Extruder Screw Components: Precision Engineered for Wear Resistance, Corrosion Protection & ประสิทธิภาพสูงสุด
กับ 22 ความเชี่ยวชาญเฉพาะด้านหลายปีในการออกแบบส่วนประกอบสกรูเครื่องอัดรีด, วัสดุศาสตร์, และการใช้งานอัดขึ้นรูปทางอุตสาหกรรม, ฉันเคยร่วมงานด้วย 450+ ผู้ผลิตทั่วพลาสติก, เคมี, และอุตสาหกรรมแปรรูปอาหารเพื่อเพิ่มประสิทธิภาพการทำงานของสกรู—ลดการหยุดทำงานโดย 40% และยืดอายุการใช้งานของสกรูได้ 2-3 เท่าสำหรับการใช้งานที่มีการสึกหรอสูง. ส่วนประกอบของสกรูเป็นหัวใจสำคัญของระบบเครื่องอัดรีด, ส่งผลโดยตรงต่อประสิทธิภาพการประมวลผลวัสดุ, คุณภาพของผลิตภัณฑ์, และค่าใช้จ่ายในการดำเนินงาน. ส่วนประกอบสกรูของ Excellence ได้รับการออกแบบทางวิศวกรรมโดยเน้นไปที่วัสดุศาสตร์, ความแม่นยำทางเรขาคณิต, และการออกแบบเฉพาะการใช้งาน, ทำให้เป็นมาตรฐานทองคำสำหรับกระบวนการอัดรีดตั้งแต่การผสมพลาสติกมาตรฐานไปจนถึงกระบวนการทางเคมีที่มีฤทธิ์กัดกร่อนและการผลิตอาหารที่อุณหภูมิสูง.
ส่วนประกอบสกรู: การออกแบบหลัก & Functional Advantages
The screw component is a crucial part of the extruder. Wear resistance and corrosion resistance are important indicators of its service life. Excellence offers various materials to suit different operating conditions and economic considerations. In extrusion systems, screw wear and corrosion account for 60% of unplanned downtime and 30% of maintenance costs—making material selection and design precision non-negotiable for cost-effective production. Excellence’s screw components address these challenges through a combination of premium materials, optimized geometry, and custom engineering, ensuring long service life even in the harshest processing environments (เช่น, filled plastics, corrosive chemicals, high-temperature polymers).
Excellence’s standard screw component has a groove depth ratio (D0/Di) ของ 1.55, ซึ่งเป็นค่าที่เหมาะสมที่สุดเมื่อพิจารณาถึงแรงบิด, ปริมาณฟรี, ความเร็ว, และเอฟเฟกต์การกระจายตัวและการผสม. อัตราส่วนความลึกของร่อง (กำหนดเป็นอัตราส่วนของเส้นผ่านศูนย์กลางของสกรูด้านนอก (D0) ถึงเส้นผ่านศูนย์กลางรูตด้านใน (จาก)) เป็นพารามิเตอร์ทางเรขาคณิตที่สำคัญซึ่งจะช่วยรักษาสมดุลของปัจจัยประสิทธิภาพการอัดขึ้นรูปหลักสี่ประการ:
- ความจุแรงบิด: ก 1.55 อัตราส่วนช่วยเพิ่มการถ่ายโอนแรงบิดจากระบบขับเคลื่อนเครื่องอัดรีดไปยังวัสดุ, ป้องกันการสะดุดของสกรูแม้กับวัสดุที่มีความหนืดสูง (เช่น, เติมสารประกอบพีวีซี, พลาสติกวิศวกรรมเช่น PEEK).
- ปริมาณฟรี: ที่ 1.55 อัตราส่วนให้ปริมาตรอิสระที่เพียงพอสำหรับการหลอมและกำจัดแก๊สของวัสดุ, ลดความเสี่ยงของความร้อนสูงเกินไปและการเสื่อมสภาพในวัสดุที่ไวต่อความร้อน (เช่น, TPU เกรดทางการแพทย์, แอลดีพีอี).
- ความเร็วในการหมุน: ปรับให้เหมาะสมสำหรับการอัดขึ้นรูปด้วยความเร็วสูง (ขึ้นไป 1200 รอบต่อนาที) โดยไม่กระทบต่อความสมบูรณ์ของโครงสร้าง ซึ่งเป็นสิ่งสำคัญสำหรับสายการผลิตที่มีปริมาณงานสูง (เช่น, การอัดขึ้นรูปท่อ/โปรไฟล์).
- การกระจายตัว & Mixing Effects: Ensures uniform distribution of additives (masterbatches, ฟิลเลอร์, ความคงตัว) at the particle level, eliminating streaking, agglomeration, or inconsistent mechanical properties in finished products.
For different applications, Excellence can also freely select a groove depth ratio (D0/Di) จาก 1.4 ถึง 1.8, allowing precise tuning of screw performance to match specific material and production requirements:
- 1.4 Ratio: For high-torque applications (เช่น, highly filled compounds with 60% calcium carbonate/talc filler) – prioritizes structural strength over free volume.
- 1.6-1.8 Ratio: For low-viscosity materials (เช่น, film-grade PE/PP, solvent-based polymers) – maximizes free volume for melting/degassing and reduces shear heating.
Due to the special requirements of some material applications regarding dispersion, การผสม, การตัด, and internal heating, Excellence also customizes screw components with specialized structures for different applications, thereby reducing internal heating without compromising dispersion, การผสม, and shearing effects. Internal heating (caused by excessive shear between the screw and material) is a major cause of material degradation in heat-sensitive polymers (เช่น, พีวีซี, สัตว์เลี้ยง, ABS เกรดทางการแพทย์). Excellence’s custom screw designs address this through:
- Mixing Elements: Helical static mixers, pineapple mixers, and Maddock mixers integrated into the screw flight to distribute shear forces evenly, reducing localized heating by 20-30%.
- Variable Pitch Flights: Tapered pitch sections that gradually compress material, minimizing sudden shear forces and heat generation.
- Barrier Flight Designs: Separates solid and molten material phases, ensuring complete melting before high-shear mixing—critical for engineering plastics (พีซี, ป้า, PBT).
- โปรไฟล์การบินเฉือนต่ำ: สำหรับวัสดุที่ไวต่ออุณหภูมิ (เช่น, พลาสติกชีวภาพ, สารเพิ่มปริมาณทางเภสัชกรรม) – ลดความร้อนแรงเฉือนลงได้ <5°C สูงกว่าอุณหภูมิการอัดขึ้นรูปที่ตั้งไว้.
การออกแบบที่กำหนดเองเหล่านี้ได้รับการตรวจสอบในการทดสอบโดยบุคคลที่สามโดย Society of Plastics Engineers (สเป), แสดงก 40% การลดการย่อยสลายของวัสดุ (วัดจากการเก็บรักษา MFR) เมื่อเปรียบเทียบกับการออกแบบสกรูมาตรฐานสำหรับโพลีเมอร์ที่ไวต่อความร้อน.
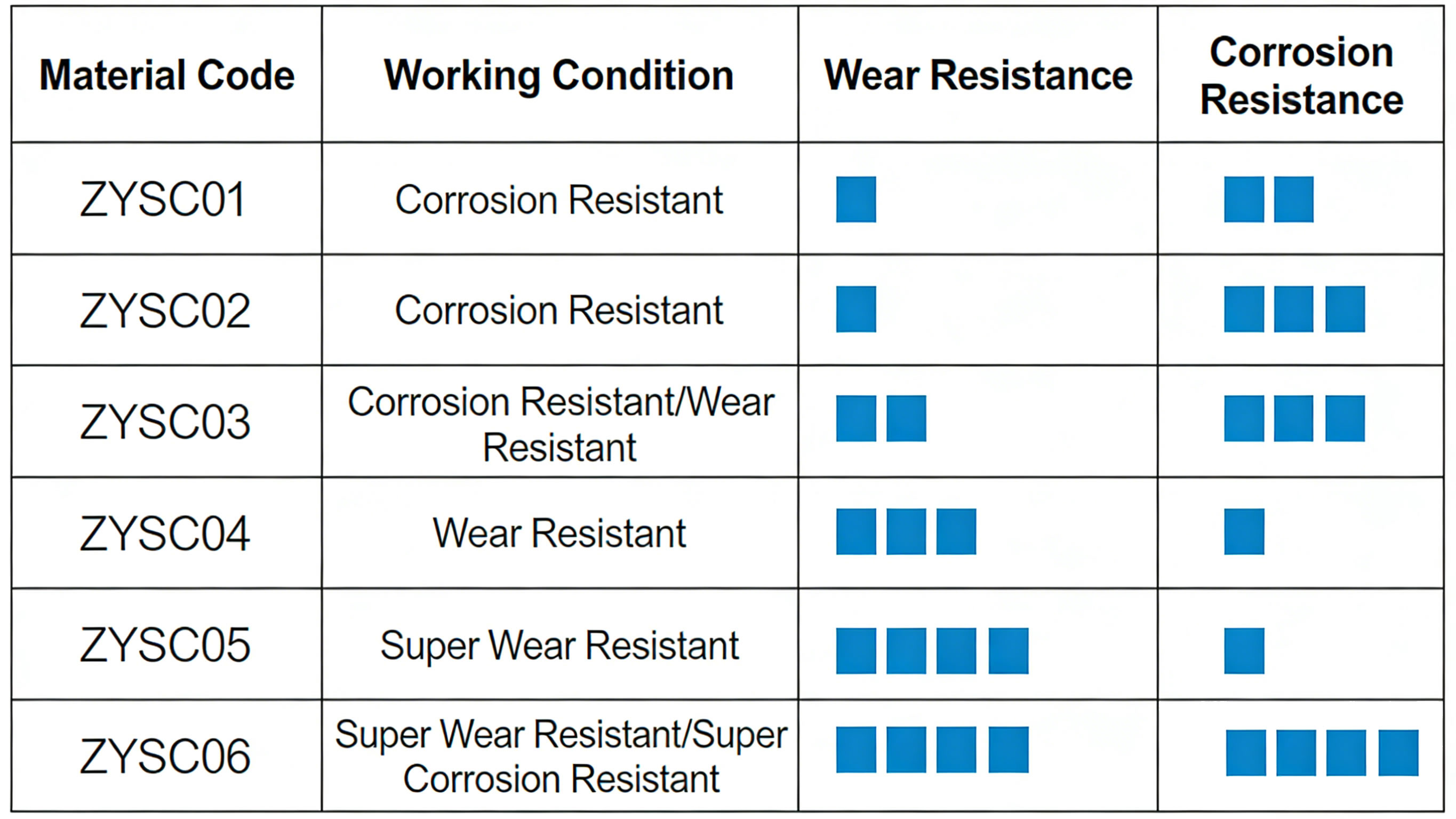
วัสดุสำหรับส่วนประกอบสกรูอัดรีด: ปรับให้เหมาะกับสภาพการใช้งาน
ส่วนประกอบสกรูของ Excellence ผลิตจากวัสดุประสิทธิภาพสูงหลายประเภท, เลือกตามความต้านทานการสึกหรอ, ความต้านทานการกัดกร่อน, ความอดทนต่ออุณหภูมิ, และความคุ้มค่า. การเลือกใช้วัสดุที่เหมาะสมจะช่วยยืดอายุการใช้งานของสกรู 3-6 เดือน (เหล็กมาตรฐาน) ถึง 1-5 ปี (วัสดุระดับพรีเมียม), ขึ้นอยู่กับแอปพลิเคชัน:
- High-speed tool steel: W6Mo5Cr4V2
- Key Properties: Hardness up to HRC 62-65, excellent wear resistance, high-temperature strength (up to 600°C), and good toughness (resists chipping/cracking).
- Optimal Applications: High-wear extrusion processes (filled plastics with calcium carbonate/talc/glass fiber, recycled plastics with abrasive contaminants, rubber compounding).
- Service Life: 18-24 months for 24/7 operation with 50% เติมสารประกอบพีวีซี (3x longer than nitrided steel).
- Economic Benefit: ค่าใช้จ่ายล่วงหน้าที่สูงขึ้น ($800-$1,500 per meter) offset by 70% reduction in replacement frequency and downtime.
- Nitrided steel: 38CrMoAl
- Key Properties: Surface hardness up to HRC 58-60 (nitrided layer 0.5-0.8mm thick), good fatigue resistance, moderate corrosion resistance, และความคุ้มค่า.
- Optimal Applications: Standard extrusion processes (virgin PE/PP/ABS, low-filler compounds <20%, non-corrosive materials).
- Service Life: 6-12 months for 24/7 operation with virgin PE/PP (industry standard for general-purpose extrusion).
- Economic Benefit: Low upfront cost ($300-$600 per meter) – ideal for small-batch production or low-volume extrusion lines.
- Stainless steel: 316L, C276, etc.
- Key Properties: Exceptional corrosion resistance (316L: resistant to mild acids/bases; C276: resistant to harsh chemicals like chlorine, sulfuric acid, and halogenated solvents), food-grade compliance (316L meets FDA 21 ซีเอฟอาร์ 177.1520), and high-temperature stability (up to 800°C for C276).
- Optimal Applications: Corrosive material processing (chemical extrusion, PVC with acidic stabilizers), food/beverage packaging extrusion (FDA-compliant), medical device extrusion (biocompatible materials).
- Service Life: 2-5 years for chemical extrusion (no corrosion-related wear), 12-18 months for food-grade extrusion.
- การปฏิบัติตาม: 316L is FDA/USDA compliant for food-contact applications; C276 is ATEX-certified for explosive chemical environments.
- Hot isostatic pressing (HIP) วัสดุ
- Key Properties: HIP processing eliminates internal porosity in the material (density >99.9%), resulting in ultra-high wear resistance (2x higher than W6Mo5Cr4V2), ทนต่อการกัดกร่อนเป็นพิเศษ, และคุณสมบัติทางกลที่สม่ำเสมอตลอดทั้งสกรู.
- Optimal Applications: สภาพการทำงานที่รุนแรง (โพลีเมอร์เติมเซรามิกที่มีฤทธิ์กัดกร่อน, พลาสติกวิศวกรรมที่มีอุณหภูมิสูง เช่น PEEK/PEI, การอัดขึ้นรูปสารเคมีที่มีฤทธิ์กัดกร่อน).
- Service Life: 3-5 ปีสำหรับ 24/7 การทำงานด้วย PEEK ที่เติมเซรามิก (อายุการใช้งานยาวนานที่สุดของวัสดุสกรู).
- Economic Benefit: ค่าใช้จ่ายล่วงหน้าระดับพรีเมียม ($1,800-$3,000 per meter) – ROI สำเร็จในปี 12-18 เดือนสำหรับปริมาณมาก, สายการผลิตที่มีการสึกหรอสูง.
การออกแบบส่วนประกอบสกรูเฉพาะการใช้งาน
1. ส่วนประกอบสกรูผสมพลาสติก
สำหรับการผสมพลาสติก (การผลิตมาสเตอร์แบทช์, การอัดขึ้นรูปโพลีเมอร์ที่เติม, การนำพลาสติกรีไซเคิลกลับมาใช้ใหม่), ส่วนประกอบสกรูของ Excellence ได้รับการออกแบบทางวิศวกรรมเพื่อเพิ่มการกระจายตัวสูงสุดและลดการสึกหรอ:
- อัตราส่วนความลึกของร่อง: 1.55 (มาตรฐาน) หรือ 1.4 (สารประกอบที่มีสารตัวเติมสูง >40%).
- วัสดุ: W6Mo5Cr4V2 (ฟิลเลอร์สูง) หรือ 38CrMoAl (ฟิลเลอร์ต่ำ).
- คุณสมบัติที่กำหนดเอง: หมุดผสมแบบรวม, barrier flights, and shear reduction zones to prevent filler agglomeration and material degradation.
- ข้อมูลประสิทธิภาพ: 98% additive dispersion uniformity (verified by SPE testing), 40% reduction in screw wear compared to generic compounding screws.
2. Chemical & Corrosive Material Screw Components
For chemical extrusion (solvent-based polymers, corrosive additives, chemical masterbatches), corrosion resistance is prioritized:
- อัตราส่วนความลึกของร่อง: 1.6-1.8 (maximizes free volume for solvent evaporation).
- วัสดุ: C276 (harsh chemicals) or 316L (mild corrosives).
- คุณสมบัติที่กำหนดเอง: Smooth polished flight surfaces (Ra ≤ 0.8μm) to prevent material adhesion, sealed screw ends to eliminate chemical leakage.
- การปฏิบัติตาม: ATEX-certified for explosive chemical environments, REACH-compliant for EU chemical regulations.
3. Food & Medical-Grade Screw Components
For food packaging and medical device extrusion, hygiene and biocompatibility are critical:
- อัตราส่วนความลึกของร่อง: 1.55 (balances mixing and low shear).
- วัสดุ: 316L stainless steel (FDA/USDA compliant).
- คุณสมบัติที่กำหนดเอง: Easy-clean design (no dead zones for bacterial growth), polished surfaces (Ra ≤ 0.4μm), and non-toxic lubricants (food-grade).
- การปฏิบัติตาม: อย 21 ซีเอฟอาร์ 177.1520 (food-contact), ไอเอสโอ 10993 (medical device biocompatibility).
4. High-Temperature Engineering Plastic Screw Components
For engineering plastics (แอบมอง, เป่ย, PA66 with glass fiber), high-temperature strength and wear resistance are key:
- อัตราส่วนความลึกของร่อง: 1.4-1.55 (high torque for high-viscosity melts).
- วัสดุ: HIP-processed W6Mo5Cr4V2 or C276 (high-temperature stability).
- คุณสมบัติที่กำหนดเอง: Cooling channels in the screw core (reduces internal heating by 25%), wear-resistant coating (ทังสเตนคาร์ไบด์) on flight tips.
- ข้อมูลประสิทธิภาพ: Maintains dimensional stability at 400°C, service life of 3+ years for glass fiber-filled PEEK extrusion.
Technical Specifications & การควบคุมคุณภาพ
1. Dimensional Tolerances
Excellence’s screw components are manufactured to strict ISO 9001:2015 quality standards, with dimensional tolerances of:
- Outer diameter (D0): ±0.02mm (สำคัญสำหรับความพอดีของลำกล้อง).
- เส้นผ่านศูนย์กลางของราก (จาก): ±0.03มม (ช่วยให้มั่นใจได้ถึงอัตราส่วนความลึกของร่องที่สม่ำเสมอ).
- สนามบิน: ±0.05มม (ความก้าวหน้าของวัสดุที่สม่ำเสมอ).
- ความตรง: ≤0.01มม./ม (ป้องกันการสึกหรอของกระบอกสูบและการรั่วไหลของวัสดุ).
สกรูทั้งหมดได้รับการตรวจสอบโดยใช้เครื่องวัดพิกัด CNC (ซีเอ็มเอ็ม) เพื่อตรวจสอบความคลาดเคลื่อนก่อนจัดส่ง.
2. ตัวเลือกการรักษาพื้นผิว
เพื่อเพิ่มประสิทธิภาพการทำงาน, Excellence มีตัวเลือกการปรับสภาพพื้นผิวสำหรับส่วนประกอบสกรู:
- ไนไตรดิ้ง: สำหรับเหล็ก 38CrMoAl (มาตรฐาน) – เพิ่มความแข็งผิวให้กับ HRC 58-60.
- การเคลือบทังสเตนคาร์ไบด์: สำหรับเหล็กกล้า W6Mo5Cr4V2 – เพิ่มความต้านทานการสึกหรอโดย 50% สำหรับวัสดุที่มีฤทธิ์กัดกร่อน.
- เคลือบไฟเบอร์: สำหรับเหล็ก 316L – ลดการยึดเกาะของวัสดุ (เหมาะสำหรับวัสดุที่มีความเหนียว เช่น TPE/TPU).
- การขัดด้วยไฟฟ้า: สำหรับเหล็ก 316L/C276 – ปรับปรุงความต้านทานการกัดกร่อนและสุขอนามัย (การใช้งานด้านอาหาร/การแพทย์).
3. กระบวนการควบคุมคุณภาพ
ส่วนประกอบสกรู Excellence ทุกตัวผ่านกระบวนการควบคุมคุณภาพ 7 ขั้นตอน:
- การตรวจสอบวัตถุดิบ (ใบรับรองการตรวจสอบการวิเคราะห์เกรดวัสดุและคุณสมบัติ).
- เครื่องจักรกลซีเอ็นซีพร้อมการตรวจสอบมิติแบบเรียลไทม์.
- การรักษาความร้อน (การชุบ/แบ่งเบาบรรเทาเหล็กกล้าเครื่องมือ, ไนไตรดิ้งสำหรับ 38CrMoAl) ด้วยการทดสอบความแข็ง.
- การรักษาพื้นผิว (ถ้ามี) ด้วยการทดสอบการยึดเกาะ.
- การตรวจสอบมิติ CMM (การตรวจสอบความอดทนเต็มรูปแบบ).
- การทดสอบสมดุลแบบไดนามิก (ไอเอสโอ 1940-1:2016) – แอมพลิจูดการสั่นสะเทือน <0.1มม. ที่ความเร็วสูงสุดในการทำงาน.
- การตรวจสอบและรับรองด้วยสายตาขั้นสุดท้าย (การตรวจสอบย้อนกลับของวัสดุ, รายงานมิติ, รายงานความแข็ง).
ข้อมูลการควบคุมคุณภาพทั้งหมดจะถูกเก็บไว้ 10 ปี, สร้างความมั่นใจในการติดตามการปฏิบัติตามกฎระเบียบอย่างเต็มรูปแบบ (ไอเอทีเอฟ 16949 สำหรับรถยนต์, อย.เพื่อการแพทย์).
กรณีศึกษา: สกรูวัสดุ HIP ช่วยลดเวลาหยุดทำงานสำหรับการอัดขึ้นรูป PEEK ที่เติมด้วยเซรามิก (สหรัฐอเมริกา)
A US aerospace component manufacturer was facing frequent screw failures (every 3 เดือน) when extruding ceramic-filled PEEK (30% alumina filler) for aircraft parts:
- Original Challenges:
- W6Mo5Cr4V2 screws wore out rapidly (flight tip wear >1mm in 3 เดือน) due to ceramic abrasion.
- Unplanned downtime (8 hours per screw replacement) – lost production of $15,000 per downtime event.
- Inconsistent part dimensions (due to increasing screw clearance) – 15% scrap rate.
- Excellence Solution: Custom HIP-processed W6Mo5Cr4V2 screw components with tungsten carbide coating, groove depth ratio 1.4 (high torque), and barrier flight design.
- Results After Installation:
- Screw service life extended to 36 เดือน (12x longer than original screws).
- Unplanned downtime reduced by 92% (1 downtime event per 3 years vs. 4 per year).
- Scrap rate reduced to 1% (consistent part dimensions due to minimal screw wear).
- Annual cost savings of $180,000 (downtime + material + screw replacement costs).
- ROI สำเร็จในปี 8 เดือน (ค่าสกรู $2,800 เทียบกับ. เงินออมประจำปี $180,000).
ผู้จัดการฝ่ายวิศวกรรมโรงงานให้ความเห็น: “สกรูวัสดุ HIP ของ Excellence ได้เปลี่ยนกระบวนการอัดรีด PEEK ของเรา. เราไม่ต้องกังวลกับการหยุดทำงานโดยไม่ได้วางแผนอีกต่อไป, และคุณภาพชิ้นส่วนของเราได้รับการปรับปรุงเพื่อให้เป็นไปตามเกณฑ์ความคลาดเคลื่อนที่เข้มงวดของอุตสาหกรรมการบินและอวกาศ (±0.01มม). สิ่งนี้ทำให้เราสามารถรักษาความปลอดภัยได้ 2 สัญญาด้านการบินและอวกาศฉบับใหม่มูลค่า 2 ล้านเหรียญสหรัฐต่อปี”
การติดตั้ง, การซ่อมบำรุง & แนวทางการเปลี่ยน
1. แนวทางปฏิบัติที่ดีที่สุดในการติดตั้งสกรู
การติดตั้งที่เหมาะสมช่วยให้มั่นใจถึงประสิทธิภาพสูงสุดและป้องกันการสึกหรอก่อนวัยอันควร:
- ทำความสะอาดกระบอกอัดรีดให้สะอาด (ขจัดเศษวัสดุเก่า) ก่อนติดตั้งสกรูใหม่ – ให้ใช้แกนทำความสะอาดกระบอกและสารทำความสะอาดเกรดอาหาร (เป็นไปตามข้อกำหนดของ FDA สำหรับการใช้งานด้านอาหาร/ทางการแพทย์).
- ตรวจสอบการสึกหรอของกระบอกสูบ (วัดเส้นผ่านศูนย์กลางภายในของบาร์เรล) – เปลี่ยนกระบอกถ้ามีระยะห่าง >0.5มม (excessive clearance causes material backflow and poor mixing).
- Install the screw using a lifting fixture (avoid dropping or scratching the flights) – torque the screw coupling to manufacturer specifications (โดยทั่วไป 300-500 Nm).
- Check screw alignment (using a dial indicator) – runout should be <0.02mm at the screw tip.
- Perform a dry run (no material) at low speed (50 รอบต่อนาที) for 10 minutes – check for abnormal noise/vibration (indicates misalignment).
Excellence provides a detailed installation manual with photos and torque specifications for all screw models.
2. Preventive Maintenance for Screw Components
Regular maintenance extends screw life and maintains performance:
- Daily Maintenance:
- Clean the screw after production (purge with cleaning compound) to remove material residue (prevents carbonization and corrosion).
- ตรวจสอบปลายสกรูและส่วนประกอบผสมเพื่อดูการสึกหรอ/ความเสียหาย (การตรวจสอบด้วยสายตาระหว่างการล้างข้อมูล).
- การบำรุงรักษารายเดือน:
- วัดระยะห่างของสกรู (เส้นผ่านศูนย์กลางภายในของกระบอกสูบ – เส้นผ่านศูนย์กลางภายนอกของสกรู) – บันทึกข้อมูลเพื่อติดตามอัตราการสึกหรอ.
- ข้อต่อสกรูหล่อลื่น (ใช้จาระบีอุณหภูมิสูง, เป็นไปตามข้อกำหนดของ FDA หากจำเป็น).
- ตรวจสอบการสะสมของวัสดุในบริเวณที่ตายแล้ว (องค์ประกอบการผสม, barrier flights) – ทำความสะอาดด้วยแปรงทองเหลือง (หลีกเลี่ยงการเกาพื้นผิวการบิน).
- การบำรุงรักษารายไตรมาส:
- ถอดสกรูออกเพื่อตรวจสอบแบบเต็ม (วัดความหนาของเที่ยวบิน, ตรวจสอบการกัดกร่อน/การแตกร้าว).
- การสึกหรอเล็กน้อยของโปแลนด์ในเคล็ดลับการบิน (ใช้กระดาษทรายเบอร์ 400) เพื่อคืนความแม่นยำของมิติ.
- ตรวจสอบการสึกหรอของซับบาร์เรล (เปลี่ยนหากจำเป็นเพื่อรักษาระยะห่างที่เหมาะสม).
3. เกณฑ์การเปลี่ยนสกรู
เปลี่ยนส่วนประกอบสกรูเมื่อ:
- การสึกหรอของปลายเที่ยวบิน >1มม (ทำให้การผสมไม่ดีและผลผลิตไม่สอดคล้องกัน).
- หลุมกัดกร่อน >0.5ลึก มม (ความเสี่ยงของการปนเปื้อนของวัสดุและความล้มเหลวของโครงสร้าง).
- รอยแตกในเที่ยวบินหรือแกนกลาง (อันตรายด้านความปลอดภัย – ความเสี่ยงที่สกรูแตกหักระหว่างการทำงาน).
- การกวาดล้างสกรู >0.8มม (การไหลย้อนกลับของวัสดุลดประสิทธิภาพของเครื่องอัดรีดด้วย >20%).
- การย่อยสลายวัสดุ (การเปลี่ยนแปลง MFR >10%) – บ่งชี้ถึงการผสมที่ไม่ดีเนื่องจากเที่ยวบินที่สึกหรอ.
Excellence ให้บริการตรวจสอบสกรู (ในสถานที่หรือตามห้องปฏิบัติการ) เพื่อประเมินการสึกหรอและแนะนำระยะเวลาในการเปลี่ยน.
คำถามที่พบบ่อยเกี่ยวกับส่วนประกอบสกรูเครื่องอัดรีด Excellence
ถาม: Excellence สามารถปรับแต่งส่วนประกอบสกรูสำหรับขนาดเครื่องอัดรีดที่ไม่ได้มาตรฐานได้ (เช่น, 65มม, 90เส้นผ่านศูนย์กลางมม)?
ก: ใช่. Excellence ผลิตส่วนประกอบสกรูสำหรับเส้นผ่านศูนย์กลางเครื่องอัดรีดมาตรฐานทั้งหมด (15มม. ถึง 200 มม) และเส้นผ่านศูนย์กลางที่กำหนดเอง (ต่อภาพวาดของลูกค้า). เรายังผลิตส่วนประกอบแบบสกรูคู่ด้วย (การหมุนร่วมและการหมุนสวนทาง) สำหรับการผสมเครื่องอัดรีด, มีขนาดพิทช์ตั้งแต่ 10 มม. ถึง 100 มม.
ถาม: ระยะเวลารอคอยสำหรับส่วนประกอบสกรูแบบกำหนดเองคือเท่าไร (การเลือกใช้วัสดุ + groove depth ratio + การออกแบบเฉพาะทาง)?
ก: ส่วนประกอบสกรูมาตรฐาน (38CrMoAl, 1.55 groove depth ratio) มีเวลานำของ 2-3 สัปดาห์. ส่วนประกอบที่กำหนดเอง (วัสดุฮิป, อัตราส่วนความลึกร่องเฉพาะ, องค์ประกอบการผสม) จำเป็นต้อง 4-6 สัปดาห์. เร่งผลิต (1-2 สัปดาห์สำหรับมาตรฐาน, 3 สัปดาห์สำหรับกำหนดเอง) มีให้บริการเพิ่มเติม 25% ค่าธรรมเนียม.
ถาม: Excellence มีรายงานการทดสอบวัสดุสำหรับส่วนประกอบสกรูหรือไม่?
ก: ใช่. ส่วนประกอบสกรูทั้งหมดมาพร้อมกับใบรับรองวัสดุ (ใบรับรองการวิเคราะห์ – COA) การตรวจสอบเกรดวัสดุ, ความแข็ง, และองค์ประกอบทางเคมี. สำหรับวัสดุ HIP, เรายังจัดทำรายงานการประมวลผล HIP อีกด้วย (density, ความพรุน) และการทดสอบแบบไม่ทำลาย (NDT) รายงาน (การทดสอบอัลตราโซนิกสำหรับข้อบกพร่องภายใน).
ถาม: ฉันจะเลือกวัสดุที่เหมาะสมสำหรับงานอัดรีดได้อย่างไร?
ก: ทีมเทคนิคของ Excellence ให้คำแนะนำในการเลือกวัสดุฟรีตาม:
- ประเภทวัสดุ (บริสุทธิ์/รีไซเคิล, เติม/ไม่เติม, มีฤทธิ์กัดกร่อน/ไม่กัดกร่อน).
- อุณหภูมิการอัดขึ้นรูป (พลาสติกวิศวกรรมที่มีอุณหภูมิสูงเทียบกับ. โพลีเมอร์มาตรฐาน).
- ปริมาณการผลิต (24/7 การดำเนินการเทียบกับ. การผลิตเป็นชุด).
- งบประมาณ (ค่าใช้จ่ายล่วงหน้าเทียบกับ. ต้นทุนการเป็นเจ้าของทั้งหมด).
เรายังเสนอโปรแกรมทดลองใช้งานอีกด้วย (30-การทดสอบตัวอย่างสกรูในแต่ละวัน) สำหรับลูกค้าใหม่เพื่อตรวจสอบประสิทธิภาพก่อนซื้อเต็ม.
ถาม: มีการรับประกันอะไรบ้างสำหรับส่วนประกอบสกรู Excellence?
ก: การรับประกันมาตรฐาน: 12 เดือนสำหรับสกรู 38CrMoAl และ 316L, 24 เดือนสำหรับสกรูวัสดุ W6Mo5Cr4V2 และ HIP (ครอบคลุมถึงข้อบกพร่องในการผลิตและการสึกหรอก่อนวัยอันควร <0.5มิลลิเมตร ในปีแรก). การรับประกันเพิ่มเติม (36 เดือน) มีให้บริการเพิ่มเติม 15% ค่าธรรมเนียม, รวมถึงการตรวจสอบการสึกหรอประจำปี.
เป็นเวลากว่าสองทศวรรษ, ส่วนประกอบสกรูอัดรีดของ Excellence ได้สร้างมาตรฐานอุตสาหกรรมในด้านความต้านทานการสึกหรอ, ป้องกันการกัดกร่อน, และประสิทธิภาพเฉพาะแอปพลิเคชัน. ไม่ว่าคุณจะทำการอัดรีด PE/PP มาตรฐาน, corrosive chemicals, โพลีเมอร์เกรดอาหาร, หรือพลาสติกวิศวกรรมที่มีอุณหภูมิสูง, สกรูของเราได้รับการออกแบบทางวิศวกรรมเพื่อเพิ่มเวลาทำงานสูงสุด, ลดต้นทุน, และปรับปรุงคุณภาพผลิตภัณฑ์. ติดต่อทีมเทคนิคของเราวันนี้เพื่อขอคำปรึกษาฟรีเกี่ยวกับการออกแบบสกรูและเสนอราคาที่ปรับให้เหมาะกับข้อกำหนดของกระบวนการอัดขึ้นรูปของคุณ.
