji, zwłaszcza gdy przetwarzam wrażliwe materiały. Równoległe konstrukcje dwuślimakowe i beczkowe odgrywają kluczową rolę w szybkości wytłaczania, jakość produktu, i efektywność energetyczna. Stosuję podział na strefy i precyzyjną kontrolę temperatury, aby ustabilizować przepływ stopu i uniknąć uwięzionych gazów, co poprawia gęstość i konsystencję. Wykończenie powierzchni cylindra i geometria ślimaka również wpływają na efektywność energetyczną i konsystencję produktu. Zawsze dopasowuję konstrukcję śruby do konkretnych wymagań aplikacji, aby zmaksymalizować wydajność.
- Wyższy stosunek L/D poprawia mieszanie i jednorodność stopu, co jest niezbędne w przypadku produktów wysokiej jakości.
- Konstrukcje barierowe pomagają utrzymać stabilność stopu i zapobiegają degradacji.
- Screw geometry and barrel surface finish impact energy efficiency and product consistency.
Material Movement and Mixing
I focus on efficient material movement and mixing to ensure the extrusion process runs smoothly. I use robust pneumatic or mechanical conveyors to transfer raw materials quickly and with minimal maintenance. Advanced mixer designs guarantee thorough and uniform compounding, which prevents variations in finished products. I integrate automated controls with PLC systems for real-time monitoring and recipe management. This approach allows me to oversee production seamlessly and adjust parameters as needed. I select scalable configurations to accommodate both small workshops and large industrial operations. Enhanced dust control features keep the workplace clean and safe. Spójny, jednorodne mieszanki zmniejszają wahania jakości i poprawiają wydajność. Zautomatyzowane systemy minimalizują konieczność ręcznej obsługi, co skraca cykle produkcyjne i obniża koszty pracy. Zawsze traktuję te funkcje priorytetowo, oceniając typy maszyn do wytłaczania pod kątem nowych zastosowań.
| Funkcja | Opis |
|---|---|
| Efektywny transfer materiału | Szybki, bezobsługowy transport surowców |
| Precyzyjne mieszanie | Dokładny, jednolite mieszanie dla stałej jakości |
| Zautomatyzowane kontrole | Monitorowanie w czasie rzeczywistym i zarządzanie recepturami |
| Skalowalne konfiguracje | Elastyczne układy dla dowolnej zdolności produkcyjnej |
| Ulepszona kontrola kurzu | Odkurzacz, bezpieczniejsze miejsce pracy |
| Poprawiona jakość produktu | Mieszanki jednorodne, zmniejszone wahania |
| Zwiększona przepustowość | Krótsze cykle produkcyjne, mniej ręcznej obsługi |
| Zmniejszona ilość odpadów | Dokładny pomiar, niższe koszty |
| Niższe koszty pracy | Automatyzacja uwalnia personel do zadań o wartości dodanej |
| Bezpieczniejsze środowisko pracy | Enclosed lines and dust control |
Process Control and Output Quality
I depend on advanced process control technology to maintain high output quality in extrusion manufacturing. I select high-quality thermoplastics to ensure the final products meet strength, trwałość, and flexibility requirements. I monitor extrusion parameters closely to reduce discrepancies during production. Dimensional accuracy remains a top priority for me, as it guarantees that components fit their intended applications. I use surface inspection to detect defects such as warping or air bubbles, which helps me maintain consistent product quality. Early detection of issues reduces waste and saves on production costs. I always ensure that my process complies with regulatory standards, which protects both my business and my customers. Produkty wysokiej jakości wzmacniają reputację mojej marki i zwiększają zadowolenie klientów. Zaawansowane systemy monitorowania pozwalają mi zwiększyć prędkość produkcji bez utraty dokładności, co zwiększa ogólną wydajność kompletnych systemów wytłaczania.
| Element/zaleta | Opis |
|---|---|
| Wybór materiału | Zapewnia siłę, trwałość, i elastyczność |
| Monitorowanie procesu | Redukuje rozbieżności i utrzymuje spójność |
| Dokładność wymiarowa | Gwarantuje odpowiednie dopasowanie do wszystkich zastosowań |
| Kontrola powierzchni | Wcześnie identyfikuje defekty, zapewniając lepszą jakość |
| Stała jakość produktu | Każda partia spełnia wysokie standardy |
| Redukcja odpadów | Oszczędza koszty materiałów i produkcji |
| Zgodność z przepisami | Spełnia wymogi prawne i bezpieczeństwa |
| Zadowolenie klienta | Buduje reputację i lojalność |
| Efektywność procesu | Zwiększa prędkość przy jednoczesnym zachowaniu celności |
Wskazówka: I recommend regular calibration and maintenance of all extrusion technology to sustain peak performance and consistent quality.
Comparing the Extrusion Process
Single-Screw vs. Twin-Screw Process
When I compare single-screw and twin-screw extruders, I focus on how each system handles the extrusion process. The screw design shapes the way material moves and mixes. A single-screw extruder uses one helical screw inside a simple, cylindrical barrel. Dla kontrastu, a twin-screw extruder features two intermeshing screws and a more complex, often segmented barrel. I see that temperature control in single-screw systems remains basic, while twin-screw machines offer advanced control with multiple heating and cooling zones. This difference impacts both throughput and energy efficiency.
| Aspekt | Wytłaczarka jednoślimakowa | Wytłaczarka dwuślimakowa |
|---|---|---|
| Screw Design | Single helical screw | Two intermeshing screws |
| Barrel Structure | Simple, cylindrical | Bardziej złożone, often segmented |
| Kontrola temperatury | Basic heating/cooling | Zaawansowany, multi-zone |
| Pojemność wyjściowa | Umiarkowany | Wysoki |
| Zużycie energii | Generalnie wyższy | Bardziej wydajny |
| Elastyczność w przepustowości | Ograniczony | Wysoki |
I rely on twin-screw extruders for higher output and better energy efficiency. When I need flexibility in throughput or advanced process control, I choose twin-screw systems. For straightforward applications, single-screw extruders still provide reliable performance.
Material Compatibility in the Extrusion Process
Material compatibility plays a critical role in extrusion machine selection. I always match the screw configuration to the type of material I plan to process. Single-screw extruders handle standard thermoplastics well, but they struggle with materials that require intensive mixing or have high filler content. Twin-screw extruders excel with specialty compounds, recycled plastics, i materiały reaktywne. I use segmented screws to adjust mixing and shearing for each application.
When I work with complete extrusion systems, I consider how each screw design affects the final product. Twin-screw extruders allow me to process a wider range of materials, including those with additives or sensitive properties. This flexibility supports more types of extrusion machines and expands the range of possible applications.
Wskazówka: I recommend evaluating the chemical and physical properties of your raw materials before choosing an extruder. This step ensures compatibility and reduces the risk of defects.
Product Quality and Consistency
I know that the extrusion process directly impacts the quality of the finished product. Modern extrusion lines integrate automation and advanced control platforms. Systemy te analizują wiele zmiennych jednocześnie, co pomaga mi utrzymać stałą jakość w każdej partii.
Spójność jakości jest mnożnikiem produktywności. Zaawansowane platformy kontrolne analizują wzorce w wielu zmiennych jednocześnie, zapewnienie utrzymania jakości produktu w całym procesie wytłaczania.
Monitoruję kluczowe czynniki, takie jak stabilne ciśnienie stopu, szybkość wyjściowa, i wykończenie powierzchni. Stabilne ciśnienie stopu zapobiega wypaczeniu i dryftowi wymiarowemu. Wyższa i bardziej stabilna moc wyjściowa zmniejsza liczbę złomów i przestojów. Lepsze wykończenie powierzchni i precyzyjna kontrola wymiarowa zwiększają wpływ na jakość gotowego produktu.
| Kluczowe czynniki | Wpływ na jakość i spójność |
|---|---|
| Stabilne ciśnienie stopu | Zapobiega dryfowaniu i wypaczaniu wymiarów |
| Wyższa i bardziej stabilna moc wyjściowa | Zmniejsza liczbę złomów i przestojów |
| Lepsze wykończenie powierzchni | Poprawia ogólną jakość produktu |
| Kontrola wymiarowa | Zapewnia precyzję specyfikacji produktu końcowego |
| Szybszy zwrot z inwestycji | Poprawia rentowność producentów |
When comparing twin screw vs single screw extruders, Widzę, że systemy dwuślimakowe zapewniają lepszą spójność i niższe koszty operacyjne. Szybszy zwrot z inwestycji i lepszą wydajność osiągam dzięki inwestycjom w zaawansowaną technologię wytłaczania. Zawsze priorytetowo traktuję monitorowanie i automatyzację procesów, aby zapewnić wysoką jakość i wydajność produkcji.
- Wyższa i bardziej stabilna moc wyjściowa
- Mniej odpadów i przestojów
- Lepsze wykończenie powierzchni i kontrola wymiarowa
- Obniżone koszty operacyjne
- Szybszy zwrot z inwestycji
Opieram się na tych strategiach, aby zmaksymalizować korzyści płynące z wytłaczania i dostarczać produkty spełniające rygorystyczne standardy produkcyjne.
Tabela porównawcza wydajności
Przepustowość i wydajność
Zawsze oceniam wydajność i wydajność, porównując typy maszyn do wytłaczania. Wydajność mierzy, ile materiału przetwarza wytłaczarka w danym czasie. Wydajność odzwierciedla, jak dobrze konstrukcja ślimaka przekształca surowiec w gotowy produkt przy minimalnym zużyciu energii i odpadów. Widzę, że wytłaczarki jednoślimakowe często zapewniają stałą wydajność w przypadku standardowych polimerów. Wytłaczarki dwuślimakowe, dzięki zaawansowanej geometrii śrub, obsługiwać wyższą wydajność i utrzymywać lepszą efektywność energetyczną, szczególnie w przypadku złożonych mieszanek.
| Typ wytłaczarki | Przepustowość (kg/godz) | Efektywność energetyczna | Najlepsze przypadki użycia |
|---|---|---|---|
| Pojedyncza śruba | 50–500 | Umiarkowany | Wysoka głośność, proste polimery |
| Podwójna śruba | 100–1000+ | Wysoki | Mieszanki złożone, prace specjalistyczne |
| Wytłaczarka ramowa | 10–100 | Niski – umiarkowany | PTFE, ceramika, specjalność |
| Systemy współwytłaczania | Różnie | Wysoki | Profile wielowarstwowe |
Zawsze dopasowuję konfigurację śrub do wymagań materiałowych i produkcyjnych. Takie podejście zapewnia, że proces zapewnia stałą jakość i spełnia cele produkcyjne. Polegam na kompletnych systemach wytłaczania, aby zmaksymalizować przepustowość i wydajność w każdym zastosowaniu.
Wskazówka: Zalecam regularne monitorowanie zużycia energii i wydajności. Praktyka ta pomaga zoptymalizować wybór maszyny do wytłaczania i zmniejsza koszty operacyjne.
Konserwacja i niezawodność
Wybierając wytłaczarkę, traktuję priorytetowo konserwację i niezawodność. Ślimak i cylinder podlegają ciągłemu zużyciu pod wpływem materiałów ściernych i wysokich temperatur. Planuję rutynowe przeglądy i wymieniam zużyte komponenty, aby zapobiec nieoczekiwanym przestojom. Wytłaczarki jednoślimakowe wymagają mniej konserwacji ze względu na prostą konstrukcję. Wytłaczarki dwuślimakowe, z większą liczbą ruchomych części i segmentowymi śrubami, wymagają częstszych kontroli, ale zapewniają większą elastyczność.
| Typ wytłaczarki | Potrzeby konserwacyjne | Poziom niezawodności | Typowe problemy |
|---|---|---|---|
| Pojedyncza śruba | Niski – umiarkowany | Wysoki | Sporadyczne zużycie śruby |
| Podwójna śruba | Umiarkowany – wysoki | Wysoki | Zużycie segmentu, awaria uszczelnienia |
| Wytłaczarka ramowa | Umiarkowany | Umiarkowany | Wycieki hydrauliczne, umrzeć nosić |
| Systemy współwytłaczania | Wysoki (wielośrubowe) | Wysoki | Synchronizacja, zużycie śruby |
Wykorzystuję zaawansowane systemy monitorowania do śledzenia zużycia śrub i stabilności procesu. Ta strategia poprawia niezawodność i wydłuża żywotność mojej technologii wytłaczania. Zawsze mam pod ręką zapasowe śruby i lufy, aby zminimalizować przestoje podczas konserwacji.
Złożoność i elastyczność produktu
cenię elastyczność projektowania w wytłaczaniu. Możliwość dostosowania śruby i matrycy pozwala mi tworzyć złożone profile do szerokiego zakresu zastosowań. Używam wytłaczania do produkcji wszystkiego, od prostych plastikowych rurek po skomplikowane ramy okienne. Mogę dodać wzmocnienia lub specjalne cechy w obrębie materiału ciągłego, co poszerza moją ofertę produktową.
| Aspekt | Opis |
|---|---|
| Elastyczność projektowania | Wytłaczanie pozwala na znaczną elastyczność projektowania poprzez dostosowywanie matrycy, umożliwiając tworzenie złożonych profili. |
| Aplikacje | Nadaje się do różnych zastosowań, including intricate window frames and simple plastic tubing. |
| Personalizacja | Manufacturers can include reinforcements or additional features within the continuous material. |
- In MedTech, I must achieve tight tolerances for medical devices.
- I ensure biocompatibility for all medical extrusion products.
- I monitor wall thickness closely, since it affects flow rates and structural strength.
I select the screw configuration and extrusion machine based on the complexity of the design and the required tolerances. This approach guarantees high quality and supports advanced manufacturing needs.
Notatka: I recommend consulting with extrusion experts when planning new product designs. Their experience helps avoid costly mistakes and ensures the right screw and process configuration.
Application Suitability in Manufacturing
High-Volume Manufacturing
I always start my extrusion machine selection by considering the demands of high-volume manufacturing. When I need to produce thousands of units per day, I rely on single-screw extruders. These machines deliver steady throughput and maintain consistent quality. The screw design in single-screw extruders allows me to process standard polymers efficiently. I monitor the process closely to ensure uniform melt and minimize defects. I select the right screw diameter and length to match the production requirements. This approach helps me achieve high efficiency and reduce waste. I use automated controls to track output and maintain quality standards. High-volume applications benefit from robust types of extrusion machines that can operate continuously with minimal downtime. Zawsze przechowuję zapasowe śruby i lufy w pogotowiu, aby uniknąć przerw w produkcji.
Wskazówka: Zalecam zaplanowanie regularnej konserwacji wytłaczarek używanych w produkcji wielkoseryjnej. Praktyka ta wydłuża żywotność śruby i zapewnia niezawodne działanie.
Złożone wytwarzanie produktów
Kiedy wytwarzam produkty złożone lub wieloskładnikowe, Stawiam na zaawansowaną technologię wytłaczania. Wytłaczarki dwuślimakowe dają mi większą kontrolę nad mieszaniem i dystrybucją materiału. Używam śrub segmentowych, aby dostosować ścinanie i zoptymalizować proces dla każdego zastosowania. Technologia współwytłaczania umożliwia mi łączenie różnych polimerów folie i rury wielowarstwowe. Metoda ta poprawia właściwości barierowe i zwiększa wytrzymałość, elastyczność, i odporność chemiczną.
| Technologia | Korzyści |
|---|---|
| Współwytłaczanie | Umożliwia tworzenie wielowarstwowych folii i rur o podwyższonych właściwościach barierowych, combining different polymers for strength, elastyczność, i odporność chemiczną. |
I select the screw configuration based on the complexity of the product. For intricate designs, I rely on precise tooling and advanced process monitoring. I always test the extruder setup before full-scale production to ensure quality and performance. Complex applications require careful extrusion machine selection and attention to detail.
Specialty Materials and Customization
I often work with specialty materials that demand custom solutions. I use advanced shaping processes, such as sheet extrusion and thermoforming, to control material characteristics. Sheet extrusion gives me the ability to manage thickness and material distribution with high accuracy. Co-extrusion capabilities allow me to create multi-layer constructions that enhance material properties. I integrate downstream shaping processes to ensure consistent performance in finished components. Engineering services help me optimize component designs and select the best materials for specific applications.
- Advanced shaping processes, such as sheet extrusion and thermoforming, allow for precise control over material characteristics.
- Sheet extrusion provides a foundation for custom material solutions, enabling thickness control and material distribution accuracy.
- Co-extrusion capabilities facilitate the creation of multi-layer constructions, enhancing material properties.
- Integration with downstream shaping processes ensures consistent performance characteristics in finished components.
- Engineering services optimize component designs and material selection, ensuring suitability for specific applications.
I always match the screw design to the requirements of specialty materials. Personalizacja w procesie wytłaczania polega na doborze odpowiedniej wytłaczarki i parametrów procesu. Monitoruję jakość na każdym etapie, aby dostarczać produkty spełniające rygorystyczne standardy. Zastosowania specjalistyczne korzystają z elastycznych typów maszyn do wytłaczania i wskazówek ekspertów.
Notatka: Przy pracy z nowymi materiałami lub niestandardowymi projektami polecam konsultację ze specjalistami ds. wytłaczania. Ich wiedza specjalistyczna pomaga osiągnąć pożądaną jakość i wydajność.
Kryteria wyboru systemów wytłaczania
Projekt produktu i złożoność
Zawsze zaczynam wybór maszyny do wytłaczania od analizy projektu i złożoności produktu. Geometria profilu wpływa na wybór konfiguracji wytłaczarki i ślimaka. Złożone kształty zwiększają koszty oprzyrządowania i stwarzają wyzwania produkcyjne. W miarę możliwości upraszczam geometrię profili, aby poprawić przepływ materiału i zmniejszyć defekty. Płynne przejścia w konstrukcji zapobiegają zakłóceniom w przepływie materiału, co ma kluczowe znaczenie dla stałej jakości wytłaczania. Wybieram odpowiedni materiał na początku procesu, ponieważ wybór materiału wpływa zarówno na właściwości części, jak i na łatwość wytłaczania. Decyzja ta ma wpływ na możliwości produkcyjne i ogólną wydajność.
- Uproszczenie geometrii profilu obniża koszty oprzyrządowania i zmniejsza wyzwania produkcyjne.
- Projektowanie pod kątem przepływu materiału zapewnia stałą jakość wytłaczania i minimalizuje defekty.
- Wczesny wybór odpowiedniego materiału poprawia możliwości produkcyjne i wydajność produktu.
Projekt śruby dopasowuję do złożoności produktu. Do skomplikowanych profili, Korzystam z zaawansowanych konfiguracji ślimaków, które optymalizują mieszanie i transport materiału. Aby utrzymać wysoką jakość, stawiam na precyzyjne narzędzia i monitorowanie procesów. Kiedy pracuję ze złożonymi aplikacjami, Konsultuję się z ekspertami w dziedzinie technologii wytłaczania, aby uniknąć kosztownych błędów i zapewnić najlepsze rezultaty.
Wskazówka: Zalecam sprawdzenie geometrii profilu i przepływu materiału przed sfinalizowaniem wyboru maszyny do wytłaczania. Ten krok pomaga zapobiegać problemom produkcyjnym i wspiera wydajną produkcję.
Właściwości materiału
Właściwości materiału odgrywają kluczową rolę w wyborze właściwej konfiguracji wytłaczarki i ślimaka. Identyfikuję się wymagania aplikacji takich jak odporność na temperaturę, Ekspozycja na promieniowanie UV, i trwałość uderzeń. Właściwości mechaniczne uważam za elastyczność, twardość, i wytrzymałość na rozciąganie dla zamierzonego zastosowania. Environmental conditions influence my material choice, especially when I need weathering resistance or flexibility in cold environments. I evaluate aesthetic and finish requirements, łącznie z kolorem, gloss, and surface texture, based on project needs. Regulatory and compliance needs guide my selection to ensure materials meet industry-specific standards and certifications.
- Application requirements determine the need for temperature resistance, Ekspozycja na promieniowanie UV, i trwałość uderzeń.
- Mechanical properties such as flexibility, twardość, and tensile strength affect the choice of extruder and screw.
- Environmental conditions require materials that withstand weathering or remain flexible in cold climates.
- Aesthetic and finish requirements influence color, gloss, and surface texture.
- Regulatory and compliance needs ensure materials meet industry standards.
I select the screw design based on the material’s properties. For heat-sensitive materials, I use screws with gentle mixing zones and precise temperature control. When processing tough or abrasive compounds, I choose robust screw geometries that withstand wear and maintain efficiency. I always test materials in pilot runs to verify compatibility with the extruder and ensure consistent quality.
Notatka: I recommend consulting material datasheets and industry standards before choosing an extruder. This practice helps match material properties to the extrusion process and supports reliable performance.
Production Volume and Scale
Production volume and scale influence the cost-effectiveness of extrusion machine selection. Higher production volumes reduce unit costs because tooling expenses are spread over more parts. In the prototype stage, tooling costs are high compared to the quantity produced. In mass production, die costs are amortized over larger volumes, leading to lower costs per unit. Na przykład, a die costing $2,000 with a lifetime of 40,000 kg results in a cost of $0.05 per kg when amortized.
- Higher production volumes lower unit costs by spreading tooling expenses.
- Prototype stages have high tooling costs relative to the number of parts produced.
- Mass production allows die costs to be distributed over larger volumes, reducing per-unit costs.
- Example: A die costing $2,000 with a lifetime of 40,000 kg results in a cost of $0.05 per kg.
I select the extruder and screw configuration based on the expected production volume. For high-volume manufacturing, I use robust types of extrusion machines that deliver steady throughput and maintain efficiency. In low-volume or prototype applications, I prioritize flexibility and rapid changeover. I monitor production rates and adjust screw parameters to optimize output and quality.
Wskazówka: I recommend calculating the amortized tooling cost before committing to a production scale. This step helps determine the most cost-effective extrusion technology and supports long-term manufacturing goals.
Technical and Budget Considerations
I always approach extrusion machine selection with a clear focus on technical requirements and budget constraints. My experience tells me that investing in advanced extrusion technology demands careful planning. I evaluate every aspect of the system, from screw design to process control, to ensure cost-effectiveness and reliable performance.
I start by analyzing the technical specifications of the extruder. I look at screw geometry, barrel length, and compatibility with different types of extrusion machines. I select a screw that matches the material properties and the complexity of the applications. I check if the extruder can handle the desired throughput and maintain consistent quality. I also assess the integration of feeders, temperature controllers, i urządzenia znajdujące się poniżej. System integration plays a crucial role in maximizing efficiency and avoiding bottlenecks in production.
Budget considerations influence every decision I make. I break down the costs into several categories to understand the financial impact. I use the following table to guide my investment strategy:
| Budget Consideration | Opis | Financial Impact / Benefit Example |
|---|---|---|
| Efektywność energetyczna | Reducing energy consumption by upgrading control systems or screws | 33% energy reduction saves nearly $100,000 annually on $288,000 energy cost |
| Scrap Reduction | Lowering scrap rate from 15% Do 5% through data acquisition and process control | Saves $200,000 monthly or $2.4 million yearly in materials, labor, and energy costs |
| Throughput Increase | Upgrading to twin-screw extruder increases throughput by 30% | Generates $600,000 additional monthly revenue with >50% incremental profit margin |
| Maintenance Cost Reduction | Predictive maintenance and condition monitoring reduce emergency repairs and downtime | Maintenance costs drop 20-30%, equipment availability increases |
| System Integration | Budgeting for compatible feeders, temperature controllers, i urządzenia znajdujące się poniżej | Partial upgrades capture only ~40% of potential benefits |
| Operator Training | Training on material characteristics, machinery, instrumentation, and controls | Essential to fully realize technology benefits; lack wastes investment |
| Data Acquisition Infrastructure | Adequate sensors and analytics software needed for optimization | Insufficient infrastructure limits optimization; zbyt wiele czujników bez analiz powoduje przeciążenie |
| Ograniczenia poniżej | Zapewnienie cięcia, opakowanie, i inspekcja dotrzymują kroku zwiększonej wydajności wytłaczarki | Wąskie gardła zmniejszają ogólne korzyści systemu |
Wybierając wytłaczarkę, traktuję priorytetowo efektywność energetyczną. Modernizacja systemów sterowania lub optymalizacja konstrukcji śrub może zmniejszyć zużycie energii nawet o 33%. To ulepszenie pozwala zaoszczędzić prawie $100,000 każdego roku w typowy sposób $288,000 rachunek za energię. Skupiam się także na redukcji złomu. Poprzez wdrożenie zaawansowanej kontroli procesów i akwizycji danych, Obniżam stawki za złom od 15% Do 5%. Ta zmiana oszczędza $200,000 co miesiąc w materiałach, labor, and energy costs.
Zwiększanie przepustowości to kolejny kluczowy cel. Modernizacja wytłaczarki dwuślimakowej zwiększa wydajność o 30%. Ten wzrost generuje $600,000 w dodatkowych miesięcznych przychodach, z więcej niż A 50% incremental profit margin. Inwestuję w konserwację predykcyjną i monitorowanie stanu, aby ograniczyć naprawy awaryjne i przestoje. Koszty utrzymania spadają 20-30%, poprawia się dostępność sprzętu.
Integracja systemu jest niezbędna dla maksymalizacji korzyści płynących z technologii wytłaczania. Budżetuję na kompatybilne podajniki, temperature controllers, i urządzenia znajdujące się poniżej. Częściowe aktualizacje obejmują tylko około 40% potencjalnych korzyści. Szkolenie operatorów ma kluczowe znaczenie. Dbam o to, aby mój zespół rozumiał cechy materiałów, machinery, instrumentation, and controls. Bez odpowiedniego przeszkolenia, inwestycja w zaawansowaną technologię wytłaczania idzie na marne.
Inwestuję w infrastrukturę pozyskiwania danych. Odpowiednie czujniki i oprogramowanie analityczne optymalizują proces. Insufficient infrastructure limits optimization, natomiast zbyt wiele czujników bez analiz powoduje przeciążenie informacyjne. Rozwiązuję dalsze ograniczenia, zapewniając cięcie, opakowanie, i inspekcja dotrzymują kroku zwiększonej wydajności wytłaczarki. Wąskie gardła w tych obszarach zmniejszają ogólne korzyści systemu.
Zawsze równoważę wymagania techniczne z ograniczeniami budżetowymi. Wybieram śrubę, która zapewnia wysoką jakość i wydajność, nie przekraczając moich zasobów finansowych. Planuję przyszłe aktualizacje i rozbudowę modułową, aby wspierać zmieniające się potrzeby produkcyjne. Monitoruję każdy aspekt procesu wytłaczania, aby zachować opłacalność i niezawodność.
Wskazówka: Przed inwestycją w nową technologię wytłaczania zalecam stworzenie szczegółowego planu budżetu. Uwzględnij koszty energii, konserwacja, szkolenie operatorów, i integracji systemu. Takie podejście zapewnia, że wytłaczarka zapewnia maksymalną wartość i wspiera długoterminowe cele produkcyjne.
Praktyczne spostrzeżenia dla producentów
Dopasowanie systemu do aplikacji
System wytłaczania zawsze dopasowuję do konkretnego zastosowania. I zoptymalizować wykorzystanie materiału aby zrównoważyć wytrzymałość i lekką konstrukcję. Wcześnie definiuję krytyczne tolerancje wymiarowe, co zapewnia dopasowanie części i działanie zgodnie z przeznaczeniem. I design for manufacturability, making sure shapes can be extruded consistently and cost-effectively. I select aluminum alloys based on application needs, such as strength and corrosion resistance. I simplify designs to reduce costs, avoiding unnecessary complexity in profiles. I prototype and test early, which helps me identify potential challenges before full production. These steps help me achieve high quality and reliable performance in every extrusion process.
- Optimize material use for strength and lightweight design.
- Define critical dimensional tolerances early.
- Design for manufacturability.
- Select appropriate aluminum alloys for application needs.
- Simplify designs to reduce costs.
- Prototype and test early.
I always consider the key components of an extruder, such as screw geometry and barrel design, aby upewnić się, że system spełnia wymagania produkcyjne. Przeglądam różne typy wytłaczarek, aby znaleźć najlepsze rozwiązanie do moich zastosowań wytłaczanie tworzyw sztucznych. Takie podejście wspiera skalowalność i utrzymuje kontrolę jakości w trakcie całej produkcji.
Najczęstsze błędy w wyborze
Widziałem, jak wielu producentów popełniało błędy podczas wyboru maszyny do wytłaczania. Nieodpowiednie wymieszanie materiałów często prowadzi do niedoskonałości produktu i zwiększonych kosztów ponownego przetwarzania. Przestarzałe lub niekompatybilne systemy sterowania powodują problemy z integracją i nieefektywność. Niespójne szybkości podawania zakłócają proces wytłaczania, co skutkuje zmiennością produktu i wyższym odsetkiem złomów. Zaniedbanie konserwacji zapobiegawczej pozwala, aby drobne problemy mechaniczne przerodziły się w poważne problemy produkcyjne, wpływające na przychody. Ignoring operator training leads to misconfigurations and missed optimization opportunities.
- Inadequate material blending increases costs and reduces quality.
- Outdated control systems cause inefficiencies.
- Niespójne szybkości podawania zakłócają proces wytłaczania.
- Neglecting preventive maintenance leads to major production problems.
- Ignoring operator training results in missed optimization.
I always monitor screw wear and maintain the extruder regularly. I invest in operator training to maximize efficiency and quality. I avoid these mistakes by focusing on process stability and performance.
Future Trends in Extrusion Technology
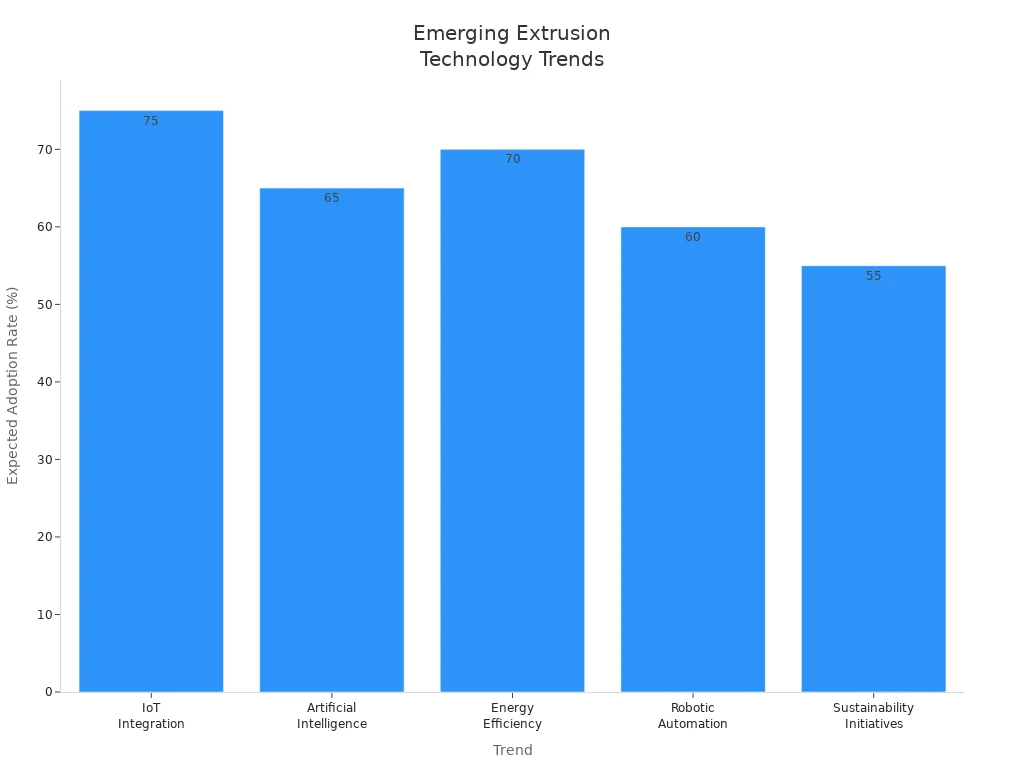
I see rapid changes in extrusion technology shaping the future of manufacturing. IoT integration allows real-time monitoring and analytics, improving efficiency. Artificial intelligence supports predictive maintenance and optimization, which boosts performance. Energy efficiency is a growing focus, with manufacturers seeking ways to reduce consumption in the extrusion process. Robotic automation streamlines material handling and quality control. Sustainability initiatives drive the use of recycled materials and eco-friendly processes.
| Trend | Opis | Wpływ na wydajność | Expected Adoption Rate (%) |
|---|---|---|---|
| IoT Integration | Real-time monitoring and analytics | Wysoki | 75% |
| Artificial Intelligence | Predictive maintenance and optimization | Bardzo wysoki | 65% |
| Efektywność energetyczna | Reducing energy consumption | Średni | 70% |
| Robotic Automation | Material handling and quality control | Wysoki | 60% |
| Sustainability Initiatives | Recycled materials and eco-friendly processes | Średni | 55% |
I notice advancements in material compatibility, especially with bioplastics, are transforming the extrusion industry. Many manufacturers now prioritize flexibility in equipment design, z systemami modułowymi umożliwiającymi łatwe aktualizacje i modyfikacje. Zrównoważony rozwój jest niezbędny, przy czym większość producentów koncentruje się na energooszczędnym sprzęcie i strategiach redukcji odpadów. Inteligentne maszyny do wytłaczania skrócić przestoje o 20%, co poprawia ogólną wydajność i kontrolę jakości. Zawsze jestem na bieżąco z tymi trendami, aby utrzymać wysoką wydajność i wspierać nowe zastosowania w wytłaczaniu tworzyw sztucznych.
Wskazówka: Zalecam regularne przeglądanie przeglądu maszyn do wytłaczania w produkcji. Bycie na bieżąco z nowymi typami maszyn do wytłaczania i konstrukcjami ślimaków pomaga mi dostosowywać się do zmieniających się potrzeb produkcyjnych i zachować skalowalność.
Zdaję sobie sprawę, że każdy system wytłaczania oferuje unikalne zalety i ograniczenia. Z mojego doświadczenia wynika, że wytłaczarki jednoślimakowe sprawdzają się w produkcji wielkoseryjnej, natomiast systemy dwuślimakowe zapewniają doskonałe mieszanie i elastyczność. Maszyny tłoczące i współwytłaczające obsługują zastosowania specjalne. Do oceny zawsze wykorzystuję tabele porównawcze i kryteria wyboru:
- Możliwości techniczne i długoterminowa niezawodność
- Obsługa klienta i pomoc w projektowaniu
- Standardy jakości i efektywność energetyczna
Zalecam producentom zrozumienie swoich potrzeb w zakresie zastosowań i skonsultowanie się z ekspertami w dziedzinie wytłaczania w celu uzyskania optymalnych wyników.
Często zadawane pytania
Jaka jest główna różnica między wytłaczarkami jednoślimakowymi i dwuślimakowymi?
Widzę, że wytłaczarki jednoślimakowe wykorzystują jedną obracającą się śrubę do podstawowego mieszania. Wytłaczarki dwuślimakowe wykorzystują dwie śruby do zaawansowanego mieszania i lepszej kontroli. Do skomplikowanych materiałów i większej elastyczności wybieram systemy dwuślimakowe.
Jak zdecydować, który system wytłaczania pasuje do mojego zastosowania?
Zaczynam od sprawdzenia rodzaju materiału, wielkość produkcji, i złożoność produktu. Potrzeby te dopasowuję do mocnych stron każdego systemu. W przypadku nietypowych wymagań konsultuję się z ekspertami.
Czy mogę przetwarzać materiały pochodzące z recyklingu za pomocą systemów wytłaczania??
Przetwarzam materiały pochodzące z recyklingu przy użyciu wytłaczarek dwuślimakowych. Maszyny te radzą sobie ze zmiennymi surowcami i dodatkami lepiej niż systemy jednoślimakowe. Ściśle monitoruję jakość, aby zapewnić spójne wyniki.
Jak często należy przeprowadzać konserwację wytłaczarki?
Planuję rutynowe inspekcje co miesiąc. Sprawdzam zużycie śrub, stan beczki, i wydajność systemu sterowania. Regularna konserwacja zapobiega przestojom i wydłuża żywotność sprzętu.
Z jakimi najczęściej spotykam się wadami wytłaczania?
Często widzę chropowatość powierzchni, dryf wymiarowy, i pęknięcia stopu. Rozwiązuję te problemy, dostosowując temperaturę, prędkość śruby, i podawanie materiału. Korzystam z monitorowania procesów, aby wcześnie wykryć problemy.
Czy współwytłaczanie jest odpowiednie dla wszystkich materiałów?
Wykorzystuję współwytłaczanie głównie do tworzyw termoplastycznych. Niektóre materiały mogą nie wiązać się dobrze w profilach wielowarstwowych. Przed rozpoczęciem produkcji testuję kompatybilność materiałową.
Jak automatyzacja poprawia jakość wytłaczania?
Do monitorowania w czasie rzeczywistym i precyzyjnej kontroli stawiam na automatyzację. Zautomatyzowane systemy redukują błędy ludzkie, utrzymać stałą wydajność, i poprawić ogólną jakość produktu.
Jakie środki bezpieczeństwa przestrzegam podczas wytłaczania?
Noszę sprzęt ochronny i przestrzegam procedur blokowania. Utrzymuję miejsce pracy w czystości i regularnie sprawdzam wyłączniki awaryjne. Szkolę swój zespół w zakresie bezpiecznej obsługi i reagowania w sytuacjach awaryjnych.