You use aMisini Extrusion pelesitikito make plastic into long shapes. ‘Oku teke‘i ‘e he mīsiní ‘a e pelesitikí ‘i ha mate .. Ko e founga ko 'eni 'oku 'i ai ha ngaahi sitepu lalahi si'isi'i .:
Teuteuʻi ʻa e mīsiní ʻaki hono uta mo fakamāfanaʻi ia .. Control how the plastic moves through the machine.
Fix problems to keep everything working well.
About53%of plastic makers use extrusion machines, so knowing each step shows why it is important.
Ngaahi Meʻa Tefito ʻoku ʻAve
Learn about the main parts of afaka'auha 'o e pelesitikimachine. Each part helps turn raw plastic into finished items.
Pick thebest plastic for your project. The type of plastic changes how it melts and moves. This affects how good the final product is.
Watch the feeding and melting steps closely. Keep moisture and temperature at the right levels. This stops problems like bubbles and weak spots.
Check the pressure during extrusion. Good pressure control keeps the shape and size correct. This makes sure the plastic products are high quality.
Usequality checks at every step. Regular checks help find problems early. This makes sure the products are strong and look good.
Plastic Extrusion Machine Overview
Ngaahi Konga Tefito
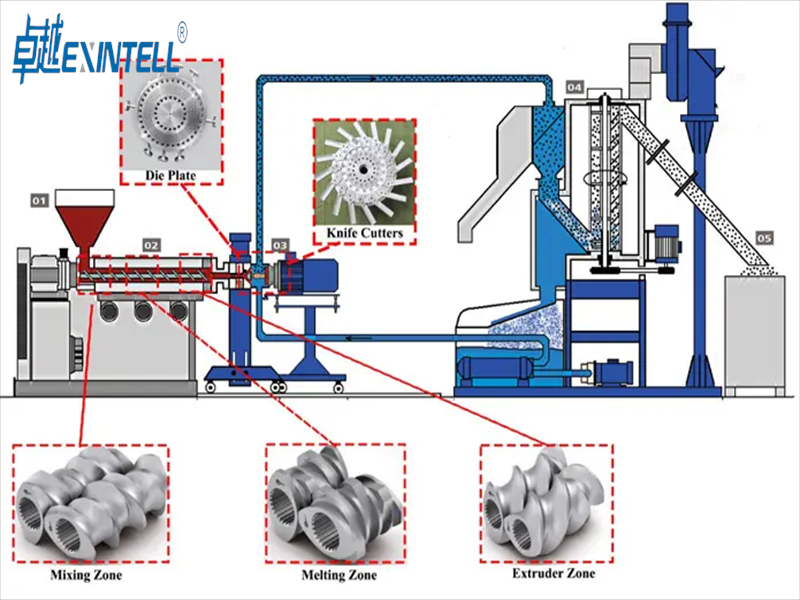
When you look at aplastic extrusion machine, you see many important parts. Each part helps change raw plastic into finished items. The hopper holds the plastic before the process starts. The barrel and heaters melt the plastic so it can move easily. The screw pushes the melted plastic forward. The die shapes the plastic into what you want. Cooling mechanisms help the plastic keep its shape after it leaves the die.
Taupotu ki mu'a: Always check these parts for damage or wear before you start the machine.
Cools the plastic with air chillers or cooling tanks.
Metal Die
Shapes the melted plastic into the final form.
HA meʻa fakaʻauha pelesitikimachine makes sure the plastic moves through each part in the right order. If you keep the machine clean and take care of it, you will have fewer problems when making things.
The plastic you choose changes how it melts, flows, and cools. LDPE and HDPE are flexible and strong. Polypropylene has a high melting point and does not break easily. PVC is tough and good for building things. Polystyrene is stiff and used for packaging. ABS looks nice and feels smooth. Nylon is very strong. Polycarbonate does not get damaged by heat or scratches. PET is best for food and drink bottles.
Tohi'i: The plastic you pick affects how it moves during extrusion. Good materials help stop buildup in the die and keep the final product free from defects.
You need to pick the right plastic for your project. Additives can make the plastic stronger or protect it from sunlight. If you prepare the materials well, the plastic will flow smoothly and the products will be high quality.
Extrusion Process Steps
Fafanga & Vaia
You start the extrusion process by feeding raw plastic into the extruder. The hopper holds the plastic, which can be in the form of pellets, ngaahi foʻi maka, or powders. As you load the material, you must make sure it is dry and free from moisture. If you skip this step, you may see bubbles or weak spots in the final product. The plastic moves from the hopper into the barrel, where heaters begin to warm it up.
The melting stage is very important for the quality of the extruded plastic. You want the plastic to melt evenly so the finished product looks smooth and strong. Here are some key points to remember:
Moisture control is essential because leftover water can cause bubbles or even break down the plastic.
Ko hono fefiofi totonu 'o e ngaahi me'a tanaki atu 'oku ne fakapapau'i 'oku ma'u 'e he pelesitiki 'a e lanu totonu mo e malohi ..
Kuo pau ke ke fokotuʻu ʻa e mafana totonu ki he faʻahinga pelesitiki ʻokú ke fakaʻaongaʻí .. ʻOku vaia ʻa e pelesitiki takitaha ʻi ha mafana kehekehe .. 'Oku fakahaa'i 'e he tepile 'i lalo 'a e ngaahi 'atakai 'o e mafana 'o e melt angamaheni ki he ngaahi pelesitiki angamaheni .:
Fa'ahinga pelesitiki
Vai 'a e mafana 'o e 'atakai (°C)
HDPE
120–130
LDPE
105–115
Polikaponeiti (PC)
230–260
Polypropylene (PP)
130–170
PEEK
320–350
MONUMANU OHI
250–260
ABS
105–115
Nylon (PA)
190–350
Polystyrene (PS)
takatakai 120
Kapau te ke pule'i 'a e ngaahi sitepu 'o e fafanga mo e melting ., te ke ma'u ha tafe lelei 'o e pelesitiki vaia .. 'Oku tokoni 'eni ki he founga 'o e extrusion ke lele 'o 'ikai ha palopalema pea 'oku ne 'oatu kiate koe ha koloa faka'osi lelei ange ..
Sikalu & Ngaue 'a e Pa'ale
Ko e taimi pe 'oku kamata ke vaia ai 'a e pelesitiki ., kamata ke vilo ʻa e sikulu ʻi loto ʻi he paá .. Ko e sikulu ko e loto ia 'o e extruder .. ʻOkú ne ʻunuakiʻi ʻa e pelesitikí ki muʻa ., fefiofi ia, pea tokoni ke ne vaia kakato .. The screw and barrel work together to make sure the plastic heats up evenly and flows smoothly.
You can think of the screw as having three main jobs:
It moves the solid plastic from the hopper toward the heaters.
It melts the plastic by pressing it against the hot barrel.
It pumps the melted plastic forward so it can be shaped.
The design of the screw and barrel affects how well the plastic mixes and melts. Some screws have special zones for feeding, vaia, and mixing. This design helps you get a steady flow of melted plastic. Hangē ko 'eni, in a toy factory, the screw and barrel help make smooth, perfect partsfor action figures. In a phone case factory, they help create shiny, flawless cases every time.
You also need to set the right screw speed. High-speed extruders can melt more plastic at once, but they need longer melting sections and special designs. Some machines can run at speeds up to 1500 rpm and produce thousands of pounds of plastic per hour. If you use the right screw speed and design, you will get a steady, high-quality output from your extrusion process.
Pressure & Vaia
As the melted plastic moves through the extruder, pressure builds up inside the barrel. This pressure is very important for the profile extrusion process. It helps push the melted plastic through the die and gives the product its shape.
In the transition zone, pressure rises and a melt film forms, which is critical for initiating the melting process. In the metering zone, stable pressure is necessary to ensure that the material is fully molten and homogenized, driving consistent output.
'Oku ke pule'i 'a e 'omi 'aki hono fakatonutonu 'a e vave 'o e sikulu .. 'Oku fua 'e ha sensor 'o e 'omi 'a e 'omi 'i loto 'i he extruder .. Kapau 'e fu'u ma'olunga pe fu'u ma'ulalo 'a e pressure ., 'oku liliu 'e he misini 'a e vave 'o e sikulu ke tauhi 'a e me'a kotoa pe ke tu'uma'u. ‘Oku tauhi ‘e he me‘á ni ‘a e pelesitiki kuo vaiá ‘i he mafana totonú mo e tafe ..
Mate 'a e 'omi 'o e 'omi 'o e koloa .. Kapau 'oku fu'u ma'ulalo ., 'e 'ikai ke fa'u lelei 'a e fotunga. Kapau 'oku fu'u ma'olunga ., 'e lava ke fula pe fakakovi 'a e pelesitiki.
'Oku tokoni 'a e 'omi 'o e mui ke fefiofi 'a e pelesitiki pea tauhi 'a e melt ke tatau ..
'Oku tauhi 'e he ngaahi pule 'o e 'omi mo e ngaahi me'angaue malu hange ko e ngaahi palaka rupture 'a e founga 'o e extrusion ke malu mo 'ata'ata ..
Kapau 'oku 'ikai ke ke mapule'i 'a e 'omi ., te ke sio nai ki he ngaahi palopalema hangē ko e .:
Kuo pau ke ke siofi 'a e 'omi 'o e ofi lolotonga 'a e founga 'o e extrusion .. Ko e mapule'i lelei 'o e 'omi 'oku tokoni ia ke ke ma'u 'a e fotunga totonu ., fālahi, mo e funga 'o e 'osi ki ho'o ngaahi koloa pelesitiki .. 'Oku ne tauhi foki 'a e founga extrusion 'o e fakamatala 'oku lele lelei mo malu ..
Fakafōtunga mo e Fakamokomoko .
Mate Fakafōtunga
'Oku ke tataki 'a e pelesitiki molten 'i he mate 'i he ngata'anga 'o e . ko e meʻa fakaʻata. 'Oku fa'u 'e he mate 'a e pelesitiki ki he fotunga 'oku ke fie ma'u .. Ko e fotunga mo e lahi 'o e mate . fakapapau'i 'a e sio faka'osi 'o ho'o extrusion .. Kapau 'oku ke fie ma'u ha paipa faingofua ., 'oku ke ngaue'aki ha mate angamaheni .. Mo e ngaahi fakamatala faingata'a, 'oku ke to'o ha mate makehe mo e siometi makehe .. Ko e loloa 'o e kelekele ., 'a ia ko e mama'o mei he hū'anga mate ki he hū'anga ., tokoni ke tauhi 'a e fotunga mo e tu'unga tatau 'o e pelesitiki extruded .. Kuo pau ke ke fakapapau'i 'oku fe'unga 'a e mate mo ho'o ngaahi fie ma'u koloa .. Kapau te ke fili 'a e totonu mate ., 'oku ke ma'u ha ola 'oku malimali mo tu'uma'u ..
'Oku fakahoko 'e he mate ha fatongia lahi 'i he founga extrusion .. 'Oku ne pule'i 'a e tafe mo e fotunga 'o e pelesitiki 'i he'ene mavahe mei he extruder ..
Ngaahi Founga Fakamokomoko
Hili e mavahe 'a e pelesitiki mei he mate ., 'oku ke fakamokomoko'i vave ia ke tauhi hono fōtunga .. Ko e fakamokomoko 'oku ne ta'ofi 'a e pelesitiki mei he deforming .. Te ke lava ʻo fakaʻaongaʻi ʻa e ngaahi meʻa fakamokomoko ʻea pe ngaahi kaukau vai .. 'Oku ngaue lelei 'a e kaukau vai ki he lahi taha 'o e ngaahi laine extruder koe'uhi he 'oku nau fakamokomoko'i 'a e pelesitiki vave mo tatau .. 'Oku lelei 'a e 'ea fakamokomoko ki he ngaahi koloa 'oku fie ma'u ha pa ki he molumalu ange .. Kuo pau ke ke puleʻi ʻa e vave ʻo e fakamokomoko .. Kapau te ke fakamokomoko'i 'a e pelesitiki 'oku fu'u vave ., 'e lava ke mafesifesi. Kapau te ke fakamokomoko'i ia 'o fu'u tuai ., 'e lava ke warp. Ko e fakamokomoko ko ha sitepu mahuʻinga ia ʻi he . founga ngaue.
Founga Fakamokomoko
Founga ʻo ʻEne Ngāué
Lelei Taha Mo
Kaukau Vai
Fakauku extrudate
Ngaahi paipa, paipa, ngaahi fakamatala
Meʻa Fakamokomoko ʻEa
Puhi'i 'a e 'ea momoko .
Ngaahi la'ipepa, ngaahi filimi
Fakalahi ki he Tu'uma'u
'Oku ke ngaue'aki . sizing me'angaue totonu hili 'a e mate . ke tauhi 'a e fotunga mo e lahi 'o e pelesitiki extruded .. Ngaahi 'iuniti fakafuofua, hange ko e vekiume pe ngaahi me'angaue 'oku fakamokomoko'i 'aki 'a e vai, tokoni ke fakatu'uma'u 'a e koloa .. 'Oku ta'ofi 'e he ngaahi 'iuniti ko 'eni 'a e warping pea fakapapau'i 'oku fetaulaki ho'o extrusion mo e ngaahi fua pau .. Kuo pau ke ke faʻa vakaiʻi ʻa e lahí .. 'Oku tokoni 'a e taimi mo'oni 'o e siofi 'o e mafana mo e 'omi ke ke tauhi 'a e tolerances fufuu'i .. Kapau 'oku ke ngaue 'i he ngaahi ngaue'anga hange ko e me'alele pe fakafaito'o ., 'Oku ke fie ma'u 'a e tonu ma'olunga. 'E lava ke fakatupu 'e he fanga ki'i liliu iiki 'i he founga extrusion 'a e ngaahi kovi pe maumau .. Mo e ngaahi naunau 'e ni'ihi ., 'e lava ke ke a'u ki he ngaahi kataki 'o hange ko e fufuu'i 'o e . +/-.001′′. 'E fie ma'u nai 'e he ngaahi pelesitiki molumalu ange 'a e ngaahi kataki lahi ange ..
'Oku mahu'inga 'aupito hono a'usia 'o e ngaahi kataki fufuu 'i he extrusion 'o e pelesitiki ..
Calibration me'angaue mo e kaukau fakamokomoko pule'i 'a e ngaahi tu'unga solidification ..
Precision matters in automotive, faito'o, and construction products.
Small variations can lead to defects and wasted materials.
Consistent sizing keeps your extruder running smoothly and helps you produce high-quality plastic products every time.
Cutting and Finishing in Plastic Extrusion Machinery
Cutting Techniques
When you useplastic extrusion machinery, you have to cut the plastic after it cools. Cutting happens once the plastic leaves the extruder and is solid. There are different ways to cut the plastic. Rotary cutting uses a spinning blade to slice the plastic. Stationary cutting uses a blade that does not move. The way you cut changes how neat your cuts are and how much plastic you waste. 'Oku faka'aonga'i 'e he ngaahi misini 'e ni'ihi 'a e leisa pe ultrasonic motuhi ki he motuhi pau 'aupito mo e si'isi'i ange 'a e veve ..
'Oku liliu 'e he motuhi 'o e Rotary mo e tu'u ma'u 'a e founga 'oku maau mo maumau ai 'a e founga ngaue ..
'Oku hanga 'e he leisa mo e ultrasonic 'o e motuhi 'o ma'a 'aupito 'a e ngaahi tafa'aki mo e fufuu'i lahi ..
Ko hono fakamokomoko'i 'o e pelesitiki kimu'a pea toki motuhi 'oku mahu'inga .. Kapau te ke fakamokomoko vave ia ., 'oku 'asi lelei ange 'a tu'a ka 'e lava ke stress 'a loto .. ʻOku tokoni ʻa e fakamokomoko māmālié ke kei tatau pē ʻa e fōtungá ..
Ko e fakamokomoko 'o e 'ea pe kaukau vai 'oku ne 'ai ke fefeka 'a e pelesitiki kimu'a pea ke motuhi ia ..
'Oku ke fōtunga 'a e pelesitiki 'aki ha mate ., fakamokomoko ia, pea toki kosi ia ki he lahi totonú .. Ko e founga kotoa ko 'eni 'oku ne liliu 'a e founga 'oku liliu ai ho'o koloa .. Kapau 'oku ke fie ma'u 'a e ngaahi size pau 'aupito ., te ke fie maʻu nai ha ngaahi meʻangāue makehe pe ngaahi founga kehe ke motuhi ..
Faka'osi 'o e funga
Hili ho'o kosi 'a e pelesitiki ., te ke lava ʻo ʻai ke hā mo ngāue lelei ange. Faka'osi 'o e fungahelps your products look nice and last longer. There are many ways to finish the surface, and each one does something special.
You can make parts in special colors or even use more than one color on a product.
Co-extrusion / tri-extrusion
You combine layers of different plastics for special features in one profile.
Notching and drilling
You add holes or shapes after extrusion.
Plastic gluing and taping
You join parts with glue or tape during or after the process.
Tuki
You make cutouts or special shapes to match your design.
Plastic forming
You bend or shape the plastic using heat or pressure.
Heat welding
You join plastic pieces with heat and pressure for strong assemblies.
Surface finishing makes your products smooth and nice to touch. It also makes them stronger and easier to clean. Good finishes keep the colors bright and help your products last longer.
Taupotu ki mu'a: Picking the right surface finish can help your plastic products look great and meet tough rules.
Pule'i 'o e tu'unga lelei
You need to check your products at every step when you use extrusion. Quality control starts with the raw plastic. You look at the plastic before it goes into the machine to make sure it is clean and strong. While the machine is running, you watch the temperature, fakamālohi, and speed to keep things steady. After you cut and finish the plastic, you check the final product for color, fālahi, and strength.
You check the plastic for purity and quality before extrusion.
Monitoring During Extrusion
You track temperature, fakamālohi, and speed for steady output.
Final Product Inspections
You look for color, fālahi, and strength in the finished plastic.
Someproblems you might seeare die swell, warping, rough surfaces, color changes, dirty spots, uneven sizes, bubbles, shrinking, melt fracture, and die lines. By checking each step, you make sure your factory makes strong and good-looking products every time.
Kapau 'oku ke 'ilo'i 'a e me'a 'oku hoko 'i he siteisi takitaha ., te ke lava ʻo fakaleleiʻi vave ange ʻa e ngaahi palopalemá. Te ke lava foki ʻo ngaohi hoʻo ngaahi koloá ke lelei ange .. Ko e kau fakalele ako pea ko hono ngaue'aki 'o e ngaahi to'onga lelei 'oku tokoni ia ke ke ma'u ha me'a lahi ange mei ho'o pelesitiki . misini faka'auha. Kapau 'oku ke fie fakalelei'i 'a e ngaahi fehalaaki pe fakalelei'i 'a e ngaahi me'a ., vakai ki he ngaahi sitepu ko ʻení ki ha tokoni ..
FAQ
Ko e hā ʻa e taumuʻa tefito ʻo ha misini extrusion pelesitiki .?
'Oku ke faka'aonga'i ha misini extrusion pelesitiki ke fa'u 'a e pelesitiki mata ki he ngaahi fotunga loloa .. Ko e ngaahi foomu ko 'eni 'e lava ke paipa ., paipa, pe ngaahi la'ipepa .. ʻOku fakavai ʻe he mīsiní ʻa e pelesitikí .. Pea ‘okú ne teke‘i ia ‘i ha mate .. 'Oku fakatupu 'e he me'a ni 'a e fotunga 'oku fie ma'u ..
'Oku anga fefe ho'o fili 'a e pelesitiki totonu ki he extrusion .?
‘Oku ke to’o ‘a e pelesitiki ‘o makatu’unga ‘i he ngaahi fiema’u ‘a e koloa .. Hangē ko 'eni, ngaue'aki 'a e PVC ki he ngaahi paipa. Ngaue'aki 'a e PET ki he ngaahi hina .. Vakai'i 'a e melting point mo e malohi .. 'E lava ke fakalelei'i 'e he ngaahi me'a tanaki 'a e lanu ., fe'unu'aki, pe UV fakafepaki ..
Ko e hā ʻoku ʻi ai ai ha ngaahi pupula pe ngaahi feituʻu ʻoku ʻikai ke lelei ʻa e pelesitiki extruded ʻi he taimi ʻe niʻihi .?
Ko e ngaahi pupula pe ngaahi feituʻu kovi ʻoku faʻa ʻuhinga ia naʻe ʻi ai ha momoko ʻi he pelesitikí .. Mahalo ʻoku toe ʻuhinga ia naʻe ʻikai ke ne vaia tatau .. 'Oku totonu ke ke fakamomoa 'a e naunau 'o e raw .. Seti foki 'a e mafana totonu .. ‘Oku tokoni eni ke ke ma‘u ha ., koloa malohi.
'E lava ke ke toe faka'aonga'i 'a e pelesitiki 'aki ha misini extrusion .?
ʻIo, te ke lava toe ngāue‘aki ‘a e pelesitikí ‘o ngāue‘aki ko ha mīsini fakaʻauha. Koe fafanga fakama'a ., shredded 'a e veve pelesitiki ki he hopper. ‘Oku vai ‘a e mīsiní pea toe fakafōtunga ia ki ha ngaahi koloa fo‘ou .. ‘Oku fakasi‘isi‘i ai ‘a e maumaú pea fakahaofi ai ‘a e ngaahi ma‘u‘anga tokoní ..
'Oku anga fefe ho'o tauhi 'a e founga extrusion ke malu .?
'Oku ke tauhi 'a e founga ke malu 'aki hono vakai'i 'a e mafana ., ngaahi tenge, mo e ngaahi konga ‘o e mīsiní ‘oku fa‘a .. Ngāue‘aki ‘a e ngaahi me‘a malu‘í pea tui ‘a e ngaahi me‘a malu‘í .. Muimui ma’u pe ki he ngaahi fakahinohino malu ‘a e misini .. This helps prevent accidents.