Sådan fungerer pelleteringsekstrudere trin for trin
Indholdsfortegnelse
Sådan fungerer pelleteringsekstrudere trin for trin
When you use apelletizing extruder, you change raw material into pellets by following clear steps. You put material into the extruder. The machine melts and mixes it. Så, it pushes the material through a die to make pellets. Each step is important for making strong and even pellets. If you know how pelletizing works, you can make your extruder better and fix problems faster.
Tjek materialets egenskaber for at få pelleteringsprocessen til at fungere bedst for forskellige plasttyper.
Hvad er en pelletiseringsekstruder
Hovedfunktion
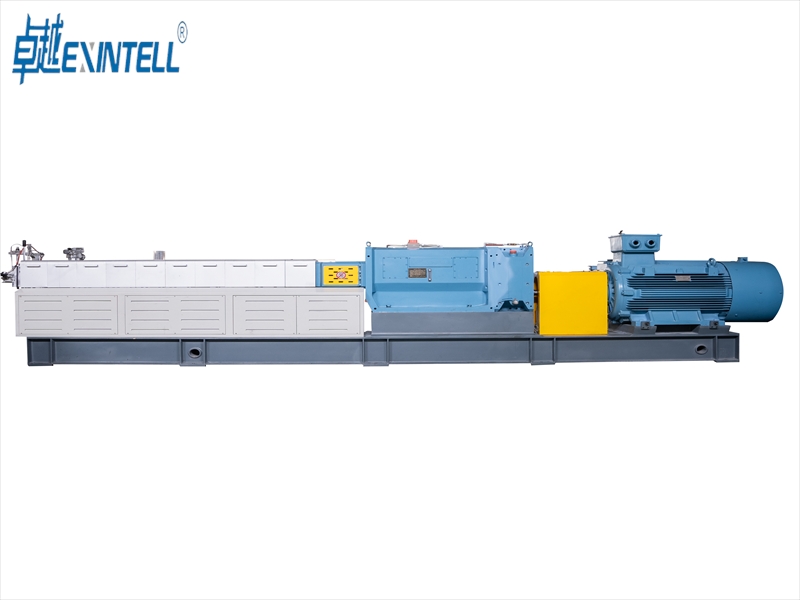
EN pelletizing extruder forvandler rå plast eller polymer til små pellets. Maskinen lader dig styre, hvor stor og rund hver pellet er. Producenter bruger pelletekstrudere at lave produkter, der overholder strenge regler. You can change waste pieces or new resin into pellets that flow well and work in other machines.
Pelletizing extrudersare important in making plastic and polymer. They help you work faster, waste less, and get steady results.
Here is a table showing what apelletizing extruderdoes:
Shapes melted plastic, controls pellet thickness and pressure
Cooling System
Makes pellets hard, stops them from changing shape
Rotating Knife System
Cuts cooled pellets into the same size and shape
You can change the design of these parts to fit your needs. Automation systems help you control heat and warn you about problems. Cooling and drying systems keep pellets strong and protect their quality.
Pelletizing Extruder Process
The pelletizing extruder works in steps. Each step changes raw material into pellets that look the same. You need to know every stage to getgood pellets.
Material Feeding
Først, you put raw material into the extruder. The hopper holds the material. This material can be plastic flakes, granules, or powders. Some common materials are polyethylene, polypropylen, ABS, nylon, and PLA. You can use special feeders to control how much material goes in. Undertiden, you need to dry the material first. Drying is important for plastics that take in water. Drying stops bubbles and other problems in the pellets.
The feeding system controls how much material goes inside. If you feed the same amount each time, the pellets are better. The size of the pieces and how wet they are also matter. Small pieces and the right amount of water help make strong pellets.
Melting And Homogenization
Næste, the screw pushes the material forward. The barrel gets hot and melts the plastic. The screw’s shape is important here. Some screws mix the material better and keep the heat even. Mixing helps blend in things like color or stabilizers.
You must set the right heat for each plastic. F.eks, polypropylene melts between 200°C and 260°C. ABS melts between 210°C and 250°C. Tabellen nedenfor viser smeltetemperaturer for forskellige plasttyper:
Plast polymer
Praktisk smeltetemperaturområde (°C)
ABS (Acrylonitril Butadien Styren)
210 – 250
Polycarbonat (PC)
280 – 320
Polypropylen (PP)
200 – 260
Nylon 66 (PA66)
280 – 310
Polyethylen (HDPE)
210 – 260
Polyoxymethylen (POM)
190 – 220
God smeltning og blanding gør den smeltede plastik glat. Dette trin fjerner luftbobler og blander alt sammen. Nu er den smeltede plast klar til næste trin.
Ekstrudering gennem matrice
Den smeltede plast flyttes til matricesystemet. Matricen former plasten til tråde eller andre former. Matricen fungerer som en form. Det styrer størrelsen og formen af pillerne. Formen på formen er vigtig. Det bestemmer, hvor tykke og brede pillerne er. En god die giver dig pellets, der alle ser ens ud.
Trykket og hastigheden her ændrer, hvor gode pillerne er. Du skal holde disse stabile for de bedste pellets.
Cooling System
Efter at have forladt terningen, plastikken er stadig varm og blød. The cooling system makes the pellets hard and keeps their shape. Water cooling is used a lot because it cools fast and evenly. Some machines use air cooling for plastics that melt at lower heat. Underwater cutting cools the pellets right away. This is good for plastics that melt easily.
Cooling Method
Beskrivelse
Suitable Polymers
Water Cooling
Uses water to cool pellets fast and keep them good.
Many plastics that need even cooling.
Air Cooling
Not as fast, used for plastics that melt at low heat.
Plastics with low melt index.
Underwater Cutting
Cuts and cools pellets in water right away.
PP nonwoven, melt-blown fabrics.
Cooling must be even. If you cool too fast or too slow, pellets can break or change shape. Good cooling keeps pellets strong and looking right.
Cutting Into Pellets
When the pellets are cool, they go to the cutter. The rotating knife cuts the strands into pellets. The speed and type of blade change how long and thick the pellets are. More blades or faster cutting make shorter pellets. Where you put the cutter matters too. If it is too close to the die, it wears out fast. If it is too far, the pellets are not even.
You can cut pellets in different ways:
Strand pelletizing: Cut after cooling in water.
Hot-cut pelletizing: Cut right at the die face.
Underwater pelletizing: Cut in water for fast cooling.
Each way works best for certain plastics and jobs.
Collection And Quality Control
You collect the finished pellets at the end. Undertiden, you need to dry them to remove water. This is where you check the pellets for size, shape, and purity. You test the pellets and remove any bad ones. Nogle virksomheder bruger specielle test for plast, der skal være meget rent.
Du skal følge verdens regler for at sikre, at dine pellets er gode. God kontrol betyder, at dine piller fungerer godt i andre maskiner.
Tip: Tjek pillerne ofte, når du samler dem. Dette hjælper dig med at finde problemer tidligt og holder din maskine til at fungere godt.
Hvis du følger hvert trin, du forvandler råvarer til gode piller. Hvert trin er vigtigt for at lave det endelige produkt.
Faktorer, der påvirker pelletisering
Når du bruger en pelletiseringsekstruder, du skal kontrollere nogle ting. Disse ting hjælper dig med at blive stærke og jævne pellets. Du skal holde øje med temperaturen, skruehastighed, og dit materiales egenskaber. Hver enkelt kan ændre, hvordan dine pellets ser ud. De påvirker også, hvor godt din maskine fungerer.
Temperaturkontrol
Du skal hele tiden tjekke temperaturen. Den rigtige temperatur hjælper pellets til at hænge godt sammen. Når temperaturen er tæt på et særligt punkt kaldet T*, tid i terningen betyder noget. Denne gang ændrer hvor hårde dine pellets er. Hvis du går over T*, piller klæber hurtigere, men bliver svagere. God temperaturkontrol gør, at piller holder længere og ikke går i stykker. Det holder også dine piller gode og stopper spild.
Tip: Brug sensorer til at kontrollere temperaturen ofte. Dette hjælper dig med at løse problemer hurtigt.
Skruehastighed
Skruens hastighed ændrer, hvor hurtigt du laver pellets. Hvis skruen går for hurtigt, pellets ser måske ikke ens ud. De kan også få luftbobler. Hvis skruen er for langsom, du laver færre piller. Du skal finde den bedste hastighed til dit materiale og maskine. Prøv forskellige hastigheder og se på dine piller ofte. Dette hjælper dig med at holde pillekvaliteten den samme og stoppe problemer.
Materialeegenskaber
Den slags materiale, du bruger, er også vigtig. Du bør tænke på fugt og viskositet. Her er hvordan disse ting ændrer dine pellets:
Mere vand gør pillerne vådere og stærkere, men de ser mørkere ud.
Brug computermodeller til at designe forme til hårde former.
Du kan også bruge co-ekstruderingssystemer. Disse lader dig blande materialer og lave lagdelte pellets til specielle formål.
Hvis du styrer disse ting, du laver bedre piller. You also keep your pelletizing process working well.
Pellet Extruder Troubleshooting
Common Pellet Quality Issues
Undertiden, you see problems with your pellets. These problems can change how your pellets look or work. Here are some issues you might find:
Agglomeration or big clumps happen if pellets get too hot or water is too low.
Fines and angel hair show up if orifice tips break or the knife does not move right.
Twins, triplets, and chains form if the knife is too fast or the product is too hot.
Dog bones and dumbbells appear if blades are worn out or the material is not thick enough.
Tails form if the gap between the knife and die is too big or the die is not flat.
Longs and elbows happen if the knife is too slow or the extrusion rate is high.
Indvendige hulrum og popcorn kan dukke op, hvis polymeren har vand eller afkøles for hurtigt.
Fordybninger og støv opstår, hvis produktet krymper for hurtigt eller er skørt.
Overflade- eller smeltebrud og affald eller spåner sker, hvis ekstruderingshastigheden er høj, eller kniven ikke justeres ofte.
Pellets, der ikke ser ens ud, kan komme fra temperaturændringer eller ujævn formopvarmning.
Du kan bruge værktøjer som f.eks Ishikawa fiskebensdiagram eller den 5 Hvorfors teknik til at finde ud af, hvad der er galt. Disse værktøjer hjælper dig med at liste årsager og se dybere ind i problemet.
Mekaniske og procesproblemer
Mekaniske og procesmæssige problemer kan også skade pelletering. Du kan muligvis se ujævn output, lav produktion, eller dårlige piller. Her er nogle problemer og måder at løse dem på:
Hvis pellets størrelse og form ikke er korrekt, ændre matricetemperaturen, keep blades sharp, and check the blade gap.
If you see less output or jams, look for blocked die holes and make sure material moves well in the hopper.
If the extruder or motor gets too hot, check the cooling system and look for friction or a motor working too hard.
If pellets are not good, check the temperature, handle materials with care, and dry materials that take in water.
You should also check for screw wear, strange sounds, and shaking. These signs can mean parts are worn or there is something in the material that should not be there. Checking and fixing things often keeps your pelletizing smooth and your pellets the same.
Tip: Write down problems and how you fix them. This helps you see patterns and fix things faster next time.
You can learn each step of the pelletizing extruder process. Styring af temperatur og afkøling hjælper med at gøre stærk, ensartede piller. At forbedre den måde, du kører din maskine på, reducerer spild og sparer penge. Når pellets flyder jævnt, papirstop er mindre sandsynligt, og arbejdet forbliver stabilt. Korrekt smeltning og blanding skaber pellets, der opfylder høje standarder. Dette hjælper også med at reducere materialetab og gør produktionen hurtigere. Uanset om du er ny eller erfaren, fortsæt med at øve dig for at lave de bedste piller hver gang.
Forbedring af din proces gør pellets mere konsistente og reducerer spild.
Pellets flyder let, hvilket gør håndteringen lettere og forhindrer papirstop.
Jævn smeltning og blanding giver ensartede pellets.
Pelletisering sparer materiale og øger effektiviteten.
FAQ
Hvilke materialer kan du bruge i en pelletiseringsekstruder?
Du kan bruge mange slags plastik. Some examples are polyethylene, polypropylen, ABS, nylon, and PLA. Some machines can also use recycled plastic or blends. Always make sure your extruder works with your material.
How do you keep pellets from sticking together?
Dry your material before you feed it in. Pick the best cooling method for your plastic. Keep the temperature the same. These steps help you getstrong pellets that do not stick.
Why do pellets sometimes have uneven shapes?
Pellets can look uneven if the die or cutter has issues. Check if the blades are worn out or if die holes are blocked. Wrong screw speed can also cause this. Fix these things to make pellets even.
How often should you clean your pelletizing extruder?
Clean your extruder after every time you finish making pellets.
Take out leftover material and look for any buildup.
Cleaning often keeps your pellets good and your machine working well.