Extruder Screw Components: Precision Engineered for Wear Resistance, Corrosion Protection & Optimal Performance
With 22 years of specialized expertise in extruder screw component design, material science, and industrial extrusion applications, I’ve collaborated with 450+ manufacturers across the plastics, രാസവസ്തു, and food processing industries to optimize screw performance—reducing downtime by 40% and extending screw service life by 2-3x for high-wear applications. The screw component is the heart of any extruder system, directly impacting material processing efficiency, ഉൽപ്പന്ന നിലവാരം, and operational costs. Excellence’s screw components are engineered with a focus on material science, geometric precision, and application-specific design, making them the gold standard for extrusion processes ranging from standard plastic compounding to corrosive chemical processing and high-temperature food production.
Screw Components: കോർ ഡിസൈൻ & Functional Advantages
എക്സ്ട്രൂഡറിൻ്റെ ഒരു നിർണായക ഭാഗമാണ് സ്ക്രൂ ഘടകം. ധരിക്കുന്ന പ്രതിരോധവും നാശന പ്രതിരോധവും അതിൻ്റെ സേവന ജീവിതത്തിൻ്റെ പ്രധാന സൂചകങ്ങളാണ്. വ്യത്യസ്ത പ്രവർത്തന സാഹചര്യങ്ങൾക്കും സാമ്പത്തിക പരിഗണനകൾക്കും അനുയോജ്യമായ വിവിധ സാമഗ്രികൾ എക്സലൻസ് വാഗ്ദാനം ചെയ്യുന്നു. എക്സ്ട്രൂഷൻ സിസ്റ്റങ്ങളിൽ, വേണ്ടി സ്ക്രൂ ധരിക്കുന്നതും കോറഷൻ അക്കൗണ്ടും 60% ആസൂത്രണം ചെയ്യാത്ത പ്രവർത്തനരഹിതമായ സമയവും 30% അറ്റകുറ്റപ്പണികൾക്കുള്ള ചെലവുകൾ - ചെലവ് കുറഞ്ഞ ഉൽപ്പാദനത്തിനായി മെറ്റീരിയൽ തിരഞ്ഞെടുക്കലും ഡിസൈൻ കൃത്യതയും വിലമതിക്കാനാവാത്തതാണ്. പ്രീമിയം മെറ്റീരിയലുകളുടെ സംയോജനത്തിലൂടെ എക്സലൻസിൻ്റെ സ്ക്രൂ ഘടകങ്ങൾ ഈ വെല്ലുവിളികളെ അഭിമുഖീകരിക്കുന്നു, ഒപ്റ്റിമൈസ് ചെയ്ത ജ്യാമിതി, കസ്റ്റം എഞ്ചിനീയറിംഗും, കഠിനമായ പ്രോസസ്സിംഗ് പരിതസ്ഥിതികളിൽ പോലും നീണ്ട സേവന ജീവിതം ഉറപ്പാക്കുന്നു (ഉദാ., നിറച്ച പ്ലാസ്റ്റിക്, നശിപ്പിക്കുന്ന രാസവസ്തുക്കൾ, ഉയർന്ന താപനിലയുള്ള പോളിമറുകൾ).
എക്സലൻസിൻ്റെ സ്റ്റാൻഡേർഡ് സ്ക്രൂ ഘടകത്തിന് ഒരു ഗ്രോവ് ഡെപ്ത് അനുപാതമുണ്ട് (D0/ചൊവ്വ) യുടെ 1.55, ടോർക്ക് പരിഗണിക്കുമ്പോൾ ഒപ്റ്റിമൽ മൂല്യം, സ്വതന്ത്ര വോളിയം, വേഗത, ചിതറിക്കിടക്കുന്നതും മിക്സിംഗ് ഇഫക്റ്റുകളും. ഗ്രോവ് ഡെപ്ത് അനുപാതം (പുറം സ്ക്രൂ വ്യാസത്തിൻ്റെ അനുപാതമായി നിർവചിച്ചിരിക്കുന്നു (D0) അകത്തെ റൂട്ട് വ്യാസം വരെ (നിന്ന്)) നാല് പ്രധാന എക്സ്ട്രൂഷൻ പ്രകടന ഘടകങ്ങളെ സന്തുലിതമാക്കുന്ന ഒരു നിർണായക ജ്യാമിതീയ പാരാമീറ്ററാണ്:
- ടോർക്ക് കപ്പാസിറ്റി: എ 1.55 അനുപാതം എക്സ്ട്രൂഡർ ഡ്രൈവ് സിസ്റ്റത്തിൽ നിന്ന് മെറ്റീരിയലിലേക്ക് ടോർക്ക് കൈമാറ്റം വർദ്ധിപ്പിക്കുന്നു, ഉയർന്ന വിസ്കോസിറ്റി മെറ്റീരിയലുകൾ ഉപയോഗിച്ച് പോലും സ്ക്രൂ സ്റ്റാളിംഗ് തടയുന്നു (ഉദാ., നിറച്ച പിവിസി സംയുക്തങ്ങൾ, PEEK പോലുള്ള എഞ്ചിനീയറിംഗ് പ്ലാസ്റ്റിക്കുകൾ).
- സ്വതന്ത്ര വോളിയം: ദി 1.55 അനുപാതം മെറ്റീരിയൽ ഉരുകുന്നതിനും ഡീഗ്യാസിംഗ് ചെയ്യുന്നതിനും മതിയായ സൗജന്യ വോളിയം നൽകുന്നു, ചൂട് സെൻസിറ്റീവ് വസ്തുക്കളിൽ അമിതമായി ചൂടാക്കാനുള്ള സാധ്യത കുറയ്ക്കുന്നു (ഉദാ., മെഡിക്കൽ-ഗ്രേഡ് TPU, എൽ.ഡി.പി.ഇ).
- ഭ്രമണ വേഗത: ഹൈ-സ്പീഡ് എക്സ്ട്രൂഷനായി ഒപ്റ്റിമൈസ് ചെയ്തു (വരെ 1200 ആർപിഎം) ഘടനാപരമായ സമഗ്രതയിൽ വിട്ടുവീഴ്ച ചെയ്യാതെ-ഉയർന്ന ത്രൂപുട്ട് പ്രൊഡക്ഷൻ ലൈനുകൾക്ക് നിർണായകമാണ് (ഉദാ., പൈപ്പ്/പ്രൊഫൈൽ എക്സ്ട്രൂഷൻ).
- വിസരണം & മിക്സിംഗ് ഇഫക്റ്റുകൾ: അഡിറ്റീവുകളുടെ ഏകീകൃത വിതരണം ഉറപ്പാക്കുന്നു (masterbatches, ഫില്ലറുകൾ, സ്റ്റെബിലൈസറുകൾ) കണികാ തലത്തിൽ, സ്ട്രീക്കിംഗ് ഇല്ലാതാക്കുന്നു, സമാഹരണം, or inconsistent mechanical properties in finished products.
For different applications, Excellence can also freely select a groove depth ratio (D0/ചൊവ്വ) from 1.4 വരെ 1.8, allowing precise tuning of screw performance to match specific material and production requirements:
- 1.4 Ratio: For high-torque applications (ഉദാ., highly filled compounds with 60% calcium carbonate/talc filler) – prioritizes structural strength over free volume.
- 1.6-1.8 Ratio: For low-viscosity materials (ഉദാ., film-grade PE/PP, solvent-based polymers) – maximizes free volume for melting/degassing and reduces shear heating.
Due to the special requirements of some material applications regarding dispersion, മിക്സിംഗ്, കത്രിക, and internal heating, Excellence also customizes screw components with specialized structures for different applications, thereby reducing internal heating without compromising dispersion, മിക്സിംഗ്, and shearing effects. Internal heating (caused by excessive shear between the screw and material) is a major cause of material degradation in heat-sensitive polymers (ഉദാ., പി.വി.സി, പി.ഇ.ടി, medical-grade ABS). Excellence’s custom screw designs address this through:
- Mixing Elements: Helical static mixers, pineapple mixers, and Maddock mixers integrated into the screw flight to distribute shear forces evenly, reducing localized heating by 20-30%.
- Variable Pitch Flights: Tapered pitch sections that gradually compress material, minimizing sudden shear forces and heat generation.
- Barrier Flight Designs: Separates solid and molten material phases, ensuring complete melting before high-shear mixing—critical for engineering plastics (പി.സി, പി.എ, പി.ബി.ടി).
- Low-Shear Flight Profiles: For temperature-sensitive materials (ഉദാ., bioplastics, pharmaceutical excipients) – reduces shear heating to <5°C above set extrusion temperature.
ഈ ഇഷ്ടാനുസൃത ഡിസൈനുകൾ സൊസൈറ്റി ഓഫ് പ്ലാസ്റ്റിക്സ് എഞ്ചിനീയേഴ്സ് മൂന്നാം കക്ഷി പരിശോധനയിൽ സാധൂകരിച്ചിട്ടുണ്ട് (എസ്.പി.ഇ), കാണിക്കുന്നത് എ 40% മെറ്റീരിയൽ ഡീഗ്രേഡേഷൻ കുറയ്ക്കൽ (MFR നിലനിർത്തൽ അളക്കുന്നത്) ചൂട് സെൻസിറ്റീവ് പോളിമറുകൾക്കുള്ള സ്റ്റാൻഡേർഡ് സ്ക്രൂ ഡിസൈനുകളുമായി താരതമ്യം ചെയ്യുമ്പോൾ.
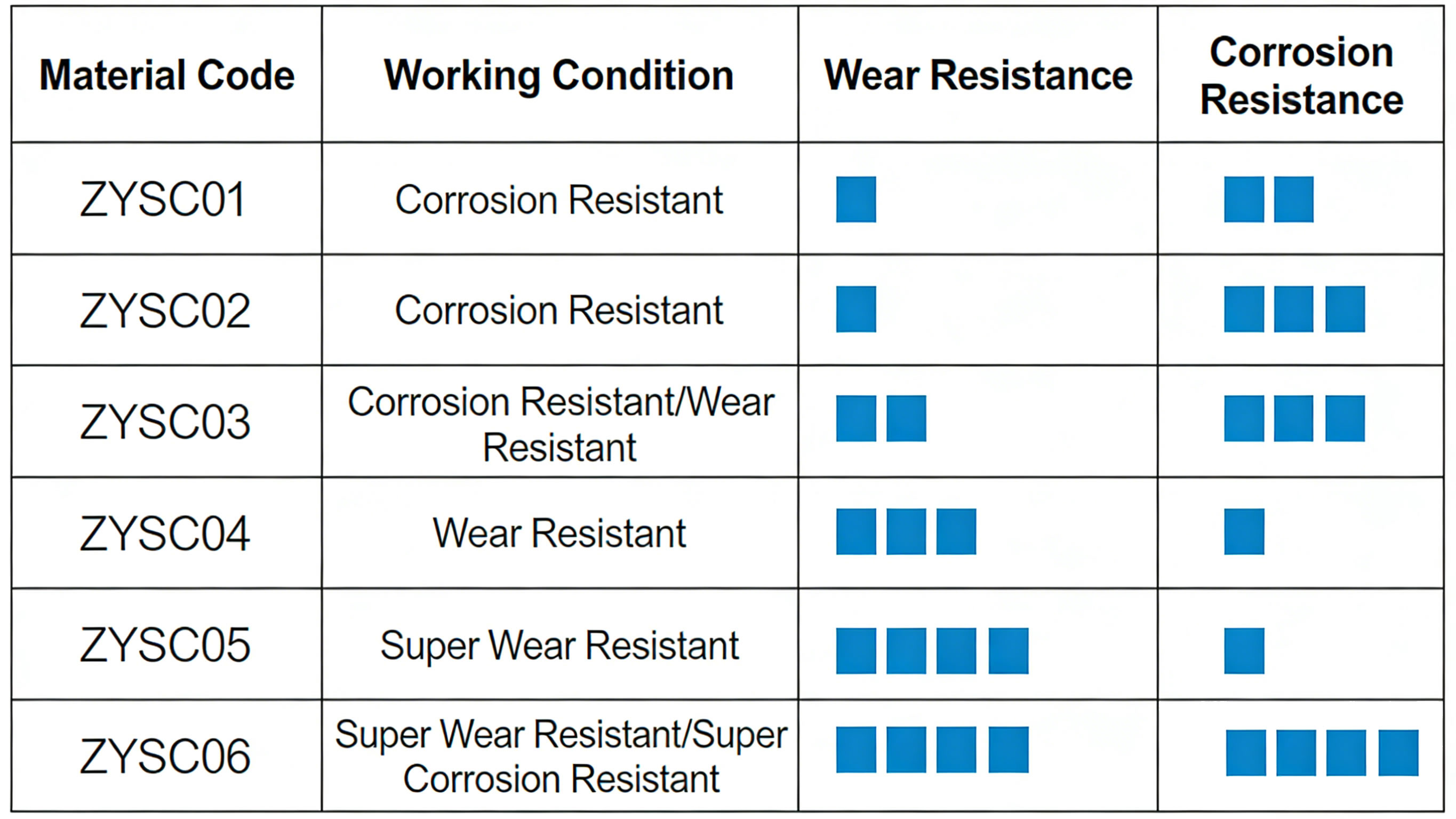
എക്സ്ട്രൂഡർ സ്ക്രൂ ഘടകങ്ങൾക്കുള്ള മെറ്റീരിയലുകൾ: പ്രവർത്തന വ്യവസ്ഥകൾക്കനുസൃതമായി
എക്സലൻസിൻ്റെ സ്ക്രൂ ഘടകങ്ങൾ ഉയർന്ന പ്രകടനമുള്ള മെറ്റീരിയലുകളുടെ ഒരു ശ്രേണിയിൽ നിന്നാണ് നിർമ്മിക്കുന്നത്, വസ്ത്രധാരണ പ്രതിരോധത്തെ അടിസ്ഥാനമാക്കി തിരഞ്ഞെടുത്തു, നാശന പ്രതിരോധം, താപനില സഹിഷ്ണുത, ചെലവ്-ഫലപ്രാപ്തിയും. ശരിയായ മെറ്റീരിയൽ ചോയ്സ് മുതൽ സ്ക്രൂ സേവന ജീവിതം നീട്ടുന്നു 3-6 മാസങ്ങൾ (സ്റ്റാൻഡേർഡ് സ്റ്റീൽ) വരെ 1-5 വർഷങ്ങൾ (പ്രീമിയം മെറ്റീരിയലുകൾ), അപേക്ഷയെ ആശ്രയിച്ച്:
- ഹൈ-സ്പീഡ് ടൂൾ സ്റ്റീൽ: W6Mo5Cr4V2
- പ്രധാന പ്രോപ്പർട്ടികൾ: HRC വരെ കാഠിന്യം 62-65, മികച്ച വസ്ത്രധാരണ പ്രതിരോധം, ഉയർന്ന താപനില ശക്തി (600 ഡിഗ്രി സെൽഷ്യസ് വരെ), നല്ല കാഠിന്യവും (ചിപ്പിംഗ് / ക്രാക്കിംഗ് പ്രതിരോധിക്കുന്നു).
- ഒപ്റ്റിമൽ ആപ്ലിക്കേഷനുകൾ: ഹൈ-വെയർ എക്സ്ട്രൂഷൻ പ്രക്രിയകൾ (കാൽസ്യം കാർബണേറ്റ്/ടാൽക്/ഗ്ലാസ് ഫൈബർ നിറച്ച പ്ലാസ്റ്റിക്കുകൾ, ഉരച്ചിലുകളുള്ള മാലിന്യങ്ങൾ ഉപയോഗിച്ച് റീസൈക്കിൾ ചെയ്ത പ്ലാസ്റ്റിക്കുകൾ, റബ്ബർ സംയുക്തം).
- സേവന ജീവിതം: 18-24 മാസങ്ങൾ 24/7 കൂടെ പ്രവർത്തനം 50% നിറച്ച പിവിസി സംയുക്തങ്ങൾ (3x നൈട്രൈഡ് സ്റ്റീലിനേക്കാൾ നീളം).
- സാമ്പത്തിക നേട്ടം: ഉയർന്ന മുൻകൂർ ചെലവ് ($800-$1,500 മീറ്ററിന്) ഓഫ്സെറ്റ് 70% മാറ്റിസ്ഥാപിക്കാനുള്ള ആവൃത്തിയിലും പ്രവർത്തനരഹിതമായ സമയത്തിലും കുറവ്.
- നൈട്രൈഡ് സ്റ്റീൽ: 38CrMoAl
- പ്രധാന പ്രോപ്പർട്ടികൾ: HRC വരെ ഉപരിതല കാഠിന്യം 58-60 (0.5-0.8mm കട്ടിയുള്ള നൈട്രൈഡ് പാളി), നല്ല ക്ഷീണം പ്രതിരോധം, മിതമായ നാശ പ്രതിരോധം, ചെലവ്-ഫലപ്രാപ്തിയും.
- ഒപ്റ്റിമൽ ആപ്ലിക്കേഷനുകൾ: സ്റ്റാൻഡേർഡ് എക്സ്ട്രൂഷൻ പ്രക്രിയകൾ (കന്യക PE/PP/ABS, കുറഞ്ഞ ഫില്ലർ സംയുക്തങ്ങൾ <20%, നശിപ്പിക്കാത്ത വസ്തുക്കൾ).
- സേവന ജീവിതം: 6-12 മാസങ്ങൾ 24/7 കന്യക PE/PP ഉപയോഗിച്ചുള്ള പ്രവർത്തനം (പൊതു-ഉദ്ദേശ്യ എക്സ്ട്രൂഷനുള്ള വ്യവസായ നിലവാരം).
- സാമ്പത്തിക നേട്ടം: കുറഞ്ഞ മുൻകൂർ ചെലവ് ($300-$600 മീറ്ററിന്) - ചെറിയ ബാച്ച് ഉൽപ്പാദനത്തിനോ കുറഞ്ഞ അളവിലുള്ള എക്സ്ട്രൂഷൻ ലൈനുകൾക്കോ അനുയോജ്യമാണ്.
- സ്റ്റെയിൻലെസ്സ് സ്റ്റീൽ: 316എൽ, C276, മുതലായവ.
- പ്രധാന പ്രോപ്പർട്ടികൾ: അസാധാരണമായ നാശ പ്രതിരോധം (316എൽ: നേരിയ ആസിഡുകൾ/ബേസുകൾ എന്നിവയെ പ്രതിരോധിക്കും; C276: resistant to harsh chemicals like chlorine, sulfuric acid, and halogenated solvents), food-grade compliance (316L meets FDA 21 CFR 177.1520), and high-temperature stability (up to 800°C for C276).
- ഒപ്റ്റിമൽ ആപ്ലിക്കേഷനുകൾ: Corrosive material processing (chemical extrusion, PVC with acidic stabilizers), food/beverage packaging extrusion (FDA-compliant), medical device extrusion (biocompatible materials).
- സേവന ജീവിതം: 2-5 years for chemical extrusion (no corrosion-related wear), 12-18 months for food-grade extrusion.
- Compliance: 316L is FDA/USDA compliant for food-contact applications; C276 is ATEX-certified for explosive chemical environments.
- Hot isostatic pressing (HIP) സാമഗ്രികൾ
- പ്രധാന പ്രോപ്പർട്ടികൾ: HIP processing eliminates internal porosity in the material (density >99.9%), resulting in ultra-high wear resistance (2x higher than W6Mo5Cr4V2), exceptional corrosion resistance, and uniform mechanical properties throughout the screw.
- ഒപ്റ്റിമൽ ആപ്ലിക്കേഷനുകൾ: Extreme operating conditions (abrasive ceramic-filled polymers, high-temperature engineering plastics like PEEK/PEI, corrosive chemical extrusion).
- സേവന ജീവിതം: 3-5 years for 24/7 operation with ceramic-filled PEEK (the longest service life of any screw material).
- സാമ്പത്തിക നേട്ടം: Premium upfront cost ($1,800-$3,000 മീറ്ററിന്) – ROI achieved in 12-18 months for high-volume, high-wear production lines.
Application-Specific Screw Component Designs
1. Plastic Compounding Screw Components
For plastic compounding (masterbatch production, filled polymer extrusion, recycled plastic reprocessing), Excellence’s screw components are engineered to maximize dispersion and minimize wear:
- Groove depth ratio: 1.55 (standard) അല്ലെങ്കിൽ 1.4 (high-filler compounds >40%).
- മെറ്റീരിയൽ: W6Mo5Cr4V2 (high-filler) or 38CrMoAl (low-filler).
- Custom Features: Integrated mixing pins, barrier flights, and shear reduction zones to prevent filler agglomeration and material degradation.
- Performance Data: 98% additive dispersion uniformity (verified by SPE testing), 40% reduction in screw wear compared to generic compounding screws.
2. Chemical & Corrosive Material Screw Components
For chemical extrusion (solvent-based polymers, corrosive additives, chemical masterbatches), corrosion resistance is prioritized:
- Groove depth ratio: 1.6-1.8 (maximizes free volume for solvent evaporation).
- മെറ്റീരിയൽ: C276 (harsh chemicals) or 316L (mild corrosives).
- Custom Features: Smooth polished flight surfaces (Ra ≤ 0.8μm) to prevent material adhesion, sealed screw ends to eliminate chemical leakage.
- Compliance: ATEX-certified for explosive chemical environments, REACH-compliant for EU chemical regulations.
3. ഭക്ഷണം & Medical-Grade Screw Components
For food packaging and medical device extrusion, hygiene and biocompatibility are critical:
- Groove depth ratio: 1.55 (balances mixing and low shear).
- മെറ്റീരിയൽ: 316L stainless steel (FDA/USDA compliant).
- Custom Features: Easy-clean design (no dead zones for bacterial growth), polished surfaces (Ra ≤ 0.4μm), and non-toxic lubricants (food-grade).
- Compliance: FDA 21 CFR 177.1520 (food-contact), ഐഎസ്ഒ 10993 (medical device biocompatibility).
4. High-Temperature Engineering Plastic Screw Components
For engineering plastics (പീക്ക്, PEI, PA66 with glass fiber), high-temperature strength and wear resistance are key:
- Groove depth ratio: 1.4-1.55 (high torque for high-viscosity melts).
- മെറ്റീരിയൽ: HIP-processed W6Mo5Cr4V2 or C276 (high-temperature stability).
- Custom Features: Cooling channels in the screw core (reduces internal heating by 25%), wear-resistant coating (tungsten carbide) on flight tips.
- Performance Data: Maintains dimensional stability at 400°C, service life of 3+ years for glass fiber-filled PEEK extrusion.
സാങ്കേതിക സവിശേഷതകൾ & ഗുണനിലവാര നിയന്ത്രണം
1. Dimensional Tolerances
Excellence’s screw components are manufactured to strict ISO 9001:2015 quality standards, with dimensional tolerances of:
- Outer diameter (D0): ±0.02mm (critical for barrel fit).
- Root diameter (നിന്ന്): ±0.03mm (ensures consistent groove depth ratio).
- Flight pitch: ±0.05mm (uniform material advancement).
- Straightness: ≤0.01mm/m (ബാരൽ വസ്ത്രങ്ങളും മെറ്റീരിയൽ ചോർച്ചയും തടയുന്നു).
എല്ലാ സ്ക്രൂകളും CNC കോർഡിനേറ്റ് മെഷറിംഗ് മെഷീനുകൾ ഉപയോഗിച്ച് പരിശോധിക്കുന്നു (സിഎംഎം) ഷിപ്പ്മെൻ്റിന് മുമ്പ് ടോളറൻസ് പരിശോധിക്കാൻ.
2. ഉപരിതല ചികിത്സ ഓപ്ഷനുകൾ
പ്രകടനം മെച്ചപ്പെടുത്താൻ, സ്ക്രൂ ഘടകങ്ങൾക്ക് ഓപ്ഷണൽ ഉപരിതല ചികിത്സകൾ എക്സലൻസ് വാഗ്ദാനം ചെയ്യുന്നു:
- നൈട്രൈഡിംഗ്: 38CrMoAl സ്റ്റീലിനായി (standard) - HRC ലേക്ക് ഉപരിതല കാഠിന്യം വർദ്ധിപ്പിക്കുന്നു 58-60.
- ടങ്സ്റ്റൺ കാർബൈഡ് കോട്ടിംഗ്: W6Mo5Cr4V2 സ്റ്റീലിനായി - വസ്ത്രധാരണ പ്രതിരോധം വർദ്ധിപ്പിക്കുന്നു 50% ഉരച്ചിലുകൾക്കുള്ള വസ്തുക്കൾക്ക്.
- PTFE കോട്ടിംഗ്: 316L സ്റ്റീലിനായി - മെറ്റീരിയൽ അഡീഷൻ കുറയ്ക്കുന്നു (TPE/TPU പോലുള്ള സ്റ്റിക്കി മെറ്റീരിയലുകൾക്ക് അനുയോജ്യമാണ്).
- ഇലക്ട്രോപോളിഷിംഗ്: 316L/C276 സ്റ്റീലിനായി - നാശന പ്രതിരോധവും ശുചിത്വവും മെച്ചപ്പെടുത്തുന്നു (ഭക്ഷണം/മെഡിക്കൽ ആപ്ലിക്കേഷനുകൾ).
3. ഗുണനിലവാര നിയന്ത്രണ പ്രക്രിയ
എല്ലാ എക്സലൻസ് സ്ക്രൂ ഘടകങ്ങളും 7-ഘട്ട ഗുണനിലവാര നിയന്ത്രണ പ്രക്രിയയ്ക്ക് വിധേയമാകുന്നു:
- അസംസ്കൃത വസ്തുക്കൾ പരിശോധന (മെറ്റീരിയൽ ഗ്രേഡിനും പ്രോപ്പർട്ടിക്കും വേണ്ടിയുള്ള വിശകലന പരിശോധനയുടെ സർട്ടിഫിക്കറ്റ്).
- CNC machining with real-time dimensional monitoring.
- Heat treatment (quenching/tempering for tool steel, nitriding for 38CrMoAl) with hardness testing.
- Surface treatment (if applicable) with adhesion testing.
- CMM dimensional inspection (full tolerance verification).
- Dynamic balance testing (ഐഎസ്ഒ 1940-1:2016) – vibration amplitude <0.1mm at max operating speed.
- Final visual inspection and certification (material traceability, dimensional report, hardness report).
All quality control data is retained for 10 വർഷങ്ങൾ, ensuring full traceability for regulatory compliance (ഐ.എ.ടി.എഫ് 16949 for automotive, FDA for medical).
കേസ് പഠനം: HIP Material Screws Reduce Downtime for Ceramic-Filled PEEK Extrusion (യുഎസ്എ)
A US aerospace component manufacturer was facing frequent screw failures (every 3 മാസങ്ങൾ) when extruding ceramic-filled PEEK (30% alumina filler) for aircraft parts:
- Original Challenges:
- W6Mo5Cr4V2 screws wore out rapidly (flight tip wear >1mm in 3 മാസങ്ങൾ) due to ceramic abrasion.
- Unplanned downtime (8 hours per screw replacement) – lost production of $15,000 per downtime event.
- Inconsistent part dimensions (due to increasing screw clearance) – 15% scrap rate.
- Excellence Solution: Custom HIP-processed W6Mo5Cr4V2 screw components with tungsten carbide coating, groove depth ratio 1.4 (high torque), and barrier flight design.
- Results After Installation:
- Screw service life extended to 36 മാസങ്ങൾ (12x longer than original screws).
- Unplanned downtime reduced by 92% (1 downtime event per 3 years vs. 4 per year).
- Scrap rate reduced to 1% (consistent part dimensions due to minimal screw wear).
- Annual cost savings of $180,000 (downtime + മെറ്റീരിയൽ + screw replacement costs).
- ROI achieved in 8 മാസങ്ങൾ (screw cost $2,800 vs. annual savings $180,000).
The plant engineering manager commented: “Excellence’s HIP material screws have transformed our PEEK extrusion process. We no longer worry about unplanned downtime, എയ്റോസ്പേസ് വ്യവസായത്തിൻ്റെ കർശനമായ സഹിഷ്ണുതകൾ നിറവേറ്റുന്നതിനായി ഞങ്ങളുടെ ഭാഗത്തിൻ്റെ ഗുണനിലവാരം മെച്ചപ്പെട്ടു (± 0.01 മി.മീ). ഇത് ഞങ്ങളെ സുരക്ഷിതമാക്കാൻ അനുവദിച്ചു 2 പ്രതിവർഷം $2M മൂല്യമുള്ള പുതിയ ബഹിരാകാശ കരാറുകൾ.
ഇൻസ്റ്റലേഷൻ, മെയിൻ്റനൻസ് & മാറ്റിസ്ഥാപിക്കാനുള്ള മാർഗ്ഗനിർദ്ദേശങ്ങൾ
1. സ്ക്രൂ ഇൻസ്റ്റലേഷൻ മികച്ച സമ്പ്രദായങ്ങൾ
ശരിയായ ഇൻസ്റ്റാളേഷൻ മികച്ച പ്രകടനം ഉറപ്പാക്കുകയും അകാല വസ്ത്രങ്ങൾ തടയുകയും ചെയ്യുന്നു:
- എക്സ്ട്രൂഡർ ബാരൽ നന്നായി വൃത്തിയാക്കുക (പഴയ മെറ്റീരിയൽ അവശിഷ്ടങ്ങൾ നീക്കം ചെയ്യുക) പുതിയ സ്ക്രൂ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിന് മുമ്പ് - ഒരു ബാരൽ ക്ലീനിംഗ് വടിയും ഫുഡ് ഗ്രേഡ് ക്ലീനിംഗ് ഏജൻ്റും ഉപയോഗിക്കുക (ഫുഡ്/മെഡിക്കൽ ആപ്ലിക്കേഷനുകൾക്ക് FDA-അനുയോജ്യമാണ്).
- ധരിക്കാൻ ബാരൽ പരിശോധിക്കുക (ബാരലിൻ്റെ ആന്തരിക വ്യാസം അളക്കുക) - ക്ലിയറൻസ് ആണെങ്കിൽ ബാരൽ മാറ്റിസ്ഥാപിക്കുക >0.5മി.മീ (അമിതമായ ക്ലിയറൻസ് മെറ്റീരിയൽ ബാക്ക്ഫ്ലോയ്ക്കും മോശം മിശ്രിതത്തിനും കാരണമാകുന്നു).
- ഒരു ലിഫ്റ്റിംഗ് ഫിക്ചർ ഉപയോഗിച്ച് സ്ക്രൂ ഇൻസ്റ്റാൾ ചെയ്യുക (ഫ്ലൈറ്റുകൾ വീഴ്ത്തുകയോ പോറുകയോ ചെയ്യുന്നത് ഒഴിവാക്കുക) - നിർമ്മാതാവിൻ്റെ സവിശേഷതകളിലേക്ക് സ്ക്രൂ കപ്ലിംഗ് ടോർക്ക് ചെയ്യുക (സാധാരണയായി 300-500 Nm).
- Check screw alignment (using a dial indicator) – runout should be <0.02mm at the screw tip.
- Perform a dry run (no material) at low speed (50 ആർപിഎം) for 10 minutes – check for abnormal noise/vibration (indicates misalignment).
Excellence provides a detailed installation manual with photos and torque specifications for all screw models.
2. Preventive Maintenance for Screw Components
Regular maintenance extends screw life and maintains performance:
- Daily Maintenance:
- Clean the screw after production (purge with cleaning compound) to remove material residue (prevents carbonization and corrosion).
- Inspect screw tip and mixing elements for wear/damage (visual check during purge).
- Monthly Maintenance:
- Measure screw flight clearance (barrel inner diameter – screw outer diameter) – record data to track wear rate.
- Lubricate screw coupling (use high-temperature grease, FDA-compliant if needed).
- Check for material buildup in dead zones (മിക്സിംഗ് ഘടകങ്ങൾ, barrier flights) – clean with a brass brush (avoid scratching flight surfaces).
- Quarterly Maintenance:
- Remove the screw for full inspection (measure flight thickness, check for corrosion/cracking).
- Polish minor wear on flight tips (using 400-grit sandpaper) to restore dimensional accuracy.
- Inspect barrel liner for wear (replace if necessary to maintain optimal clearance).
3. Screw Replacement Criteria
Replace screw components when:
- Flight tip wear >1മി.മീ (causes poor mixing and inconsistent output).
- Corrosion pitting >0.5mm deep (risk of material contamination and structural failure).
- Cracks in flights or core (safety hazard – risk of screw breakage during operation).
- Screw clearance >0.8മി.മീ (material backflow reduces extruder efficiency by >20%).
- Material degradation (MFR variation >10%) – indicates poor mixing due to worn flights.
Excellence offers a screw inspection service (on-site or lab-based) to assess wear and recommend replacement timing.
FAQs About Excellence Extruder Screw Components
Q: Can Excellence customize screw components for non-standard extruder sizes (ഉദാ., 65മി.മീ, 90മില്ലീമീറ്റർ വ്യാസമുള്ള)?
എ: അതെ. Excellence manufactures screw components for all standard extruder diameters (15mm to 200mm) and custom diameters (per customer drawings). We also produce twin-screw components (co-rotating and counter-rotating) for compounding extruders, with pitch sizes from 10mm to 100mm.
Q: What is the lead time for custom screw components (മെറ്റീരിയൽ തിരഞ്ഞെടുപ്പ് + groove depth ratio + specialized design)?
എ: Standard screw components (38CrMoAl, 1.55 groove depth ratio) have a lead time of 2-3 ആഴ്ചകൾ. Custom components (HIP materials, specialized groove depth ratio, മിക്സിംഗ് ഘടകങ്ങൾ) ആവശ്യപ്പെടുന്നു 4-6 ആഴ്ചകൾ. ഉൽപ്പാദനം ത്വരിതപ്പെടുത്തി (1-2 weeks for standard, 3 weeks for custom) അധികമായി ലഭ്യമാണ് 25% fee.
Q: Does Excellence provide material testing reports for screw components?
എ: അതെ. എല്ലാ സ്ക്രൂ ഘടകങ്ങളും ഒരു മെറ്റീരിയൽ സർട്ടിഫിക്കറ്റിനൊപ്പം വരുന്നു (വിശകലന സർട്ടിഫിക്കറ്റ് - COA) മെറ്റീരിയൽ ഗ്രേഡ് പരിശോധിക്കുന്നു, കാഠിന്യം, രാസഘടനയും. HIP മെറ്റീരിയലുകൾക്കായി, ഞങ്ങൾ HIP പ്രോസസ്സിംഗ് റിപ്പോർട്ടുകളും നൽകുന്നു (density, സുഷിരം) വിനാശകരമല്ലാത്ത പരിശോധനയും (എൻ.ഡി.ടി) റിപ്പോർട്ടുകൾ (ആന്തരിക വൈകല്യങ്ങൾക്കുള്ള അൾട്രാസോണിക് പരിശോധന).
Q: എൻ്റെ എക്സ്ട്രൂഷൻ ആപ്ലിക്കേഷനായി ഞാൻ എങ്ങനെ ശരിയായ മെറ്റീരിയൽ തിരഞ്ഞെടുക്കും?
എ: എക്സലൻസിൻ്റെ സാങ്കേതിക ടീം അടിസ്ഥാനമാക്കിയുള്ള ഒരു സൗജന്യ മെറ്റീരിയൽ സെലക്ഷൻ ഗൈഡ് നൽകുന്നു:
- മെറ്റീരിയൽ തരം (കന്യക/റീസൈക്കിൾ, നിറഞ്ഞു/നിറയ്ക്കാത്തത്, നശിപ്പിക്കുന്ന / നശിപ്പിക്കാത്ത).
- എക്സ്ട്രൂഷൻ താപനില (ഉയർന്ന താപനിലയുള്ള എഞ്ചിനീയറിംഗ് പ്ലാസ്റ്റിക്കുകൾ vs. സാധാരണ പോളിമറുകൾ).
- ഉത്പാദന അളവ് (24/7 ഓപ്പറേഷൻ vs. ബാച്ച് ഉത്പാദനം).
- ബജറ്റ് (മുൻകൂർ ചെലവ് vs. ഉടമസ്ഥതയുടെ ആകെ ചെലവ്).
ഞങ്ങൾ ഒരു ട്രയൽ പ്രോഗ്രാമും വാഗ്ദാനം ചെയ്യുന്നു (30-ഒരു സാമ്പിൾ സ്ക്രൂവിൻ്റെ ദിവസത്തെ പരിശോധന) പുതിയ ഉപഭോക്താക്കൾക്ക് പൂർണ്ണമായ വാങ്ങലിന് മുമ്പ് പ്രകടനം സാധൂകരിക്കാൻ.
Q: എക്സലൻസ് സ്ക്രൂ ഘടകങ്ങൾക്ക് എന്ത് വാറൻ്റിയാണ് നൽകിയിരിക്കുന്നത്?
എ: Standard warranty: 12 months for 38CrMoAl and 316L screws, 24 months for W6Mo5Cr4V2 and HIP material screws (covers manufacturing defects and premature wear <0.5mm in the first year). Extended warranty (36 മാസങ്ങൾ) അധികമായി ലഭ്യമാണ് 15% fee, including annual wear inspections.
For over two decades, Excellence’s extruder screw components have set the industry standard for wear resistance, corrosion protection, and application-specific performance. Whether you’re extruding standard PE/PP, നശിപ്പിക്കുന്ന രാസവസ്തുക്കൾ, food-grade polymers, or high-temperature engineering plastics, our screws are engineered to maximize uptime, reduce costs, and improve product quality. Contact our technical team today to request a free screw design consultation and quote tailored to your extrusion process requirements.
