Te mau tuhaa o te Extruder: Ua hamanihia te mau rave'a no te pato'i i te ahu, Parururaa i te corrosion & Ha'utiraa maitai roa a'e
E 22 matahiti ite taa ê i roto i te paturaa o te mau hu'ahu'a, te ihi materia, e te mau faaohiparaa i te mau fare hamaniraa tauihaa, Ua rave au i te ohipa e 450+ te feia hamani i te mau hu'ahu'a, chemical, e te mau fare hamaniraa maa no te haamaitai i te aravihi o te hi'opo'araa—te faaitiraa mai i te taime 40% e te faaroaraa i te oraraa o te taviniraa e 2-3x no te mau faaohiparaa teitei. Te tuhaa o te hi'o, o te mafatu ïa o te mau faanahoraa atoa, te faainoraa i te aravihi no te faaauraa i te mau materia, te huru o te tao'a, e te mau haamâu'araa. Ua hamanihia mai te mau hu'ahu'a o te Excellence ma te faatumu i ni'a i te ihi materia, te mau hoho'a fenua, e te hoê hoho'a taa ê no te faaohiparaa, making them the gold standard for extrusion processes ranging from standard plastic compounding to corrosive chemical processing and high-temperature food production.
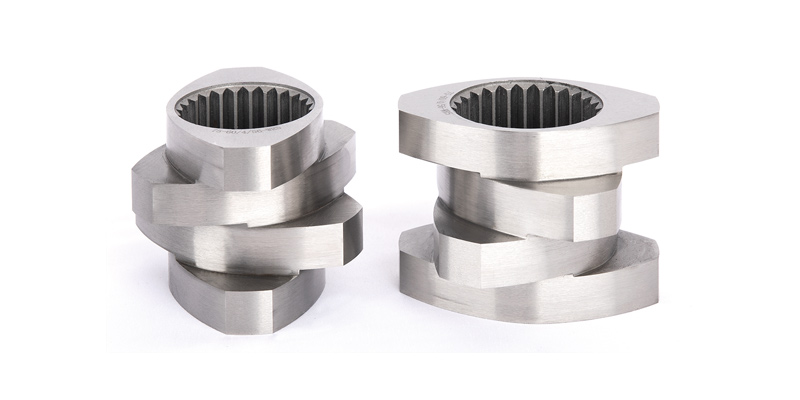
Screw Components: Core Design & Functional Advantages
The screw component is a crucial part of the extruder. Wear resistance and corrosion resistance are important indicators of its service life. Excellence offers various materials to suit different operating conditions and economic considerations. In extrusion systems, screw wear and corrosion account for 60% of unplanned downtime and 30% of maintenance costs—making material selection and design precision non-negotiable for cost-effective production. Excellence’s screw components address these challenges through a combination of premium materials, optimized geometry, and custom engineering, ensuring long service life even in the harshest processing environments (e.g., filled plastics, corrosive chemicals, high-temperature polymers).
Excellence’s standard screw component has a groove depth ratio (D0/Di) i 1.55, which is the optimal value considering torque, free volume, Ra'ā, and dispersion and mixing effects. The groove depth ratio (defined as the ratio of outer screw diameter (D0) to inner root diameter (Di)) is a critical geometric parameter that balances four key extrusion performance factors:
- Torque Capacity: TE 1.55 ratio maximizes torque transfer from the extruder drive system to the material, preventing screw stalling even with high-viscosity materials (e.g., filled PVC compounds, engineering plastics like PEEK).
- Free Volume: Te 1.55 ratio provides sufficient free volume for material melting and degassing, reducing the risk of overheating and degradation in heat-sensitive materials (e.g., medical-grade TPU, LDPE).
- Rotational Speed: Optimized for high-speed extrusion (e tae roa'tu i 1200 rpm) without compromising structural integrity—critical for high-throughput production lines (e.g., pipe/profile extrusion).
- Dispersion & Mixing Effects: Ensures uniform distribution of additives (masterbatches, fillers, mau mea) i te faito hu'ahu'a, eliminating streaking, agglomeration, or inconsistent mechanical properties in finished products.
For different applications, Excellence can also freely select a groove depth ratio (D0/Di) nō 1.4 a 1.8, allowing precise tuning of screw performance to match specific material and production requirements:
- 1.4 Ratio: For high-torque applications (e.g., highly filled compounds with 60% calcium carbonate/talc filler) – prioritizes structural strength over free volume.
- 1.6-1.8 Ratio: For low-viscosity materials (e.g., film-grade PE/PP, solvent-based polymers) – maximizes free volume for melting/degassing and reduces shear heating.
Due to the special requirements of some material applications regarding dispersion, te anoiraa, kutikuti, and internal heating, Excellence also customizes screw components with specialized structures for different applications, thereby reducing internal heating without compromising dispersion, te anoiraa, and shearing effects. Internal heating (caused by excessive shear between the screw and material) is a major cause of material degradation in heat-sensitive polymers (e.g., PVC, RIMA'ERE, medical-grade ABS). Excellence’s custom screw designs address this through:
- Mixing Elements: Helical static mixers, pineapple mixers, and Maddock mixers integrated into the screw flight to distribute shear forces evenly, reducing localized heating by 20-30%.
- Variable Pitch Flights: Te mau tuhaa o te vahi tape'araa o te haafifi mǎrû noa i te mau materia, te faaitiraa mai i te mau puai kutikuti oioi e te faatupuraa o te veavea.
- Te mau hoho'a manureva: E faataa ê te reira i te mau tao'a etaeta e te mau tao'a rehu, te haapapûraa i te re'are'a hope na mua a'e i te anoiraa teitei—mea faufaa roa no te mau hu'ahu'a (PC, PA, PBT).
- Te mau hoho'a no te manureva Low-Shear: No te mau tao'a anuvera (e.g., mau hu'ahu'a ora, te mau raau taero) – faaiti i te ve'ave'a i te <5°C i ni'a a'e i te anuvera.
Ua farii te Sotaiete no te mau Plastics Engineers i teie mau hoho'a matauhia i roto i te toru o te pŭpŭ hi'opo'araa (SPE), te faaiteraa i te hoê 40% te faaitiraa i te ino o te mau tao'a (ua faitohia e te MFR) ia faaauhia i te mau hoho'a hi'opo'araa no te mau polymers ve'ave'a.
Te mau tao'a no te mau hu'ahu'a Extruder: Ia au i te mau huru ohipa
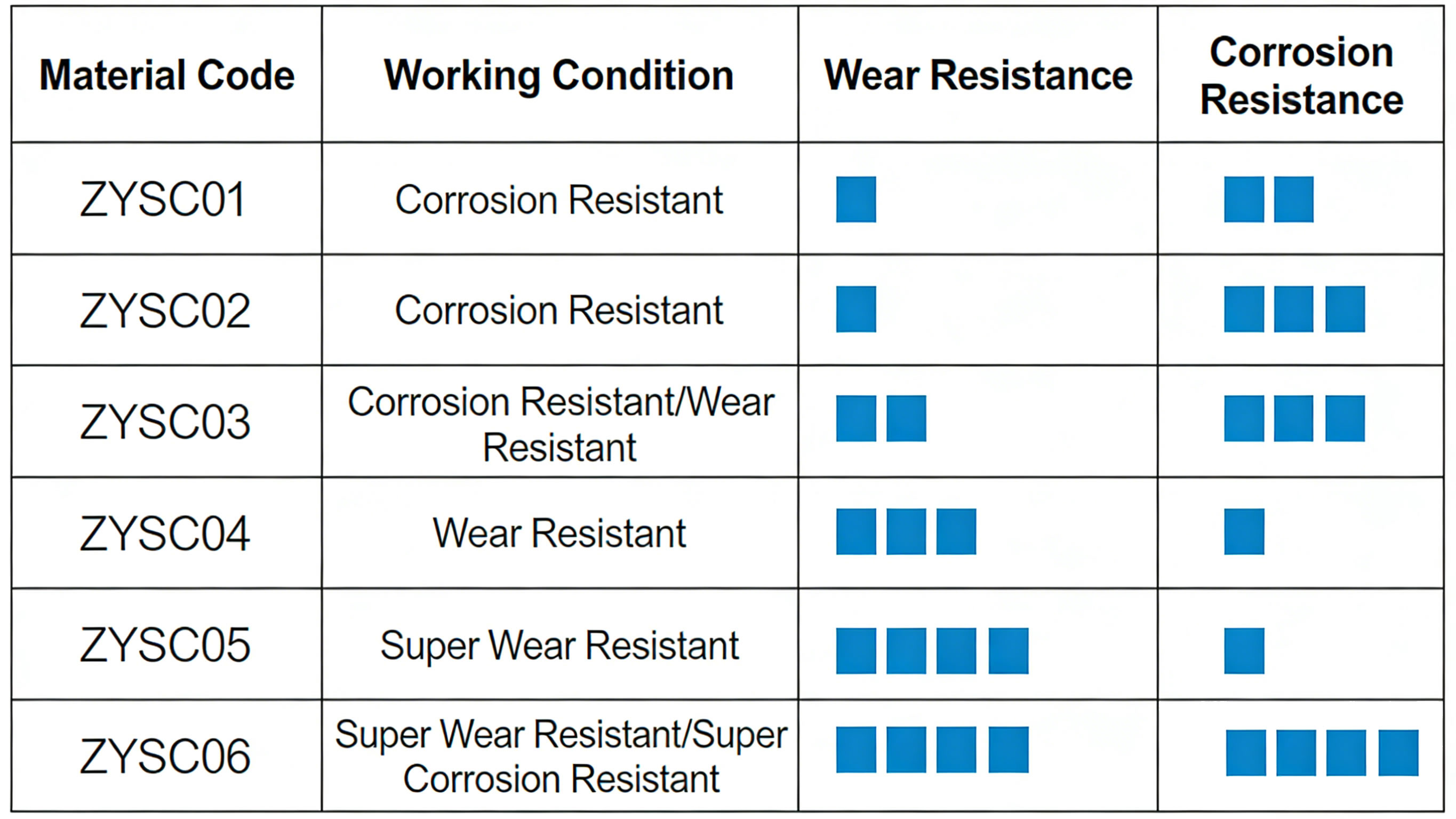
Excellence’s screw components are manufactured from a range of high-performance materials, selected based on wear resistance, corrosion resistance, temperature tolerance, and cost-effectiveness. The right material choice extends screw service life from 3-6 ava'e (standard steel) a 1-5 matahitis (premium materials), depending on the application:
- High-speed tool steel: W6Mo5Cr4V2
- Te mau huru faufaa: Hardness up to HRC 62-65, excellent wear resistance, high-temperature strength (up to 600°C), and good toughness (resists chipping/cracking).
- Optimal Applications: High-wear extrusion processes (filled plastics with calcium carbonate/talc/glass fiber, recycled plastics with abrasive contaminants, rubber compounding).
- Service Life: 18-24 months for 24/7 operation with 50% filled PVC compounds (3x longer than nitrided steel).
- Economic Benefit: Higher upfront cost ($800-$1,500 per meter) offset by 70% reduction in replacement frequency and downtime.
- Te fetia: 38CrMoAl
- Te mau huru faufaa: Surface hardness up to HRC 58-60 (nitrided layer 0.5-0.8mm thick), good fatigue resistance, moderate corrosion resistance, and cost-effectiveness.
- Optimal Applications: Standard extrusion processes (virgin PE/PP/ABS, low-filler compounds <20%, non-corrosive materials).
- Service Life: 6-12 months for 24/7 operation with virgin PE/PP (industry standard for general-purpose extrusion).
- Economic Benefit: Low upfront cost ($300-$600 per meter) – ideal for small-batch production or low-volume extrusion lines.
- Stainless steel: 316L, C276, etc.
- Te mau huru faufaa: Exceptional corrosion resistance (316L: resistant to mild acids/bases; C276: resistant to harsh chemicals like chlorine, sulfuric acid, and halogenated solvents), food-grade compliance (316L meets FDA 21 CFR 177.1520), and high-temperature stability (up to 800°C for C276).
- Optimal Applications: Corrosive material processing (chemical extrusion, PVC with acidic stabilizers), food/beverage packaging extrusion (FDA-), medical device extrusion (biocompatible materials).
- Service Life: 2-5 years for chemical extrusion (no corrosion-related wear), 12-18 months for food-grade extrusion.
- Ha'apa'ape'ōfa'i: 316L o te FDA/USDA ïa no te mau faaohiparaa i te maa; Ua farii te C276 i te ATEX no te mau mea e haaati ra ia tatou.
- Te mau isostatic veavea (MANAVA) mau tao'a
- Te mau huru faufaa: E faaore te raveraa a HIP i te porosity i roto i te mau tao'a (Ti'aturi >99.9%), te faatupu nei te reira i te pato'iraa i te ahu (2x teitei a'e i te W6Mo5Cr4V2), te patoiraa i te ino, e te mau huru matini hoê â huru i roto i te hi'o.
- Optimal Applications: Te mau huru ohipa fifi roa (te mau polymers tei î i te ahu, Te mau hu'ahu'a teitei mai te PEEK/PEI, te mau tao'a tahi ino).
- Service Life: 3-5 matahiti 24/7 te raveraa i te ohipa e te PEEK (te oraraa taviniraa roa roa ' ' e o te mau tao'a atoa).
- Economic Benefit: Te moni hoo ($1,800-$3,000 per meter) – ROI tei ravehia i te 12-18 ava'e no te buka rahi, Te mau reni hamaniraa ahu teitei.
Te mau hoho'a no te mau tuhaa o te faaohiparaa
1. Te mau hu'ahu'a no te mau hu'ahu'a
No te mau hu'ahu'a plastic (te hamaniraa masterbatch, te faaîraa i te polymer, te faaauraa i te mau hu'ahu'a), Ua hamanihia mai te mau hu'ahu'a o te Excellence no te faarahi i te parareraa e no te faaiti i te ahu:
- Te faito hohonu o te Groove: 1.55 (ha'api'ira'a) aore rā 1.4 (Te mau tao'a faaî teitei >40%).
- I hea 'oe: W6Mo5Cr4V2 (teitei) e aore râ, 38 (faaî iti).
- Te mau huru matauhia: Te mau pine ano'i, te mau manureva, e te mau vahi kutikuti no te arai i te haaputuputuraa o te mau tao'a e te inoraa o te mau tao'a.
- Te mau haamaramaramaraa no ni'a i te ha'utiraa: 98% te hoê â faito o te parareraa (ua haapapuhia e te hi'opoaraa SPE), 40% te faaitiraa i te ahu o te mau hu'ahu'a ia faaauhia i te mau hu'ahu'a.
2. Chemical & Te mau hu'ahu'a Corrosive Screw
No te hutiraa mai i te mau raau (solvent-based polymers, te mau tao'a faaî, mau masterbatches), E mea faufaa roa te patoiraa i te ino:
- Te faito hohonu o te Groove: 1.6-1.8 (e faarahi te reira i te faito tamoni ore no te hu'ahu'a).
- I hea 'oe: C276 (mau tao'a tahi ino) e aore râ 316L (te mau corrosives mǎrû).
- Te mau huru matauhia: Te mau vahi manureva maeneene (Ra ≤ 0,8 μm) no te arai i te piriraa o te mau tao'a, no te faaore i te taheraa toto.
- Ha'apa'ape'ōfa'i: Ua fariihia te ATEX no te mau mea e haaati ra ia tatou, REACH-te mau ture a te EU no ni'a i te mau raau taero.
3. Ma'a & Te mau hu'ahu'a no te rapaauraa ma'i
No te tapo'iraa i te maa e te mau rave'a rapaauraa ma'i, E mea faufaa roa te hi'opo'araa e te oraora - maitai - raa:
- Te faito hohonu o te Groove: 1.55 (te faito o te anoiraa e te kutikuti iti).
- I hea 'oe: 316L feruri ore (FDA/USDA).
- Te mau huru matauhia: Hoho'a mâmâ (aita e vahi pohe no te tupuraa o te mau hu'ahu'a), te mau mata hi'opo'a (Ra ≤ 0.4 μm), e te mau hinu aita e taero (te faito o te maa).
- Ha'apa'ape'ōfa'i: FDA 21 CFR 177.1520 (te farereiraa i te maa), ISO 10993 (te mau rave'a rapaauraa ma'i).
4. Te mau hu'ahu'a hu'ahu'a no te mau rave'a hamaniraa tauihaa teitei
No te mau hu'ahu'a engineering (PEEK, PEI, PA66 e te mau hu'ahu'a hi'o), E mea faufaa roa te puai o te anuvera rahi e te pato'iraa i te ahu:
- Te faito hohonu o te Groove: 1.4-1.55 (te hu'ahu'a teitei no te mau hu'ahu'a teitei).
- I hea 'oe: W6Mo5Cr4V2 e aore râ, C276 tei faaapîhia e te HIP (te anuvera teitei).
- Te mau huru matauhia: Te mau tahua toetoe i roto i te uho o te hi'o (e faaiti i te veavea o roto na roto i te 25%), te ahu (tungsten) i ni'a i te mau mana'o tauturu.
- Te mau haamaramaramaraa no ni'a i te ha'utiraa: E tape'a i te vai-maitai-raa o te faito i te 400°C, oraraa taviniraa 3+ matahiti no te PEEK extrusion tei î i te hi'o.
Te mau haamaramaramaraa no ni'a i te rave'a aravihi & Te faatereraa i te huru
1. Te mau faaoromai
E hamanihia te mau hu'ahu'a o te Excellence no te ISO etaeta 9001:2015 Te mau titauraa no te huru, e te mau faaoromai rahi o te:
- Diameter i rapae (D0): ±0.02mm (Mea faufaa roa no te tano).
- Te rahi o te a'a (Di): ±0.03mm (e haapapû te faito hohonu o te vahi).
- Te vahi manureva: ±0.05mm (te haereraa i mua i te pae materia).
- Te parau-ti'a: ≤0.01mm/m (e arai i te mauiui o te mau tao'a e te mau tao'a).
E hi'opoahia te mau viti atoa ma te faaohipa i te mau matini faito CNC (CMM) no te hi'opo'a i te mau faaoromai hou a tono ai.
2. Te mau rave'a rapaauraa i ni'a i te mata
No te haamaitai i te ha'utiraa, E horoa te maitai roa ' ' e i te mau ravea rapaauraa i nia i te mata no te mau hu'ahu'a:
- Te faaîraa i te: No te 38CrMoAl (ha'api'ira'a) – faarahi i te etaeta o te mata i ni'a i te HRC 58-60.
- Te tapo'i Tungsten: For W6Mo5Cr4V2 steel – increases wear resistance by 50% for abrasive materials.
- PTFE Coating: For 316L steel – reduces material adhesion (ideal for sticky materials like TPE/TPU).
- Electropolishing: For 316L/C276 steel – improves corrosion resistance and hygiene (food/medical applications).
3. Quality Control Process
Every Excellence screw component undergoes a 7-step quality control process:
- Raw material inspection (certificate of analysis verification for material grade and properties).
- CNC machining with real-time dimensional monitoring.
- Heat treatment (quenching/tempering for tool steel, nitriding for 38CrMoAl) with hardness testing.
- Surface treatment (mai te mea e, e tano) with adhesion testing.
- CMM dimensional inspection (full tolerance verification).
- Dynamic balance testing (ISO 1940-1:2016) – vibration amplitude <0.1mm at max operating speed.
- Final visual inspection and certification (material traceability, dimensional report, hardness report).
All quality control data is retained for 10 matahitis, ensuring full traceability for regulatory compliance (IATF 16949 for automotive, FDA for medical).
Haapiiraa: HIP Material Screws Reduce Downtime for Ceramic-Filled PEEK Extrusion (USA)
A US aerospace component manufacturer was facing frequent screw failures (every 3 ava'e) when extruding ceramic-filled PEEK (30% alumina filler) for aircraft parts:
- Te mau fifi matamua:
- W6Mo5Cr4V2 screws wore out rapidly (flight tip wear >1mm in 3 ava'e) due to ceramic abrasion.
- Unplanned downtime (8 hours per screw replacement) – lost production of $15,000 per downtime event.
- Inconsistent part dimensions (due to increasing screw clearance) – 15% scrap rate.
- Excellence Solution: Custom HIP-processed W6Mo5Cr4V2 screw components with tungsten carbide coating, groove depth ratio 1.4 (high torque), and barrier flight design.
- Nga hua i muri a'e i te faautaraa:
- Screw service life extended to 36 ava'e (12x longer than original screws).
- Unplanned downtime reduced by 92% (1 downtime event per 3 years vs. 4 per year).
- Ua faaitihia te faito o te mau hu'ahu'a 1% (consistent part dimensions due to minimal screw wear).
- Annual cost savings of $180,000 (downtime + material + screw replacement costs).
- ROI achieved in 8 ava'e (screw cost $2,800 vs. annual savings $180,000).
The plant engineering manager commented: “Excellence’s HIP material screws have transformed our PEEK extrusion process. We no longer worry about unplanned downtime, and our part quality has improved to meet aerospace industry tight tolerances (±0.01mm). This has allowed us to secure 2 new aerospace contracts worth $2M annually.”
Faautaraa, Tāuru & Replacement Guidelines
1. Screw Installation Best Practices
E haapapu te faautaraa tano i te ohipa maitai roa ' ' e e e arai i te ahu oioi:
- Horoi maitai i te farii extruder (tatara i te toea o te mau tao'a tahito) Hou a tuu ai i te hi'o apî, a faaohipa i te hoê amo tamâ e te hoê rave'a tamâ i te maa (FDA- no te mau rave'a rapaauraa ma'i/te mau rave'a rapaauraa).
- Hi'opo'a i te farii no te mau ahu (faito i te diameter o roto o te farii) – mono i te farii mai te mea e, ua faati'ahia >0.5mm (e faatupu te tamâraa rahi roa i te mau tao'a e te ereraa i te anoiraa).
- A faauta i te hi'o ma te faaohipa i te hoê tao'a faateitei (A ape i te toparaa aore ra te vavahiraa i te mau manureva) – a tata'i i te hi'o i ni'a i te mau titauraa a te taata hamani (I te rahiraa o te taime 300-500 Nm).
- Hi'opo'a i te tu'atiraa (ma te faaohipa i te hoê tapa'o niuniu) – e mea ti'a ia <0.02mm i te mata o te hi'o.
- A rave i te hoê hororaa maro (aita e tao'a) i te vitiviti iti (50 rpm) nō 10 minuti – hi'opo'a i te reo/te aueueraa fenua huru ê (te faaite ra i te hape).
Excellence provides a detailed installation manual with photos and torque specifications for all screw models.
2. Preventive Maintenance for Screw Components
Regular maintenance extends screw life and maintains performance:
- Te haapa'oraa i te mau mahana atoa:
- Clean the screw after production (purge with cleaning compound) to remove material residue (prevents carbonization and corrosion).
- Inspect screw tip and mixing elements for wear/damage (visual check during purge).
- Te haapa'oraa i te ava'e:
- Measure screw flight clearance (barrel inner diameter – screw outer diameter) – record data to track wear rate.
- Lubricate screw coupling (use high-temperature grease, FDA-compliant if needed).
- Check for material buildup in dead zones (Te mau hu'ahu'a, te mau manureva) – clean with a brass brush (avoid scratching flight surfaces).
- Quarterly Maintenance:
- Remove the screw for full inspection (A faito i te matotoraa o te manureva, hi'opo'a i te ino/te vavahiraa).
- Te mau ahu iti Polish i ni'a i te mau mana'o manureva (ma te faaohipa i te hoê api 400-grit) no te faaho'i faahou mai i te parau mau.
- Hi'opo'a i te ahu no te mau ahu (mono mai te peu e e titauhia no te tapea i te vahi maitai roa ' ' e).
3. Te mau titauraa no te mono
A mono i te mau tuhaa o te hi'o ia:
- Te ahu o te manureva >1mm (E faatupu te reira i te hoê anoiraa ino e te hoê faahopearaa e ere i te mea tano).
- Te mau apoo corrosion >0.5mm hohonu (Te atâtaraa ia viivii te mau tao'a e te pau o te hamaniraa).
- Te mau vahi i roto i te mau manureva aore ra te uho (te atâtaraa o te parururaa – te atâtaraa ia vavahi i te hi'o i te taime o te ohipa).
- Te tamâraa >0.8mm (E faaiti te taheraa o te mau tao'a i te aravihi o te extruder na roto i te >20%).
- Te ino o te mau tao'a (Te tauiraa MFR >10%) – te faaite ra i te ereraa i te anoiraa no te mau manureva veve.
E horoa te maitai i te hoê taviniraa hi'opoaraa (i ni'a i te tahua itenati e aore râ, i ni'a i te lab) no te hi'opo'a i te ahu e no te faaite i te taime no te mono.
FAQs no ni'a i te mau rave'a maitai roa a'e
Q: Can Excellence customize screw components for non-standard extruder sizes (e.g., 65mm, 90mm te rahi)?
TE: ae. Excellence manufactures screw components for all standard extruder diameters (15mm to 200mm) and custom diameters (per customer drawings). We also produce twin-screw components (co-rotating and counter-rotating) for compounding extruders, with pitch sizes from 10mm to 100mm.
Q: What is the lead time for custom screw components (ma'itiraa materia + groove depth ratio + specialized design)?
TE: Standard screw components (38CrMoAl, 1.55 groove depth ratio) e taime no te 2-3 hebedoma. Ngā hu'ahu'a matauhia (HIP materials, specialized groove depth ratio, Te mau hu'ahu'a) teitei 4-6 hebedoma. Te hamaniraa vitiviti (1-2 weeks for standard, 3 weeks for custom) e roaa mai no te tahi atu 25% fee.
Q: Does Excellence provide material testing reports for screw components?
TE: ae. All screw components come with a material certificate (certificate of analysis – COA) verifying material grade, te etaeta, e te hamaniraa i te mau tao'a tahi. No te mau tao'a HIP, te horo'a atoa nei matou i te mau parau faataa no ni'a i te HIP (Ti'aturi, porosity) e te mau tamataraa aita e haamou (NDT) mau parau faataa (Te mau hi'opo'araa ultrasonic no te mau hape i roto).
Q: Nahea e ti'a ai ia'u ia ma'iti i te mau materia ti'a no ta'u faaohiparaa?
TE: Te horoa nei te pǔpǔ aravihi a Excellence i te hoê arata'iraa no te ma'itiraa i te mau materia tamoni ore ia au i te:
- Te huru o te mau tao'a (virgin/faahou-faahou-hia, faaî/aita i faaî, corrosive/aita e ino).
- Te anuvera o te extrusion (Te mau hu'ahu'a teitei vs. polymers ti'araa).
- Te buka hamaniraa (24/7 ohipa vs. te hamaniraa).
- Moni here (vs. te taatoaraa o te mau haamau'araa).
Te horoa atoa nei matou i te hoê faanahoraa tamataraa (30-hi'opo'araa i te mahana o te hoê hi'oraa) ia hi'opo'a te feia hoo tao'a apî i te ohipa hou a hoo mai ai i te mau tao'a taatoa.
Q: Eaha te ti'aturiraa e horo'ahia ra no te mau hu'ahu'a maitai roa a'e?
TE: Warranty ti'araa: 12 ava'e no te 38CrMoAl e te 316L, 24 ava'e no te mau W6Mo5Cr4V2 e te mau tao'a HIP (Te tapo'i nei te reira i te mau hape o te hamaniraa e te ahu oioi <0.5mm i te matahiti matamua). Warranty faarahihia (36 ava'e) e roaa mai no te tahi atu 15% fee, e tae noa'tu i te mau hi'opo'araa ahu matahiti.
Hau atu i te piti ahuru matahiti, Ua haamau te mau hu'ahu'a hi'o maitai roa ' ' e i te faito o te ohipa tapihooraa no te patoi i te ahu, parururaa i te ino, e te ha'utiraa taa ê. Te faaohipa ra anei outou i te PE/PP, corrosive chemicals, te mau polymers no te maa, e aore râ, te mau hu'ahu'a ve'ave'a teitei, ua hamanihia ta tatou mau hi'o no te faarahi i te taime, faaiti i te mau haamâu'araa, e te haamaitai i te huru o te mau tao'a. A haafatata ' tu i ta matou pǔpǔ aravihi i teie mahana no te ani i te hoê aparauraa no nia i te hoê hoho'a hi'o e te hoê parau faahiti i nia i ta outou mau hinaaro no te ohipa.
