
Comment les différents systèmes d'extrusion s'empilent pour la fabrication

J'ai vu que le choix du système d'extrusion façonne l'ensemble du processus de fabrication. La plupart des fabricants utilisent des systèmes à vis unique, qui détiennent un 62% part de marché, tandis que les systèmes à double vis représentent 38%.
| Type de système d'extrusion | Pourcentage de part de marché |
|---|---|
| Monovis | 62% |
| Double vis | 38% |
La sélection entre les types de vis affecte l'efficacité, qualité du produit, et compatibilité des matériaux. Quand j'adapte la technologie d'extrusion aux objectifs de fabrication, Je remarque des améliorations en termes de rentabilité, polyvalence de conception, et durabilité.
| Facteur | Impact sur l'efficacité de la fabrication | Impact sur la qualité des produits |
|---|---|---|
| Paramètres contrôlés | Maintient une qualité de produit uniforme | Atteint des tolérances micrométriques |
Je m'appuie sur des systèmes d'extrusion complets pour fournir des résultats cohérents et des performances de vis précises.
Points clés à retenir
- Choisissez le bon système d'extrusion en fonction de vos objectifs de fabrication et des propriétés des matériaux pour garantir des performances optimales..
- Les extrudeuses monovis sont idéales pour la production en grand volume de matériaux simples, tandis que les systèmes à double vis excellent dans le mélange de matériaux complexes.
- La maintenance et la surveillance régulières des systèmes d'extrusion évitent les temps d'arrêt et améliorent l'efficacité, garantir une qualité de produit constante.
- Tenez compte du diamètre de la vis et du rapport L/D lors de la sélection d'une extrudeuse, car ces facteurs ont un impact sur le débit et l’efficacité du mélange.
- Utiliser la coextrusion pour créer des produits multicouches combinant différents matériaux, amélioration des fonctionnalités et des performances.
- Évaluer la compatibilité des matériaux avec le système d'extrusion choisi pour éviter les défauts et garantir une sortie de haute qualité.
- Restez informé des tendances émergentes en matière de technologie d'extrusion, comme l'IoT et l'IA, pour améliorer l’efficacité et s’adapter à l’évolution des besoins de production.
- Créez une liste de contrôle des facteurs clés avant de sélectionner un machine d'extrusion pour éviter des erreurs coûteuses et garantir que le système répond aux exigences de l'application.
Choisir le bon système d'extrusion pour la fabrication
Facteurs clés dans la sélection du système
Je n'ai jamais trouvé d'universel “meilleur” système d'extrusion. Mon expérience me dit que le choix idéal dépend des objectifs de fabrication, propriétés des matériaux, et les exigences du produit. Lorsque je sélectionne un système d'extrusion, J'adapte toujours ses capacités à l'application prévue. Cette approche garantit que le processus d'extrusion offre une qualité constante et des performances optimales..
J'en considère plusieurs facteurs critiques avant de faire une sélection de machine d'extrusion. J'utilise le tableau suivant pour guider ma décision:
| Facteur | Description |
|---|---|
| Objectif de recherche | Objectif de la machine (éducation, développement matériel, ou production pilote commerciale) |
| Type de matériau | Type de polymères à traiter (sensible à la chaleur, volatil, ou réactif) |
| Capacité de sortie requise | Capacité de débit (grammes ou kilogrammes par heure) |
| Exigences du processus avancé | Besoin d'injection de gaz, dégazage sous vide, ou capacité d'extrusion réactive |
| Budget et espace de laboratoire | Prise en compte d'une extension modulaire pour les futures mises à niveau |
| Besoins futurs en matière de mise à l’échelle | Compatibilité avec les modules d'extrusion industriels pour augmenter la production |
Je fais toujours attention au diamètre de la vis et au rapport L/D. Ces paramètres déterminent la capacité de débit et l’efficacité du mélange. Je sélectionne une extrudeuse avec la bonne capacité de sortie, qui peut aller de 0.25 kg/h à 150 kg/h selon le modèle. La conception modulaire me permet de remplacer rapidement les composants, ce qui donne de la flexibilité pour la recherche et le développement. Je m'appuie sur des systèmes de contrôle avancés, tels que PLC et HMI, pour obtenir un contrôle précis et une traçabilité des données.
Quand j'évalue les types de machines d'extrusion, Je considère la complexité du profil et les tolérances requises. Les conceptions complexes nécessitent un outillage précis et peuvent augmenter les coûts. Je regarde aussi la quantité commandée. Des volumes plus élevés réduisent le coût par unité car les coûts d'installation sont répartis sur un plus grand nombre d'unités.. Finitions et opérations secondaires, comme l'anodisation ou l'usinage CNC, ajouter de la valeur et du coût.
Conseil: Je recommande de faire une liste de contrôle de ces facteurs avant de commencer le processus de sélection de la machine d'extrusion.. Cette pratique permet d'éviter des erreurs coûteuses et garantit que le système correspond aux applications prévues..
Impact sur l'efficacité de la fabrication
Je remarque que le système d'extrusion que je choisis affecte directement l'efficacité de la fabrication. La conception de la vis, capacité de mélange, et la technologie d'extrusion jouent tous un rôle dans le bon déroulement du processus.. Par exemple, un extrudeuse monovis fonctionne souvent bien pour les polymères simples et la production en grand volume. Les extrudeuses à double vis traitent des matériaux complexes et des applications avancées, tels que l'extrusion réactive ou les mélanges spéciaux.
J'ai vu que la viscosité élevée et la teneur en solides des matériaux énergétiques peuvent provoquer un colmatage, extrusion instable, et usure des buses. Ces problèmes réduisent l’efficacité et compromettent la sécurité. Je relève ces défis en optimisant la conception du système de pétrissage. L'amélioration de l'uniformité du mélange et de la précision de l'extrusion améliore à la fois la sécurité et l'efficacité..
J'utilise un système d'extrusion à double vis en deux étapes lorsque j'ai besoin d'une plus grande stabilité et adaptabilité. Les simulations montrent que cette conception améliore les caractéristiques de débit et maintient un débit constant.. Je surveille toujours le processus d'extrusion pour garantir une qualité uniforme et minimiser les temps d'arrêt.
| Type de preuve | Description |
|---|---|
| Les défis de la fabrication additive | La viscosité élevée et la teneur en matières solides des matériaux énergétiques entraînent des problèmes tels que le colmatage, extrusion instable, et usure des buses, affectant l’efficacité et la sécurité. |
| Performances du système de pétrissage | La conception du système de pétrissage a un impact sur l’uniformité du mélange des matériaux et la précision de l’extrusion, avec des optimisations spécifiques proposées pour améliorer la sécurité et l’efficacité. |
| Conception du système d'extrusion | Un système d'extrusion à double vis en deux étapes est conçu pour améliorer la stabilité et l'adaptabilité du processus d'extrusion., avec des simulations révélant les caractéristiques d'écoulement de différents systèmes. |
J'adapte toujours le système d'extrusion aux exigences de production. Cette pratique garantit que l'extrudeuse offre la qualité et les performances souhaitées.. Je sélectionne la configuration des vis en fonction du type de matériau et de la complexité de l'application. Je m'appuie sur une technologie d'extrusion avancée pour maximiser l'efficacité et maintenir des normes élevées de qualité des produits..
Note: Je recommande une maintenance régulière et une surveillance des processus pour maintenir une efficacité maximale et éviter les temps d'arrêt inattendus..
Types de systèmes d'extrusion complets
Lorsque j'évalue des systèmes d'extrusion complets pour la fabrication, Je commence toujours par identifier le principal types de machines d'extrusion. Les options les plus courantes incluent les machines d'extrusion monovis, machines d'extrusion à double vis, et machines d'extrusion à bélier. Chaque système offre des atouts et des limites uniques, je me concentre donc sur l'adéquation de la bonne technologie à l'application.
| Type de machine d'extrusion |
|---|
| Machines d'extrusion à vis unique |
| Machines d'extrusion à double vis |
| Machines d'extrusion à bélier |
Extrusion à vis unique
J'utilise souvent une extrudeuse monovis pour des processus d'extrusion simples. Cette machine comporte une vis rotative à l'intérieur d'un baril chauffé. La vis pousse le matériau vers l'avant, le fait fondre, et le façonne à l'aide d'un dé. Je m'appuie sur ce système pour la production en grande série de thermoplastiques, produits alimentaires, et composés de caoutchouc. La simplicité de la conception facilite son utilisation et son entretien.
| Industrie | Description de l'application | Prévisions de croissance du marché |
|---|---|---|
| Plastiques | Faire fondre et former des thermoplastiques, tiré par l’utilisation croissante du PE et du PP. | TCAC d'environ 4-5% à travers 2030 |
| Transformation des aliments | Produire des aliments transformés comme des collations et des céréales. | Marché à atteindre $75 milliards par 2026 |
| Composé de caoutchouc | Mélange et façonnage de caoutchouc pour pneus et pièces automobiles. | Une production de pneus à dépasser 2 milliards d'unités par 2025 |
| Biomédical | Production de biopolymères pour emballages et dispositifs médicaux. | Marché émergent avec une nouvelle technologie d'extrusion |
Cependant, Je reconnais le limites de l'extrusion monovis. Il peut être difficile d’obtenir un mélange uniforme, surtout quand j'ajoute des charges ou des additifs. La consistance de la pression varie souvent en fonction des changements de matière première, et les matériaux à haute viscosité peuvent ne pas bien s'écouler, conduisant à des défauts. Ces défis guident le choix de ma machine d'extrusion lorsque j'ai besoin d'une qualité supérieure ou d'un traitement plus complexe..
Conseil: Pour simple, demandes à grand volume, Je recommande de commencer avec une extrudeuse monovis. Pour le mélange avancé ou les matériaux spéciaux, envisager d'autres options.
Extrusion à double vis
Lorsque j'ai besoin d'un traitement avancé, je me tourne vers extrudeuse à double vis technologie. Ce système utilise deux vis qui tournent ensemble à l'intérieur du canon. Les vis peuvent s'emboîter ou être parallèles, selon la conception. Je trouve que les extrudeuses à double vis offrent une efficacité de mélange supérieure, meilleure plastification pour les matériaux à haute viscosité, et un contrôle amélioré de la température et de la pression. Ces fonctionnalités améliorent la qualité des produits et la cohérence des processus.
L'extrusion à double vis me permet également d'effectuer plusieurs étapes de traitement sur une seule machine.. je peux mélanger, fondre, évent, et même faire réagir les matériaux en un seul passage. Cette flexibilité réduit les déchets et accélère la production. Lorsque l'on compare les extrudeuses à double vis et les extrudeuses à vis unique, Je constate un retour sur investissement plus rapide et des résultats plus uniformes avec les systèmes à double vis, spécialement pour les mélanges complexes ou les plastiques recyclés.
Sous-types à double vis
Je considère toujours les différents types d'extrudeuses dans la catégorie double vis. La configuration des vis a un impact sur les performances, efficacité, et la gamme d'applications.
Engrènement
Les extrudeuses à double vis entremêlées comportent des vis qui se chevauchent et s'engrenent ensemble. Cette conception fournit transport de matériaux précis et des forces de cisaillement élevées. J'utilise des systèmes d'intermaillage pour améliorer la composition et la compatibilisation, surtout quand j'ai besoin de disperser uniformément les additifs ou les charges.
Sans entrelacement
Les extrudeuses à double vis sans engrènement ont des vis qui tournent sans se chevaucher. Cette configuration offre un mélange plus doux et moins de cisaillement. Je choisis des conceptions sans engrènement pour les matériaux sensibles qui nécessitent un minimum de contraintes mécaniques.
Co-rotation
Les extrudeuses à double vis co-rotatives ont des vis qui tournent dans le même sens. Ce sous-type excelle dans l’efficacité du mélange et le transport des matériaux. J'utilise des systèmes co-rotatifs pour l'extrusion réactive, dévolatilisation, et mélange de polymères haute performance. Cependant, des taux de cisaillement élevés peuvent dégrader les matériaux sensibles à la chaleur, je surveille donc de près la conception et le refroidissement des vis.
| Sous-type | Capacités de traitement et avantages | Limites et considérations | Meilleures applications |
|---|---|---|---|
| Extrudeuse co-rotative à double vis | Haute efficacité de mélange, adapté à l'extrusion réactive, taux de cisaillement élevés | Risque de dégradation matérielle, nécessite une conception de vis précise | Composition de polymères, nanocomposites, flux de travail du laboratoire à la production |
Contre-rotatif
Les extrudeuses à double vis contrarotatives comportent des vis qui tournent dans des directions opposées. Cette configuration génère des forces de cisaillement plus faibles, qui protège les matériaux fragiles. Je m'appuie sur des systèmes contrarotatifs pour la céramique, bio-polymères, et formulations pharmaceutiques. La conception permet également une bonne accumulation de pression et une étanchéité efficace, bien que l'intensité du mélange soit inférieure à celle des systèmes co-rotatifs.
| Sous-type | Capacités de traitement et avantages | Limites et considérations | Meilleures applications |
|---|---|---|---|
| Extrudeuse à double vis contrarotative | Forces de cisaillement réduites, bonne montée en pression, étanchéité efficace | Intensité de mélange plus faible, conception d'étanchéité et de roulement plus complexe | Céramique, bio-polymères, médicaments |
Lorsque je sélectionne un système d'extrusion complet, J'adapte toujours le type et la configuration des vis aux exigences du matériau et du processus.. Cette approche garantit une haute qualité, efficacité, et des performances fiables dans toutes les applications.
Extrusion de bélier
Je choisis souvent l'extrusion par bélier lorsque je dois traiter des matériaux qui nécessitent une haute pression et une mise en forme précise.. Cette méthode utilise un vérin hydraulique pour pousser le matériau à travers un baril chauffé et mourir, plutôt que de compter sur une vis rotative. Je trouve les extrudeuses à piston particulièrement utiles pour former des produits à partir de plastiques thermodurcissables., céramique, et PTFE. Le procédé me permet de créer des tiges, tubes, et des profils aux dimensions constantes.
L'extrusion RAM se distingue parmi les types de machines d'extrusion car elle traite des matériaux que les extrudeuses à vis traditionnelles ne peuvent pas traiter efficacement.. J'utilise cette technologie dans les industries comme les plastiques, nourriture, et produits pharmaceutiques. Par exemple, Je produis des snacks et des céréales aux formes uniques, et je fabrique des comprimés et des gélules avec des spécifications exactes.
J'ai remarqué plusieurs avantages et défis lors de l'utilisation d'extrudeuses à bélier:
- Les extrudeuses Ram excellent dans la production de produits de haute qualité à partir de matériaux difficiles à traiter.
- Je compte sur eux pour les applications où la technologie d'extrusion de vis est insuffisante, tels que les profilés en PTFE et en céramique.
- Le processus offre une qualité constante et une précision dimensionnelle.
- Des coûts opérationnels élevés peuvent avoir un impact sur l'efficacité et les performances globales.
- Des réglementations strictes dans la fabrication du plastique nécessitent un contrôle minutieux des processus.
- La concurrence des systèmes d'extrusion alternatifs me pousse à optimiser mon choix de machine d'extrusion.
Je pèse toujours ces facteurs avant de choisir l'extrusion par bélier pour des systèmes d'extrusion complets. Je surveille de près le processus pour maintenir la qualité et l'efficacité, surtout lorsque vous travaillez avec des matériaux spéciaux.
Co-extrusion
La co-extrusion me permet de combiner plusieurs matériaux en un seul produit, création de profils multicouches avec des propriétés améliorées. J'utilise cette technologie d'extrusion pour intégrer différents thermoplastiques, chaque couche offrant des caractéristiques uniques. Le processus consiste à pousser plusieurs matériaux à travers une seule matrice, résultant en un profil unifié qui répond aux exigences de production complexes.
Je m'appuie sur la coextrusion pour fabriquer des produits qui exigent de la durabilité, flexibilité, et attrait esthétique. Cette méthode me permet d'adapter la qualité de chaque couche, amélioration des performances et des fonctionnalités. Je considère la co-extrusion comme une avancée clé dans les systèmes d'extrusion complets., surtout quand j'ai besoin de produire des articles avec des fonctionnalités spécialisées.
Les industries bénéficient de la coextrusion de plusieurs manières:
- Construction: Je fabrique des appuis de fenêtre, cadres, et pièces de garniture qui allient solidité et attrait visuel.
- Vente au détail: Je construis des systèmes d'étagères et de présentation à la fois durables et attrayants..
- Signalisation: Je produis des enseignes et des cadres lumineux aux finitions épurées et aux performances fiables.
La coextrusion élargit la gamme d'applications de la technologie d'extrusion. Je l'utilise pour atteindre des objectifs de production exigeants et livrer des produits de qualité supérieure. Lorsque je sélectionne une extrudeuse pour la co-extrusion, Je considère la conception des vis, contrôle de processus, et compatibilité des matériaux. This approach ensures efficiency and consistent results.
Conseil: I recommend co-extrusion for projects that require multi-layered profiles and enhanced product functionality. Careful extrusion machine selection and process monitoring are essential for achieving optimal quality.
Structure and Operation of Extrusion Systems

Screw and Barrel Design
I always start my extrusion machine selection by examining the screw and barrel design. The geometry of the screw determines how efficiently the extruder melts, mixes, and conveys material. I adjust the length-to-diameter (L/D) ratio to control residence time and mixing. A higher L/D ratio allows the material to melt and blend more thoroughly, which is essential for achieving uniform quality in the final product. I rely on barrier designs in the screw barrel to maintain melt stability and prevent degradation, especially when I process sensitive materials. Parallel twin screw and barrel designs play a critical role in extrusion speed, qualité du produit, et efficacité énergétique. I use zoning and precise temperature control to stabilize melt flow and avoid trapped gases, which improves density and consistency. The surface finish of the barrel and the geometry of the screw also influence energy efficiency and product consistency. I always match the screw design to the specific requirements of the application to maximize performance.
- A higher L/D ratio improves mixing and melt uniformity, which is essential for high-quality products.
- Barrier designs help maintain melt stability and prevent degradation.
- Screw geometry and barrel surface finish impact energy efficiency and product consistency.
Material Movement and Mixing
I focus on efficient material movement and mixing to ensure the extrusion process runs smoothly. I use robust pneumatic or mechanical conveyors to transfer raw materials quickly and with minimal maintenance. Advanced mixer designs guarantee thorough and uniform compounding, which prevents variations in finished products. I integrate automated controls with PLC systems for real-time monitoring and recipe management. This approach allows me to oversee production seamlessly and adjust parameters as needed. I select scalable configurations to accommodate both small workshops and large industrial operations. Enhanced dust control features keep the workplace clean and safe. Cohérent, homogeneous blends reduce quality fluctuations and improve throughput. Automated systems minimize manual handling, which shortens production cycles and lowers labor costs. I always prioritize these features when I evaluate types of extrusion machines for new applications.
| Fonctionnalité | Description |
|---|---|
| Efficient Material Transfer | Rapid, low-maintenance movement of raw materials |
| Precision Mixing | Thorough, uniform compounding for consistent quality |
| Automated Controls | Real-time monitoring and recipe management |
| Scalable Configurations | Flexible layouts for any production capacity |
| Enhanced Dust Control | Cleaner, safer workplace |
| Improved Product Quality | Homogeneous blends, reduced fluctuations |
| Increased Throughput | Shorter production cycles, less manual handling |
| Reduced Waste | Accurate measurement, lower costs |
| Lower Labor Costs | Automation frees staff for value-added tasks |
| Safer Working Environment | Enclosed lines and dust control |
Process Control and Output Quality
I depend on advanced process control technology to maintain high output quality in extrusion manufacturing. I select high-quality thermoplastics to ensure the final products meet strength, durabilité, and flexibility requirements. I monitor extrusion parameters closely to reduce discrepancies during production. Dimensional accuracy remains a top priority for me, as it guarantees that components fit their intended applications. I use surface inspection to detect defects such as warping or air bubbles, which helps me maintain consistent product quality. Early detection of issues reduces waste and saves on production costs. I always ensure that my process complies with regulatory standards, which protects both my business and my customers. High-quality products enhance my brand reputation and increase customer satisfaction. Advanced monitoring systems allow me to increase production speed without sacrificing accuracy, which boosts overall efficiency in complete extrusion systems.
| Element/Advantage | Description |
|---|---|
| Material Selection | Ensures strength, durabilité, and flexibility |
| Process Monitoring | Reduces discrepancies and maintains consistency |
| Dimensional Accuracy | Guarantees proper fit for all applications |
| Surface Inspection | Identifies defects early for better quality |
| Consistent Product Quality | Every batch meets high standards |
| Réduction des déchets | Saves material and production costs |
| Conformité réglementaire | Meets legal and safety requirements |
| Customer Satisfaction | Builds reputation and loyalty |
| Process Efficiency | Increases speed while maintaining accuracy |
Conseil: I recommend regular calibration and maintenance of all extrusion technology to sustain peak performance and consistent quality.
Comparing the Extrusion Process
Single-Screw vs. Twin-Screw Process
When I compare single-screw and twin-screw extruders, I focus on how each system handles the extrusion process. The screw design shapes the way material moves and mixes. A single-screw extruder uses one helical screw inside a simple, cylindrical barrel. En revanche, a twin-screw extruder features two intermeshing screws and a more complex, canon souvent segmenté. I see that temperature control in single-screw systems remains basic, while twin-screw machines offer advanced control with multiple heating and cooling zones. This difference impacts both throughput and energy efficiency.
| Aspect | Extrudeuse à vis unique | Extrudeuse à double vis |
|---|---|---|
| Conception de vis | Single helical screw | Deux vis s'engrenant |
| Structure du baril | Simple, cylindrical | Plus complexe, often segmented |
| Contrôle de la température | Basic heating/cooling | Avancé, multi-zone |
| Capacité de sortie | Modéré | Haut |
| Consommation d'énergie | Généralement plus élevé | Plus efficace |
| Flexibilité du débit | Limité | Haut |
I rely on twin-screw extruders for higher output and better energy efficiency. When I need flexibility in throughput or advanced process control, I choose twin-screw systems. For straightforward applications, single-screw extruders still provide reliable performance.
Material Compatibility in the Extrusion Process
Material compatibility plays a critical role in extrusion machine selection. I always match the screw configuration to the type of material I plan to process. Single-screw extruders handle standard thermoplastics well, but they struggle with materials that require intensive mixing or have high filler content. Twin-screw extruders excel with specialty compounds, plastiques recyclés, and reactive materials. I use segmented screws to adjust mixing and shearing for each application.
When I work with complete extrusion systems, I consider how each screw design affects the final product. Twin-screw extruders allow me to process a wider range of materials, including those with additives or sensitive properties. This flexibility supports more types of extrusion machines and expands the range of possible applications.
Conseil: I recommend evaluating the chemical and physical properties of your raw materials before choosing an extruder. This step ensures compatibility and reduces the risk of defects.
Product Quality and Consistency
I know that the extrusion process directly impacts the quality of the finished product. Modern extrusion lines integrate automation and advanced control platforms. These systems analyze multiple variables at once, which helps me maintain consistent quality across every batch.
Quality consistency is a productivity multiplier. Advanced control platforms analyze patterns across multiple variables simultaneously, ensuring that product quality is maintained throughout the extrusion process.
I monitor key factors such as stable melt pressure, output rate, and surface finish. Stable melt pressure prevents warping and dimensional drift. Higher and more stable output reduces scrap rates and downtime. Better surface finish and precise dimensional control enhance the impact on the quality of the finished product.
| Facteurs clés | Impact on Quality and Consistency |
|---|---|
| Stable melt pressure | Prevents dimensions from drifting or warping |
| Higher and more stable output | Reduces scrap rates and downtime |
| Better surface finish | Enhances overall product quality |
| Dimensional control | Ensures precision in final product specifications |
| Faster ROI | Improves profitability for manufacturers |
Lorsque l'on compare les extrudeuses à double vis et les extrudeuses à vis unique, I see that twin-screw systems deliver better consistency and lower operational cost. I achieve faster ROI and improved performance by investing in advanced extrusion technology. I always prioritize process monitoring and automation to ensure high quality and efficiency in production.
- Higher and more stable output
- Lower scrap and downtime
- Better surface finish and dimensional control
- Reduced operational cost
- Faster ROI
I rely on these strategies to maximize the benefits of extrusion and deliver products that meet strict manufacturing standards.
Performance Comparison Table
Débit et efficacité
I always evaluate throughput and efficiency when I compare types of extrusion machines. Throughput measures how much material the extruder processes in a given time. Efficiency reflects how well the screw design converts raw material into finished products with minimal waste and energy use. I see that single-screw extruders often deliver steady throughput for standard polymers. Extrudeuses bivis, with their advanced screw geometry, handle higher output and maintain better energy efficiency, especially for complex blends.
| Type d'extrudeuse | Débit (kg/heure) | Efficacité énergétique | Meilleurs cas d'utilisation |
|---|---|---|---|
| Vis unique | 50–500 | Modéré | Grand volume, simple polymers |
| Double vis | 100–1000+ | Haut | Complex blends, specialty jobs |
| Extrudeuse à bélier | 10–100 | Low–Moderate | PTFE, céramique, spécialité |
| Co-Extrusion Systems | Varies | Haut | Multi-layered profiles |
I always match the screw configuration to the material and production requirements. This approach ensures the process delivers consistent quality and meets manufacturing goals. I rely on complete extrusion systems to maximize throughput and efficiency for every application.
Conseil: I recommend monitoring energy consumption and output rates regularly. This practice helps optimize extrusion machine selection and reduces operational costs.
Maintenance and Reliability
I prioritize maintenance and reliability when I select an extruder. The screw and barrel experience constant wear from abrasive materials and high temperatures. I schedule routine inspections and replace worn components to prevent unexpected downtime. Single-screw extruders require less maintenance due to their simple design. Extrudeuses bivis, with more moving parts and segmented screws, need more frequent checks but offer greater flexibility.
| Type d'extrudeuse | Besoins d'entretien | Reliability Level | Common Issues |
|---|---|---|---|
| Vis unique | Low–Moderate | Haut | Occasional screw wear |
| Double vis | Moderate–High | Haut | Segment wear, seal failure |
| Extrudeuse à bélier | Modéré | Modéré | Hydraulic leaks, die wear |
| Co-Extrusion Systems | Haut (multi-screw) | Haut | Synchronization, screw wear |
I use advanced monitoring systems to track screw wear and process stability. This strategy improves reliability and extends the life of my extrusion technology. I always keep spare screws and barrels on hand to minimize downtime during maintenance.
Product Complexity and Flexibility
I value design flexibility in extrusion. The ability to customize the screw and die allows me to create complex profiles for a wide range of applications. I use extrusion to manufacture everything from simple plastic tubing to intricate window frames. I can add reinforcements or special features within the continuous material, which expands my product offerings.
| Aspect | Description |
|---|---|
| Flexibilité de conception | Extrusion allows for significant design flexibility through die customization, enabling complex profiles. |
| Applications | Suitable for various applications, including intricate window frames and simple plastic tubing. |
| Personnalisation | Manufacturers can include reinforcements or additional features within the continuous material. |
- In MedTech, I must achieve tight tolerances for medical devices.
- I ensure biocompatibility for all medical extrusion products.
- I monitor wall thickness closely, since it affects flow rates and structural strength.
I select the screw configuration and extrusion machine based on the complexity of the design and the required tolerances. This approach guarantees high quality and supports advanced manufacturing needs.
Note: I recommend consulting with extrusion experts when planning new product designs. Their experience helps avoid costly mistakes and ensures the right screw and process configuration.
Application Suitability in Manufacturing
High-Volume Manufacturing
I always start my extrusion machine selection by considering the demands of high-volume manufacturing. When I need to produce thousands of units per day, I rely on single-screw extruders. These machines deliver steady throughput and maintain consistent quality. The screw design in single-screw extruders allows me to process standard polymers efficiently. I monitor the process closely to ensure uniform melt and minimize defects. I select the right screw diameter and length to match the production requirements. This approach helps me achieve high efficiency and reduce waste. I use automated controls to track output and maintain quality standards. High-volume applications benefit from robust types of extrusion machines that can operate continuously with minimal downtime. I always keep spare screws and barrels ready to avoid interruptions in production.
Conseil: I recommend scheduling regular maintenance for extruders used in high-volume manufacturing. This practice extends the life of the screw and ensures reliable performance.
Complex Product Manufacturing
When I manufacture complex or multi-component products, I turn to advanced extrusion technology. Twin-screw extruders give me greater control over mixing and material distribution. I use segmented screws to adjust shear and optimize the process for each application. Co-extrusion technology enables me to combine different polymers into multi-layer films and pipes. This method improves barrier properties and enhances strength, flexibilité, and chemical resistance.
| Technologie | Benefits |
|---|---|
| Co-extrusion | Enables the creation of multi-layer films and pipes with improved barrier properties, combining different polymers for strength, flexibilité, and chemical resistance. |
I select the screw configuration based on the complexity of the product. For intricate designs, I rely on precise tooling and advanced process monitoring. I always test the extruder setup before full-scale production to ensure quality and performance. Complex applications require careful extrusion machine selection and attention to detail.
Specialty Materials and Customization
I often work with specialty materials that demand custom solutions. I use advanced shaping processes, such as sheet extrusion and thermoforming, to control material characteristics. Sheet extrusion gives me the ability to manage thickness and material distribution with high accuracy. Co-extrusion capabilities allow me to create multi-layer constructions that enhance material properties. I integrate downstream shaping processes to ensure consistent performance in finished components. Engineering services help me optimize component designs and select the best materials for specific applications.
- Advanced shaping processes, such as sheet extrusion and thermoforming, allow for precise control over material characteristics.
- Sheet extrusion provides a foundation for custom material solutions, enabling thickness control and material distribution accuracy.
- Co-extrusion capabilities facilitate the creation of multi-layer constructions, enhancing material properties.
- Integration with downstream shaping processes ensures consistent performance characteristics in finished components.
- Engineering services optimize component designs and material selection, ensuring suitability for specific applications.
I always match the screw design to the requirements of specialty materials. Customization in extrusion depends on selecting the right extruder and process parameters. I monitor quality at every stage to deliver products that meet strict standards. Specialty applications benefit from flexible types of extrusion machines and expert guidance.
Note: I recommend consulting with extrusion specialists when working with new materials or custom designs. Their expertise helps achieve the desired quality and performance.
Selection Criteria for Extrusion Systems
Product Design and Complexity
I always start my extrusion machine selection by analyzing the product design and complexity. The geometry of the profile influences the choice of extruder and screw configuration. Complex shapes increase tooling costs and create production challenges. I simplify profile geometry whenever possible to enhance material flow and reduce defects. Smooth transitions in the design prevent disruptions in material flow, which is crucial for consistent extrusion quality. I select the right material early in the process because material choice affects both the properties of the part and the ease of extrusion. This decision impacts manufacturability and overall performance.
- Simplifying profile geometry lowers tooling costs and reduces production challenges.
- Designing for material flow ensures consistent extrusion quality and minimizes defects.
- Choosing the right material early improves manufacturability and product performance.
I match the screw design to the complexity of the product. For intricate profiles, I use advanced screw configurations that optimize mixing and material transport. I rely on precise tooling and process monitoring to maintain high quality. When I work with complex applications, I consult with extrusion technology experts to avoid costly mistakes and ensure the best results.
Conseil: I recommend reviewing the profile geometry and material flow before finalizing the extrusion machine selection. This step helps prevent production issues and supports efficient manufacturing.
Propriétés des matériaux
Material properties play a critical role in selecting the right extruder and screw configuration. I identify application requirements such as temperature resistance, UV exposure, and impact durability. I consider mechanical properties like flexibility, dureté, and tensile strength for the intended use. Environmental conditions influence my material choice, especially when I need weathering resistance or flexibility in cold environments. I evaluate aesthetic and finish requirements, including color, gloss, and surface texture, based on project needs. Regulatory and compliance needs guide my selection to ensure materials meet industry-specific standards and certifications.
- Application requirements determine the need for temperature resistance, UV exposure, and impact durability.
- Mechanical properties such as flexibility, dureté, and tensile strength affect the choice of extruder and screw.
- Environmental conditions require materials that withstand weathering or remain flexible in cold climates.
- Aesthetic and finish requirements influence color, gloss, and surface texture.
- Regulatory and compliance needs ensure materials meet industry standards.
I select the screw design based on the material’s properties. For heat-sensitive materials, I use screws with gentle mixing zones and precise temperature control. When processing tough or abrasive compounds, I choose robust screw geometries that withstand wear and maintain efficiency. I always test materials in pilot runs to verify compatibility with the extruder and ensure consistent quality.
Note: I recommend consulting material datasheets and industry standards before choosing an extruder. This practice helps match material properties to the extrusion process and supports reliable performance.
Production Volume and Scale
Production volume and scale influence the cost-effectiveness of extrusion machine selection. Higher production volumes reduce unit costs because tooling expenses are spread over more parts. In the prototype stage, tooling costs are high compared to the quantity produced. In mass production, die costs are amortized over larger volumes, leading to lower costs per unit. Par exemple, a die costing $2,000 with a lifetime of 40,000 kg results in a cost of $0.05 per kg when amortized.
- Higher production volumes lower unit costs by spreading tooling expenses.
- Prototype stages have high tooling costs relative to the number of parts produced.
- Mass production allows die costs to be distributed over larger volumes, reducing per-unit costs.
- Example: A die costing $2,000 with a lifetime of 40,000 kg results in a cost of $0.05 per kg.
I select the extruder and screw configuration based on the expected production volume. For high-volume manufacturing, I use robust types of extrusion machines that deliver steady throughput and maintain efficiency. In low-volume or prototype applications, I prioritize flexibility and rapid changeover. I monitor production rates and adjust screw parameters to optimize output and quality.
Conseil: I recommend calculating the amortized tooling cost before committing to a production scale. This step helps determine the most cost-effective extrusion technology and supports long-term manufacturing goals.
Technical and Budget Considerations
I always approach extrusion machine selection with a clear focus on technical requirements and budget constraints. My experience tells me that investing in advanced extrusion technology demands careful planning. I evaluate every aspect of the system, from screw design to process control, to ensure cost-effectiveness and reliable performance.
I start by analyzing the technical specifications of the extruder. I look at screw geometry, barrel length, and compatibility with different types of extrusion machines. I select a screw that matches the material properties and the complexity of the applications. I check if the extruder can handle the desired throughput and maintain consistent quality. I also assess the integration of feeders, contrôleurs de température, et équipements en aval. System integration plays a crucial role in maximizing efficiency and avoiding bottlenecks in production.
Budget considerations influence every decision I make. I break down the costs into several categories to understand the financial impact. I use the following table to guide my investment strategy:
| Budget Consideration | Description | Financial Impact / Benefit Example |
|---|---|---|
| Efficacité énergétique | Reducing energy consumption by upgrading control systems or screws | 33% energy reduction saves nearly $100,000 annually on $288,000 energy cost |
| Scrap Reduction | Lowering scrap rate from 15% à 5% through data acquisition and process control | Saves $200,000 monthly or $2.4 million yearly in materials, labor, and energy costs |
| Throughput Increase | Upgrading to twin-screw extruder increases throughput by 30% | Generates $600,000 additional monthly revenue with >50% incremental profit margin |
| Maintenance Cost Reduction | Predictive maintenance and condition monitoring reduce emergency repairs and downtime | Maintenance costs drop 20-30%, equipment availability increases |
| System Integration | Budgeting for compatible feeders, contrôleurs de température, et équipements en aval | Partial upgrades capture only ~40% of potential benefits |
| Formation des opérateurs | Training on material characteristics, machinery, instrumentation, and controls | Essential to fully realize technology benefits; lack wastes investment |
| Data Acquisition Infrastructure | Adequate sensors and analytics software needed for optimization | Insufficient infrastructure limits optimization; too many sensors without analytics causes overload |
| Downstream Constraints | Ensuring cutting, conditionnement, and inspection keep pace with increased extruder output | Bottlenecks reduce overall system benefit |
I prioritize energy efficiency when selecting an extruder. Upgrading control systems or optimizing screw design can reduce energy consumption by up to 33%. This improvement saves nearly $100,000 each year on a typical $288,000 energy bill. I also focus on scrap reduction. By implementing advanced process control and data acquisition, I lower scrap rates from 15% à 5%. This change saves $200,000 every month in materials, labor, and energy costs.
Increasing throughput is another key goal. Upgrading to a twin-screw extruder boosts output by 30%. This increase generates $600,000 in additional monthly revenue, with more than a 50% incremental profit margin. I invest in predictive maintenance and condition monitoring to reduce emergency repairs and downtime. Maintenance costs drop by 20-30%, and equipment availability improves.
System integration is essential for maximizing the benefits of extrusion technology. I budget for compatible feeders, contrôleurs de température, et équipements en aval. Partial upgrades capture only about 40% of the potential benefits. Operator training is critical. I ensure my team understands material characteristics, machinery, instrumentation, and controls. Without proper training, the investment in advanced extrusion technology goes to waste.
I invest in data acquisition infrastructure. Adequate sensors and analytics software optimize the process. Insufficient infrastructure limits optimization, while too many sensors without analytics cause information overload. I address downstream constraints by ensuring cutting, conditionnement, and inspection keep pace with increased extruder output. Bottlenecks in these areas reduce the overall benefit of the system.
I always balance technical requirements with budget limitations. I select a screw that delivers high quality and efficiency without exceeding my financial resources. I plan for future upgrades and modular expansion to support changing production needs. I monitor every aspect of the extrusion process to maintain cost-effectiveness and reliable performance.
Conseil: I recommend creating a detailed budget plan before investing in new extrusion technology. Include energy costs, entretien, formation des opérateurs, and system integration. This approach ensures that the extruder delivers maximum value and supports long-term manufacturing goals.
Actionable Insights for Manufacturers
Matching System to Application
I always match the extrusion system to the specific application. je optimize material use to balance strength and lightweight design. I define critical dimensional tolerances early, which ensures parts fit and function as intended. I design for manufacturability, making sure shapes can be extruded consistently and cost-effectively. I select aluminum alloys based on application needs, such as strength and corrosion resistance. I simplify designs to reduce costs, avoiding unnecessary complexity in profiles. I prototype and test early, which helps me identify potential challenges before full production. These steps help me achieve high quality and reliable performance in every extrusion process.
- Optimize material use for strength and lightweight design.
- Define critical dimensional tolerances early.
- Design for manufacturability.
- Select appropriate aluminum alloys for application needs.
- Simplify designs to reduce costs.
- Prototype and test early.
I always consider the key components of an extruder, such as screw geometry and barrel design, pour garantir que le système répond aux exigences de production. J'examine différents types d'extrudeuses pour trouver celle qui convient le mieux à mes applications. extrusion de plastique. Cette approche prend en charge l'évolutivité et maintient le contrôle de la qualité tout au long de la fabrication..
Erreurs de sélection courantes
J'ai vu de nombreux fabricants faire des erreurs lors de la sélection des machines d'extrusion. Mélange de matériaux inapproprié conduit souvent à des imperfections du produit et à une augmentation des coûts liés au retraitement. Les systèmes de contrôle obsolètes ou incompatibles entraînent des problèmes d’intégration et des inefficacités. Des vitesses d'alimentation incohérentes perturbent le processus d'extrusion, ce qui entraîne des variabilités de produits et des taux de rebut plus élevés. Négliger la maintenance préventive permet à des problèmes mécaniques mineurs de se transformer en problèmes de production majeurs, affectant les revenus. Ignorer la formation des opérateurs entraîne des erreurs de configuration et des opportunités d'optimisation manquées.
- Un mélange inadéquat de matériaux augmente les coûts et réduit la qualité.
- Les systèmes de contrôle obsolètes entraînent des inefficacités.
- Des vitesses d'alimentation incohérentes perturbent le processus d'extrusion.
- Négliger la maintenance préventive entraîne des problèmes de production majeurs.
- Ignorer la formation des opérateurs entraîne une optimisation manquée.
Je surveille toujours l'usure des vis et j'entretiens régulièrement l'extrudeuse. J'investis dans la formation des opérateurs pour maximiser l'efficacité et la qualité. J'évite ces erreurs en me concentrant sur la stabilité et la performance des processus.
Tendances futures de la technologie d'extrusion
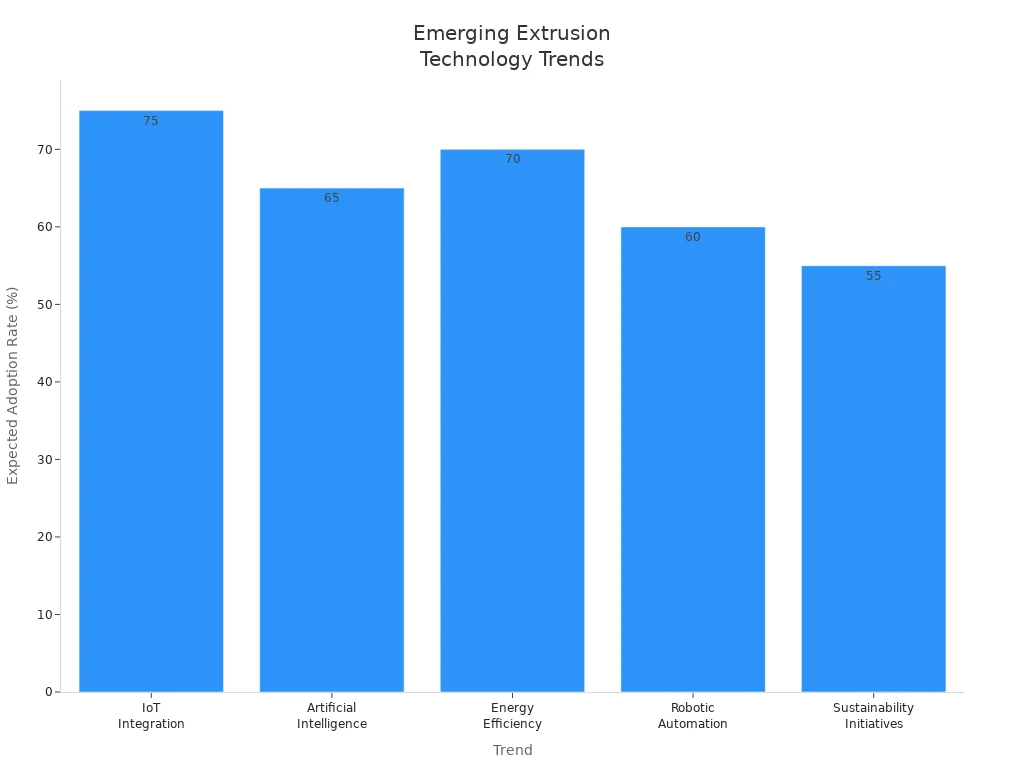
Je vois des changements rapides dans la technologie d'extrusion qui façonneront l'avenir de la fabrication. L'intégration IoT permet une surveillance et des analyses en temps réel, améliorer l'efficacité. L'intelligence artificielle prend en charge la maintenance prédictive et l'optimisation, ce qui améliore les performances. Energy efficiency is a growing focus, with manufacturers seeking ways to reduce consumption in the extrusion process. Robotic automation streamlines material handling and quality control. Sustainability initiatives drive the use of recycled materials and eco-friendly processes.
| S'orienter | Description | Impact on Efficiency | Taux d'adoption prévu (%) |
|---|---|---|---|
| Intégration IoT | Surveillance et analyse en temps réel | Haut | 75% |
| Intelligence artificielle | Maintenance prédictive et optimisation | Very High | 65% |
| Efficacité énergétique | Reducing energy consumption | Moyen | 70% |
| Automatisation robotique | Manutention des matériaux et contrôle qualité | Haut | 60% |
| Initiatives de durabilité | Matériaux recyclés et procédés respectueux de l'environnement | Moyen | 55% |
I notice advancements in material compatibility, especially with bioplastics, are transforming the extrusion industry. Many manufacturers now prioritize flexibility in equipment design, with modular systems allowing easy upgrades and modifications. Sustainability is essential, with most manufacturers focusing on energy-efficient equipment and waste reduction strategies. Smart extrusion machines reduce downtime by 20%, ce qui améliore l’efficacité globale et le contrôle de la qualité. Je reste toujours à jour sur ces tendances pour maintenir des performances élevées et prendre en charge les nouvelles applications dans l'extrusion plastique..
Conseil: Je recommande de consulter régulièrement l'aperçu des extrudeuses dans le secteur de la fabrication.. Rester informé des nouveaux types de machines d'extrusion et de conceptions de vis m'aide à m'adapter à l'évolution des besoins de production et à maintenir l'évolutivité..
Je reconnais que chaque système d'extrusion offre des avantages et des limites uniques. Mon expérience montre que les extrudeuses monovis excellent dans la production en grand volume, tandis que les systèmes à double vis offrent un mélange et une flexibilité supérieurs. Les machines à bélier et de coextrusion prennent en charge les applications spécialisées. J'utilise toujours des tableaux de comparaison et des critères de sélection pour évaluer:
- Capacités techniques et fiabilité à long terme
- Customer service and design assistance
- Quality standards and energy efficiency
I recommend manufacturers understand their application needs and consult extrusion experts for optimal results.
FAQ
Quelle est la principale différence entre les extrudeuses monovis et bivis?
I see that single-screw extruders use one rotating screw for basic mixing. Twin-screw extruders use two screws for advanced mixing and better control. I choose twin-screw systems for complex materials and higher flexibility.
How do I decide which extrusion system fits my application?
I start by reviewing my material type, volume de production, and product complexity. I match these needs to the strengths of each system. I consult with experts if I face unique requirements.
Can I process recycled materials with extrusion systems?
I process recycled materials using twin-screw extruders. These machines handle variable feedstocks and additives better than single-screw systems. I monitor quality closely to ensure consistent results.
How often should I perform maintenance on my extruder?
I schedule routine inspections every month. I check for screw wear, barrel condition, and control system performance. Regular maintenance prevents downtime and extends equipment life.
What are the most common extrusion defects I encounter?
I often see surface roughness, dimensional drift, and melt fractures. I address these by adjusting temperature, vitesse de vis, and material feed. I use process monitoring to catch issues early.
Is co-extrusion suitable for all materials?
I use co-extrusion mainly for thermoplastics. Some materials may not bond well in multi-layer profiles. I test material compatibility before starting production.
How does automation improve extrusion quality?
I rely on automation for real-time monitoring and precise control. Automated systems reduce human error, maintain consistent output, and improve overall product quality.
What safety measures do I follow during extrusion?
I wear protective gear and follow lockout procedures. I keep the work area clean and check emergency stops regularly. I train my team on safe operation and emergency response.