Wo awọn igbesẹ ifunni ati yo ni pẹkipẹki. Jeki ọrinrin ati iwọn otutu ni awọn ipele ti o tọ. This stops problems like bubbles and weak spots.
Check the pressure during extrusion. Good pressure control keeps the shape and size correct. This makes sure the plastic products are high quality.
Usequality checks at every step. Regular checks help find problems early. This makes sure the products are strong and look good.
Plastic Extrusion Machine Overview
Key Components
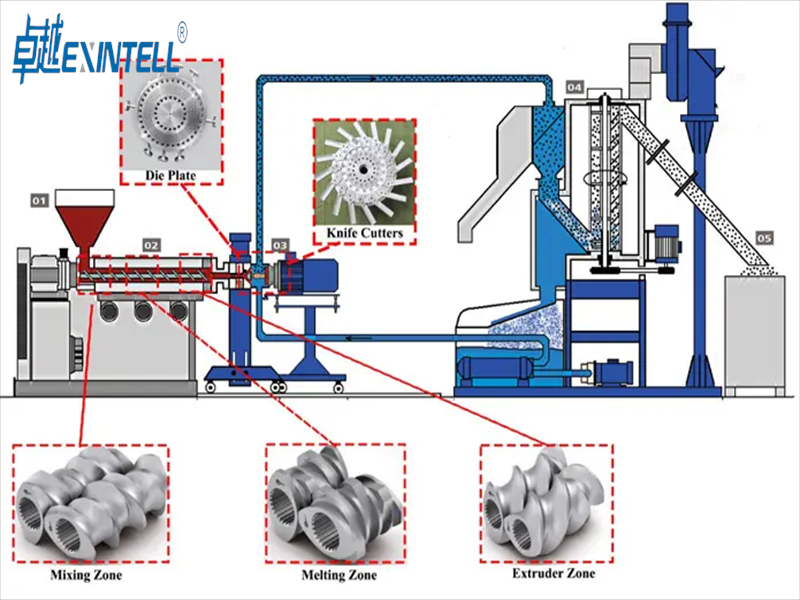
When you look at aplastic extrusion machine, you see many important parts. Each part helps change raw plastic into finished items. The hopper holds the plastic before the process starts. The barrel and heaters melt the plastic so it can move easily. The screw pushes the melted plastic forward. The die shapes the plastic into what you want. Cooling mechanisms help the plastic keep its shape after it leaves the die.
Imọran: Always check these parts for damage or wear before you start the machine.
Cools the plastic with air chillers or cooling tanks.
Metal Die
Shapes the melted plastic into the final form.
A ṣiṣu extrudermachine makes sure the plastic moves through each part in the right order. If you keep the machine clean and take care of it, you will have fewer problems when making things.
Ṣiṣu ti o yan yipada bi o ti yo, nṣàn, ati ki o cools. LDPE ati HDPE jẹ rọ ati lagbara. Polypropylene ni aaye yo ti o ga ati pe ko ni adehun ni irọrun. PVC jẹ alakikanju ati pe o dara fun kikọ awọn nkan. Polystyrene jẹ lile ati lilo fun apoti. ABS wulẹ dara ati ki o kan lara dan. Ọra jẹ gidigidi lagbara. Polycarbonate ko ni bajẹ nipasẹ ooru tabi awọn ibọri. PET dara julọ fun ounjẹ ati awọn igo mimu.
Akiyesi: Ṣiṣu ti o mu yoo ni ipa lori bi o ṣe nlọ lakoko extrusion. Awọn ohun elo ti o dara ṣe iranlọwọ lati da ikojọpọ ninu ku ati ki o jẹ ki ọja ikẹhin ni ominira lati awọn abawọn.
O nilo lati mu ṣiṣu ti o tọ fun iṣẹ akanṣe rẹ. Awọn afikun le jẹ ki ṣiṣu ni okun sii tabi daabobo rẹ lati oorun. Ti o ba pese awọn ohun elo daradara, ṣiṣu yoo ṣàn laisiyonu ati awọn ọja yoo jẹ ga didara.
Extrusion Ilana Igbesẹ
Ifunni & Yiyọ
You start the extrusion process by feeding raw plastic into the extruder. The hopper holds the plastic, which can be in the form of pellets, granules, or powders. As you load the material, you must make sure it is dry and free from moisture. If you skip this step, you may see bubbles or weak spots in the final product. The plastic moves from the hopper into the barrel, where heaters begin to warm it up.
The melting stage is very important for the quality of the extruded plastic. You want the plastic to melt evenly so the finished product looks smooth and strong. Here are some key points to remember:
Moisture control is essential because leftover water can cause bubbles or even break down the plastic.
Proper mixing of additives ensures the plastic has the right color and strength.
You must set the right temperature for the type of plastic you use. Each plastic melts at a different temperature. The table below shows the typical melt temperature ranges for common plastics:
Plastic Type
Melt Temperature Range (°C)
HDPE
120–130
LDPE
105–115
Polycarbonate (PC)
230–260
Polypropylene (PP)
130–170
WO
320–350
PET
250–260
ABS
105–115
Ọra (PA)
190–350
Polystyrene (PS)
around 120
If you control the feeding and melting steps, you will get a smooth flow of melted plastic. This helps the extrusion process run without problems and gives you a better final product.
Screw & Barrel Action
Once the plastic starts to melt, the screw inside the barrel begins to turn. The screw is the heart of the extruder. It moves the plastic forward, mixes it, and helps it melt completely. The screw and barrel work together to make sure the plastic heats up evenly and flows smoothly.
You can think of the screw as having three main jobs:
It moves the solid plastic from the hopper toward the heaters.
It melts the plastic by pressing it against the hot barrel.
It pumps the melted plastic forward so it can be shaped.
The design of the screw and barrel affects how well the plastic mixes and melts. Some screws have special zones for feeding, yo, ati dapọ. This design helps you get a steady flow of melted plastic. Fun apere, in a toy factory, the screw and barrel help make smooth, perfect partsfor action figures. In a phone case factory, they help create shiny, flawless cases every time.
You also need to set the right screw speed. High-speed extruders can melt more plastic at once, but they need longer melting sections and special designs. Some machines can run at speeds up to 1500 rpm and produce thousands of pounds of plastic per hour. If you use the right screw speed and design, you will get a steady, high-quality output from your extrusion process.
Titẹ & Yiyọ
As the melted plastic moves through the extruder, pressure builds up inside the barrel. This pressure is very important for the profile extrusion process. It helps push the melted plastic through the die and gives the product its shape.
In the transition zone, pressure rises and a melt film forms, which is critical for initiating the melting process. In the metering zone, stable pressure is necessary to ensure that the material is fully molten and homogenized, driving consistent output.
You control the pressure by adjusting the screw speed. A pressure sensor measures the pressure inside the extruder. If the pressure gets too high or too low, the machine changes the screw speed to keep everything stable. This keeps the melted plastic at the right temperature and flow.
You must watch the pressure closely during the extrusion process. Good pressure control helps you get the right shape, iwọn, and surface finish for your plastic products. It also keeps the profile extrusion process running smoothly and safely.
Shaping and Cooling
Die Shaping
You guide the molten plastic through the die at the end ofthe extruder. The die shapes the plastic into the form you want. The shape and size of the diedecide the final look of your extrusion. If you need a simple tube, you use a standard die. For complex profiles, you pick a special die with unique geometry. The land length, which is the distance from the die entrance to the exit, helps keep the shape and uniformity of the extruded plastic. You must make sure the die fits your product needs. If you choose the right die, you get a smooth and consistent result.
The die plays a big role in the extrusion process. It controls the flow and shape of the plastic as it leaves the extruder.
Cooling Methods
After the plastic leaves the die, you cool it quickly to keep its shape. Cooling stops the plastic from deforming. You can use air chillers or water baths. Water baths work well for most extruder lines because they cool the plastic fast and evenly. Air cooling is good for products that need a softer touch. You must control the cooling speed. If you cool the plastic too fast, it may crack. If you cool it too slow, it may warp. Cooling is a key step in theextrusion process.
Ọna Itutu
How It Works
Ti o dara ju Fun
Water Bath
Submerges extrudate
Pipes, tubes, awọn profaili
Air Chiller
Blows cool air
Sheets, awọn fiimu
Sizing for Consistency
O lo sizing equipment right after the dieto keep the shape and size of the extruded plastic. Calibration units, like vacuum or water-cooled tools, help stabilize the product. These units stop warping and make sure your extrusion meets exact measurements. You must check the size often. Real-time monitoring of temperature and pressure helps you keep tight tolerances. If you work in industries like automotive or medical, you need high precision. Small changes in the extrusion process can cause defects or waste. For some materials, you can reach tolerances as tight as+/-.001″. Softer plastics may need broader tolerances.
Achieving tight tolerances is crucial in plastic extrusion.
Calibration tools and cooling baths control solidification rates.
Abojuto akoko gidi ṣe idaniloju pipe iwọn.
Konge ọrọ ni Oko, oogun, ati ikole awọn ọja.
Awọn iyatọ kekere le ja si awọn abawọn ati awọn ohun elo asonu.
Iwọn deede jẹ ki extruder rẹ nṣiṣẹ laisiyonu ati pe o ṣe iranlọwọ fun ọ lati ṣe agbejade awọn ọja ṣiṣu to gaju ni gbogbo igba.
Gige ati Ipari ni Ẹrọ Imujade Ṣiṣu
Ige imuposi
Nigbati o ba lo ṣiṣu extrusion ẹrọ, o ni lati ge ṣiṣu lẹhin ti o tutu. Ige ṣẹlẹ ni kete ti awọn ṣiṣu fi oju awọn extruder ati ki o jẹ ri to. Awọn ọna oriṣiriṣi lo wa lati ge ṣiṣu naa. Ige Rotari nlo abẹfẹlẹ alayipo lati ge ṣiṣu naa. Ige adaduro nlo abẹfẹlẹ ti ko gbe. Ọna ti o ge n yipada bi awọn gige rẹ ṣe jẹ afinju ati iye ṣiṣu ti o padanu. Diẹ ninu awọn ẹrọ lo lesa tabi gige ultrasonic fun awọn gige gangan gangan ati idinku egbin.
Ige Rotari ati adaduro yipada bawo ni afinju ati egbin ilana naa ṣe jẹ.
Lesa ati gige ultrasonic ṣe awọn egbegbe mimọ pupọ ati awọn iwọn wiwọn.
Itutu ṣiṣu ṣaaju gige jẹ pataki. Ti o ba tutu ni iyara, ita wulẹ dara julọ ṣugbọn inu le gba wahala. Itutu agbaiye ti o lọra ṣe iranlọwọ fun apẹrẹ duro kanna.
Itutu afẹfẹ tabi awọn iwẹ omi jẹ ki ṣiṣu naa le ṣaaju ki o to ge.
O ṣe apẹrẹ ṣiṣu pẹlu ku, dara o, ati lẹhinna ge si iwọn ti o tọ. Gbogbo ilana yii yipada bi ọja rẹ ṣe jade. Ti o ba nilo awọn iwọn gangan gangan, o le nilo awọn irinṣẹ pataki tabi awọn ọna miiran lati ge.
Dada Ipari
Lẹhin ti o ge ṣiṣu, o le jẹ ki o wo ati ṣiṣẹ dara julọ. Ipari dada ṣe iranlọwọ fun awọn ọja rẹ dara ati ṣiṣe ni pipẹ. Awọn ọna pupọ lo wa lati pari oju, ati olukuluku ṣe nkan pataki.
O le ṣe awọn ẹya ni awọn awọ pataki tabi paapaa lo diẹ ẹ sii ju awọ kan lọ lori ọja kan.
Àjọ-extrusion / tri-extrusion
O darapọ awọn ipele ti awọn pilasitik oriṣiriṣi fun awọn ẹya pataki ni profaili kan.
Notching ati liluho
O fi awọn ihò tabi awọn apẹrẹ lẹhin extrusion.
Ṣiṣu gluing ati taping
O darapọ mọ awọn ẹya pẹlu lẹ pọ tabi teepu nigba tabi lẹhin ilana naa.
Punching
O ṣe awọn gige tabi awọn apẹrẹ pataki lati baamu apẹrẹ rẹ.
Ṣiṣu akoso
O tẹ tabi ṣe apẹrẹ ṣiṣu nipa lilo ooru tabi titẹ.
Ooru alurinmorin
O darapọ mọ awọn ege ṣiṣu pẹlu ooru ati titẹ fun awọn apejọ ti o lagbara.
Ipari oju jẹ ki awọn ọja rẹ dan ati ki o wuyi lati fi ọwọ kan. O tun jẹ ki wọn lagbara ati rọrun lati nu. Ipari ti o dara jẹ ki awọn awọ jẹ imọlẹ ati iranlọwọ awọn ọja rẹ pẹ to gun.
Imọran: Yiyan ipari dada ti o tọ le ṣe iranlọwọ fun awọn ọja ṣiṣu rẹ nla ati pade awọn ofin lile.
Iṣakoso didara
O nilo lati ṣayẹwo awọn ọja rẹ ni gbogbo igbesẹ nigbati o ba lo extrusion. Iṣakoso didara bẹrẹ pẹlu ṣiṣu aise. O wo ṣiṣu ṣaaju ki o to lọ sinu ẹrọ lati rii daju pe o mọ ati ki o lagbara. Lakoko ti ẹrọ naa nṣiṣẹ, o wo iwọn otutu, titẹ, ati iyara lati jẹ ki awọn nkan duro. Lẹhin ti o ge ati pari ṣiṣu naa, o ṣayẹwo ọja ikẹhin fun awọ, iwọn, ati agbara.
O ṣayẹwo awọn ṣiṣu fun ti nw ati didara ṣaaju ki o to extrusion.
Monitoring During Extrusion
You track temperature, titẹ, and speed for steady output.
Final Product Inspections
You look for color, iwọn, and strength in the finished plastic.
Someproblems you might seeare die swell, warping, rough surfaces, color changes, dirty spots, uneven sizes, awọn nyoju, shrinking, melt fracture, and die lines. By checking each step, you make sure your factory makes strong and good-looking products every time.
If you know what happens at each stage, you can fix problems faster. You can also make your products better. Training operatorsand using good habits help you get more from your plasticextrusion ẹrọ. If you want to fix mistakes or make things better, look at these steps for help.
FAQ
What is the main purpose of a plastic extrusion machine?
You use a plastic extrusion machine to shape raw plastic into long forms. These forms can be pipes, tubes, tabi sheets. The machine melts the plastic. Then it pushes it through a die. This creates the wanted shape.
How do you choose the right plastic for extrusion?
You pick the plastic based on the product’s needs. Fun apere, use PVC for pipes. Use PET for bottles. Check the melting point and strength. Additives can improve color, irọrun, or UV resistance.
Why does the extruded plastic sometimes have bubbles or rough spots?
Bubbles or rough spots often mean the plastic had moisture. It may also mean it did not melt evenly. You should dry the raw material. Set the correct temperature too. This helps you get a smooth, strong product.
Can you recycle plastic with an extrusion machine?
Bẹẹni, o le recycle plastic usingan extrusion machine. You feed cleaned, shredded plastic waste into the hopper. The machine melts and reshapes it into new products. This reduces waste and saves resources.
How do you keep the extrusion process safe?
You keep the process safe by checking temperatures, pressures, and machine parts often. Use safety guards and wear protective gear. Always follow the machine’s safety instructions. This helps prevent accidents.