Қисмҳои винтҳои экструдерӣ: Precision барои муқовимат ба фарсудашавӣ таҳия шудааст, Муҳофизати зангзанӣ & Иҷрои оптималӣ
Бо 22 солҳои таҷрибаи махсус дар тарҳрезии ҷузъҳои винти экструдер, материалшиносй, ва барномаҳои экструзияи саноатӣ, бо хамкорй кардам 450+ истеҳсолкунандагон дар саросари пластикӣ, химиявй, ва саноати коркарди хӯрокворӣ барои оптимизатсияи кори винт - кам кардани вақти бекорӣ 40% ва дароз кардани мӯҳлати хидматрасонии винт 2-3 маротиба барои барномаҳои фарсудашуда. Ҷузъи винт қалби ҳама гуна системаи экструдерист, ба самаранокии коркарди мавод бевосита таъсир мерасонад, сифати махсулот, ва хароҷоти амалиётӣ. Қисмҳои винти Excellence бо таваҷҷӯҳ ба илмҳои моддӣ сохта шудаанд, дақиқии геометрӣ, ва тарҳрезии мушаххаси барнома, онҳоро ба стандарти тиллоӣ барои равандҳои экструзия, аз пайвастагиҳои стандартии пластикӣ то коркарди кимиёвии зангзананда ва истеҳсоли хӯрокворӣ дар ҳарорати баланд табдил медиҳад..
Қисмҳои буриш: Тарҳрезии аслӣ & Functional Advantages
The screw component is a crucial part of the extruder. Wear resistance and corrosion resistance are important indicators of its service life. Excellence offers various materials to suit different operating conditions and economic considerations. In extrusion systems, screw wear and corrosion account for 60% of unplanned downtime and 30% of maintenance costs—making material selection and design precision non-negotiable for cost-effective production. Excellence’s screw components address these challenges through a combination of premium materials, optimized geometry, and custom engineering, ensuring long service life even in the harshest processing environments (масалан., filled plastics, corrosive chemicals, high-temperature polymers).
Excellence’s standard screw component has a groove depth ratio (D0/Сш) аз 1.55, ки ин арзиши оптималии бо назардошти моменти аст, ҳаҷми озод, суръат, ва эффектҳои пароканда ва омехта. Таносуби чуқурии чуқурӣ (ҳамчун таносуби диаметри винти берунӣ муайян карда мешавад (Д0) ба диаметри дохилии реша (Аз)) як параметри муҳими геометрӣ мебошад, ки чаҳор омили асосии иҷрои экструзияро мувозинат мекунад:
- Иқтидори моменти: А 1.55 таносуб интиқоли моментро аз системаи гардонандаи экструдер ба мавод ба ҳадди аксар мерасонад, пешгирӣ кардани винт ҳатто бо маводи часпаки баланд (масалан., пайвастагиҳои PVC пуршуда, пластикаи муҳандисӣ ба монанди PEEK).
- Ҳаҷми ройгон: Дар 1.55 таносуб ҳаҷми кофии озодро барои обшавии мавод ва дегазизатсия таъмин мекунад, кам кардани хатари аз ҳад зиёд гармшавӣ ва таназзули маводи ба гармӣ ҳассос (масалан., TPU дараҷаи тиббӣ, LDPE).
- Суръати гардиш: Барои экструзияи баландсуръат оптимизатсия карда шудааст (то 1200 чархзании) бе вайрон кардани яклухтии структурен — барои хатхои сермахсули истехсолй ахамияти калон дорад (масалан., қубур/экструзияи профил).
- Парокандашавӣ & Mixing Effects: Ensures uniform distribution of additives (masterbatches, пуркунандаҳо, stabilizers) at the particle level, eliminating streaking, agglomeration, or inconsistent mechanical properties in finished products.
For different applications, Excellence can also freely select a groove depth ratio (D0/Сш) аз 1.4 ба 1.8, allowing precise tuning of screw performance to match specific material and production requirements:
- 1.4 Ratio: For high-torque applications (масалан., highly filled compounds with 60% calcium carbonate/talc filler) – prioritizes structural strength over free volume.
- 1.6-1.8 Ratio: For low-viscosity materials (масалан., film-grade PE/PP, solvent-based polymers) – maximizes free volume for melting/degassing and reduces shear heating.
Due to the special requirements of some material applications regarding dispersion, омехта кардан, тарошидан, and internal heating, Excellence инчунин ҷузъҳои бурро бо сохторҳои махсус барои барномаҳои гуногун фармоиш медиҳад, ба ин васила кам кардани гармии дохилиро бидуни осеб дидани дисперсия, омехта кардан, ва эффектҳои буридан. Гармидиҳии дохилӣ (аз хад зиёд буриши байни винт ва мавод ба вуҷуд омадааст) сабаби асосии таназзули моддӣ дар полимерҳои ба гармӣ ҳассос мебошад (масалан., PVC, ПЕТ, ABS дараҷаи тиббӣ). Тарҳҳои винти фармоишии Excellence ин масъаларо ҳал мекунанд:
- Элементҳои омехта: Миксерҳои статикии спиралӣ, миксерҳои ананас, ва миксерҳои Maddock ба парвози винтӣ муттаҳид карда шудаанд, то қувваҳои буришро баробар тақсим кунанд, кам кардани гармидиҳии маҳаллӣ тавассути 20-30%.
- Парвозҳои тағйирёбанда: Қисмҳои қатрон, ки тадриҷан маводро фишурда мекунанд, кам кардани қувваҳои ногаҳонӣ ва тавлиди гармӣ.
- Тарҳҳои парвози монеа: Фазаҳои маводи сахт ва гудохташударо ҷудо мекунад, ensuring complete melting before high-shear mixing—critical for engineering plastics (Компютер, ПА, PBT).
- Low-Shear Flight Profiles: For temperature-sensitive materials (масалан., bioplastics, pharmaceutical excipients) – reduces shear heating to <5°C above set extrusion temperature.
These custom designs have been validated in third-party testing by the Society of Plastics Engineers (SPE), showing a 40% reduction in material degradation (measured by MFR retention) compared to standard screw designs for heat-sensitive polymers.
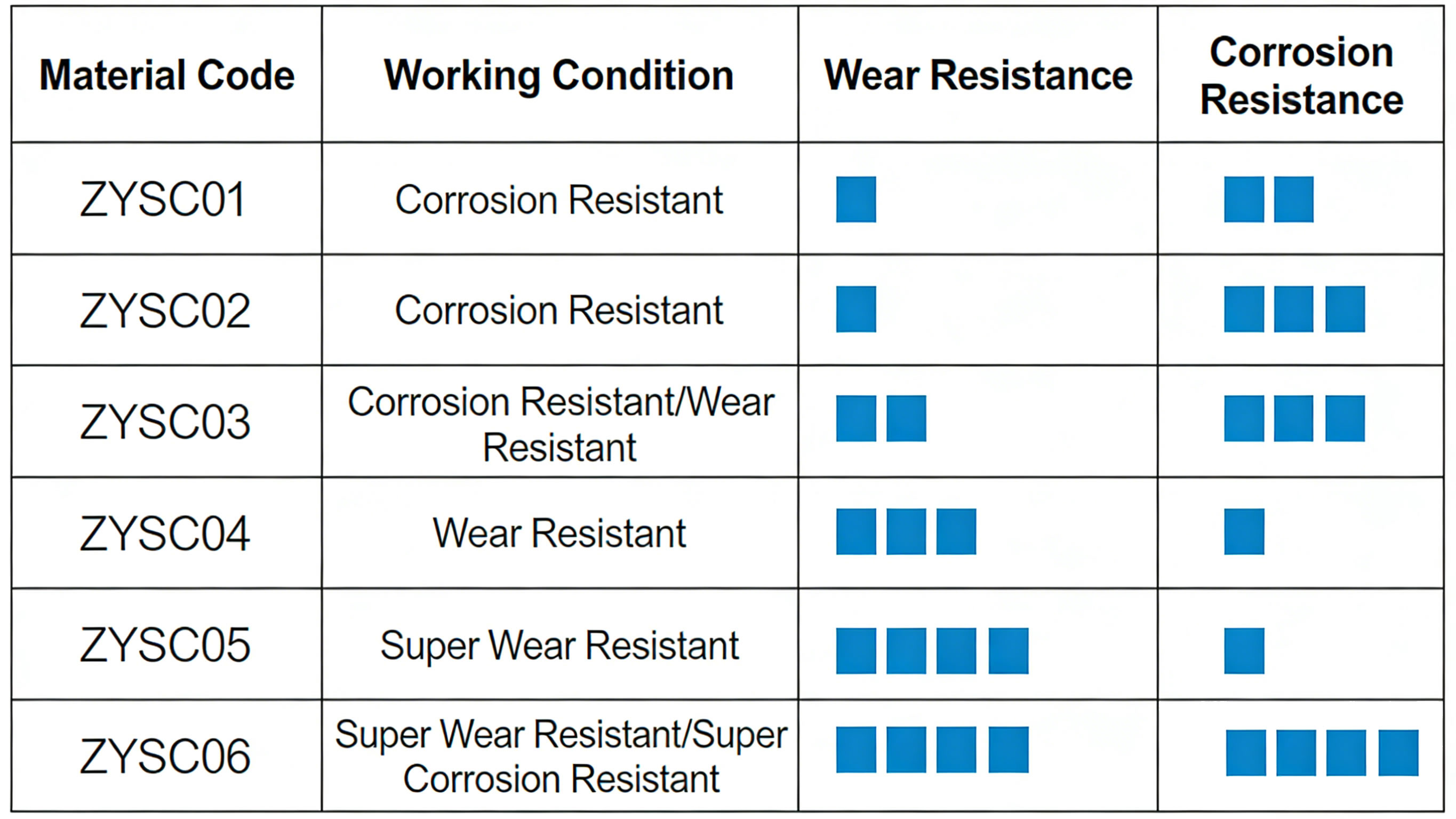
Materials for Extruder Screw Components: Tailored to Operating Conditions
Excellence’s screw components are manufactured from a range of high-performance materials, selected based on wear resistance, муқовимат ба зангзании, temperature tolerance, and cost-effectiveness. The right material choice extends screw service life from 3-6 моҳҳо (standard steel) ба 1-5 сол (premium materials), вобаста ба ариза:
- High-speed tool steel: W6Mo5Cr4V2
- Key Properties: Hardness up to HRC 62-65, excellent wear resistance, high-temperature strength (up to 600°C), and good toughness (resists chipping/cracking).
- Optimal Applications: High-wear extrusion processes (filled plastics with calcium carbonate/talc/glass fiber, recycled plastics with abrasive contaminants, rubber compounding).
- Service Life: 18-24 months for 24/7 operation with 50% пайвастагиҳои PVC пуршуда (3x longer than nitrided steel).
- Economic Benefit: Арзиши баландтари пешакӣ ($800-$1,500 per meter) offset by 70% reduction in replacement frequency and downtime.
- Nitrided steel: 38CrMoAl
- Key Properties: Surface hardness up to HRC 58-60 (nitrided layer 0.5-0.8mm thick), good fatigue resistance, moderate corrosion resistance, and cost-effectiveness.
- Optimal Applications: Standard extrusion processes (virgin PE/PP/ABS, low-filler compounds <20%, non-corrosive materials).
- Service Life: 6-12 months for 24/7 operation with virgin PE/PP (industry standard for general-purpose extrusion).
- Economic Benefit: Low upfront cost ($300-$600 per meter) – ideal for small-batch production or low-volume extrusion lines.
- Stainless steel: 316Л, C276, ва ғайра.
- Key Properties: Exceptional corrosion resistance (316Л: resistant to mild acids/bases; C276: resistant to harsh chemicals like chlorine, sulfuric acid, and halogenated solvents), food-grade compliance (316L meets FDA 21 CFR 177.1520), and high-temperature stability (up to 800°C for C276).
- Optimal Applications: Corrosive material processing (chemical extrusion, PVC with acidic stabilizers), food/beverage packaging extrusion (FDA-compliant), medical device extrusion (biocompatible materials).
- Service Life: 2-5 years for chemical extrusion (no corrosion-related wear), 12-18 months for food-grade extrusion.
- Мутобиқат: 316L is FDA/USDA compliant for food-contact applications; C276 is ATEX-certified for explosive chemical environments.
- Hot isostatic pressing (HIP) масолех
- Key Properties: HIP processing eliminates internal porosity in the material (density >99.9%), resulting in ultra-high wear resistance (2x higher than W6Mo5Cr4V2), exceptional corrosion resistance, and uniform mechanical properties throughout the screw.
- Optimal Applications: Extreme operating conditions (abrasive ceramic-filled polymers, high-temperature engineering plastics like PEEK/PEI, corrosive chemical extrusion).
- Service Life: 3-5 years for 24/7 operation with ceramic-filled PEEK (the longest service life of any screw material).
- Economic Benefit: Premium upfront cost ($1,800-$3,000 per meter) – ROI achieved in 12-18 months for high-volume, high-wear production lines.
Application-Specific Screw Component Designs
1. Plastic Compounding Screw Components
For plastic compounding (истеҳсоли мастер-батч, filled polymer extrusion, recycled plastic reprocessing), Ҷузъҳои буриши Excellence барои ба ҳадди аксар расонидани дисперсия ва кам кардани фарсудашавӣ тарҳрезӣ шудаанд:
- Таносуби чуқурии чуқурӣ: 1.55 (стандарт) ё 1.4 (пайвастагиҳои пуркунандаи баланд >40%).
- Материал: W6Mo5Cr4V2 (пуркунандаи баланд) ё 38CrMoAl (пуркунандаи паст).
- Хусусиятҳои фармоишӣ: Пулҳои омехтаи омехта, парвозҳои монеа, ва минтақаҳои коҳиши кӯч барои пешгирии агломератсияи пуркунанда ва таназзули мавод.
- Маълумот дар бораи иҷроиш: 98% якрангии дисперсияи иловагӣ (бо санҷиши SPE тасдиқ карда мешавад), 40% кам шудани фарсудашавии винт дар муқоиса бо винтҳои омехтаи умумӣ.
2. химиявй & Компонентҳои винтҳои маводи зангзананда
Барои экструзияи химиявӣ (solvent-based polymers, иловаҳои зангзананда, устоҳои химиявӣ), муқовимат ба зангзании аввал аст:
- Таносуби чуқурии чуқурӣ: 1.6-1.8 (ҳаҷми озодро барои бухоршавии ҳалкунанда ба ҳадди аксар мерасонад).
- Материал: C276 (кимиёвии сахт) ё 316л (зангзанандаҳои ҳалим).
- Хусусиятҳои фармоишӣ: Сатҳи парвози ҳамвор (Ra ≤ 0.8μm) барои пешгирй кардани часпидани материал, винтҳои мӯҳршуда барои бартараф кардани ихроҷи кимиёвӣ.
- Мутобиқат: ATEX барои муҳити кимиёвии тарканда сертификатсия шудааст, REACH-compliant for EU chemical regulations.
3. Хӯрок & Medical-Grade Screw Components
For food packaging and medical device extrusion, hygiene and biocompatibility are critical:
- Таносуби чуқурии чуқурӣ: 1.55 (balances mixing and low shear).
- Материал: 316L stainless steel (FDA/USDA compliant).
- Хусусиятҳои фармоишӣ: Easy-clean design (no dead zones for bacterial growth), polished surfaces (Ra ≤ 0.4μm), and non-toxic lubricants (озуқаворӣ).
- Мутобиқат: FDA 21 CFR 177.1520 (тамос бо ғизо), ISO 10993 (medical device biocompatibility).
4. High-Temperature Engineering Plastic Screw Components
For engineering plastics (PEEK, PEI, PA66 with glass fiber), high-temperature strength and wear resistance are key:
- Таносуби чуқурии чуқурӣ: 1.4-1.55 (high torque for high-viscosity melts).
- Материал: HIP-processed W6Mo5Cr4V2 or C276 (high-temperature stability).
- Хусусиятҳои фармоишӣ: Cooling channels in the screw core (reduces internal heating by 25%), wear-resistant coating (карбиди вольфрам) on flight tips.
- Маълумот дар бораи иҷроиш: Maintains dimensional stability at 400°C, service life of 3+ years for glass fiber-filled PEEK extrusion.
Technical Specifications & Назорати сифат
1. Dimensional Tolerances
Excellence’s screw components are manufactured to strict ISO 9001:2015 quality standards, with dimensional tolerances of:
- Outer diameter (Д0): ±0.02mm (critical for barrel fit).
- Root diameter (Аз): ±0.03mm (ensures consistent groove depth ratio).
- Flight pitch: ±0.05mm (uniform material advancement).
- Ростӣ: ≤0.01mm/m (prevents barrel wear and material leakage).
All screws are inspected using CNC coordinate measuring machines (CMM) to verify tolerances before shipment.
2. Surface Treatment Options
To enhance performance, Excellence offers optional surface treatments for screw components:
- Nitriding: For 38CrMoAl steel (стандарт) – increases surface hardness to HRC 58-60.
- Tungsten Carbide Coating: For W6Mo5Cr4V2 steel – increases wear resistance by 50% for abrasive materials.
- PTFE Coating: For 316L steel – reduces material adhesion (ideal for sticky materials like TPE/TPU).
- Electropolishing: For 316L/C276 steel – improves corrosion resistance and hygiene (food/medical applications).
3. Quality Control Process
Every Excellence screw component undergoes a 7-step quality control process:
- Raw material inspection (certificate of analysis verification for material grade and properties).
- CNC machining with real-time dimensional monitoring.
- Heat treatment (quenching/tempering for tool steel, nitriding for 38CrMoAl) with hardness testing.
- Surface treatment (if applicable) with adhesion testing.
- CMM dimensional inspection (full tolerance verification).
- Dynamic balance testing (ISO 1940-1:2016) – vibration amplitude <0.1mm at max operating speed.
- Final visual inspection and certification (material traceability, dimensional report, hardness report).
All quality control data is retained for 10 сол, ensuring full traceability for regulatory compliance (IATF 16949 for automotive, FDA for medical).
Омӯзиши мисол: HIP Material Screws Reduce Downtime for Ceramic-Filled PEEK Extrusion (ИМА)
A US aerospace component manufacturer was facing frequent screw failures (every 3 моҳҳо) when extruding ceramic-filled PEEK (30% alumina filler) for aircraft parts:
- Original Challenges:
- W6Mo5Cr4V2 screws wore out rapidly (flight tip wear >1mm in 3 моҳҳо) due to ceramic abrasion.
- Unplanned downtime (8 hours per screw replacement) – lost production of $15,000 per downtime event.
- Inconsistent part dimensions (due to increasing screw clearance) – 15% scrap rate.
- Excellence Solution: Custom HIP-processed W6Mo5Cr4V2 screw components with tungsten carbide coating, groove depth ratio 1.4 (high torque), and barrier flight design.
- Results After Installation:
- Screw service life extended to 36 моҳҳо (12x longer than original screws).
- Unplanned downtime reduced by 92% (1 downtime event per 3 years vs. 4 дар як сол).
- Scrap rate reduced to 1% (consistent part dimensions due to minimal screw wear).
- Annual cost savings of $180,000 (downtime + материал + screw replacement costs).
- ROI дар 8 моҳҳо (screw cost $2,800 против. сарфаи солона $180,000).
The plant engineering manager commented: “Excellence’s HIP material screws have transformed our PEEK extrusion process. We no longer worry about unplanned downtime, and our part quality has improved to meet aerospace industry tight tolerances (±0.01mm). This has allowed us to secure 2 new aerospace contracts worth $2M annually.”
Насбкунӣ, Нигоҳдорӣ & Replacement Guidelines
1. Screw Installation Best Practices
Proper installation ensures optimal performance and prevents premature wear:
- Clean the extruder barrel thoroughly (remove old material residue) before installing the new screw – use a barrel cleaning rod and food-grade cleaning agent (FDA-compliant for food/medical applications).
- Inspect the barrel for wear (measure barrel inner diameter) – replace barrel if clearance >0.5мм (excessive clearance causes material backflow and poor mixing).
- Install the screw using a lifting fixture (avoid dropping or scratching the flights) – torque the screw coupling to manufacturer specifications (маъмулан 300-500 Нм).
- Check screw alignment (using a dial indicator) – runout should be <0.02mm at the screw tip.
- Perform a dry run (no material) at low speed (50 чархзании) барои 10 minutes – check for abnormal noise/vibration (indicates misalignment).
Excellence provides a detailed installation manual with photos and torque specifications for all screw models.
2. Preventive Maintenance for Screw Components
Regular maintenance extends screw life and maintains performance:
- Daily Maintenance:
- Clean the screw after production (purge with cleaning compound) to remove material residue (prevents carbonization and corrosion).
- Inspect screw tip and mixing elements for wear/damage (visual check during purge).
- Monthly Maintenance:
- Measure screw flight clearance (barrel inner diameter – screw outer diameter) – record data to track wear rate.
- Lubricate screw coupling (use high-temperature grease, Агар лозим бошад, мувофиқи FDA).
- Check for material buildup in dead zones (унсурҳои омехта, парвозҳои монеа) – clean with a brass brush (avoid scratching flight surfaces).
- Quarterly Maintenance:
- Remove the screw for full inspection (measure flight thickness, check for corrosion/cracking).
- Polish minor wear on flight tips (using 400-grit sandpaper) to restore dimensional accuracy.
- Inspect barrel liner for wear (replace if necessary to maintain optimal clearance).
3. Screw Replacement Criteria
Replace screw components when:
- Flight tip wear >1мм (causes poor mixing and inconsistent output).
- Corrosion pitting >0.5mm deep (risk of material contamination and structural failure).
- Cracks in flights or core (safety hazard – risk of screw breakage during operation).
- Screw clearance >0.8мм (material backflow reduces extruder efficiency by >20%).
- Material degradation (MFR variation >10%) – indicates poor mixing due to worn flights.
Excellence offers a screw inspection service (on-site or lab-based) to assess wear and recommend replacement timing.
FAQs About Excellence Extruder Screw Components
С: Can Excellence customize screw components for non-standard extruder sizes (масалан., 65мм, 90диаметри мм)?
А: Бале. Excellence manufactures screw components for all standard extruder diameters (15mm to 200mm) and custom diameters (per customer drawings). We also produce twin-screw components (co-rotating and counter-rotating) for compounding extruders, бо андозаи қатрон аз 10мм то 100мм.
С: Вақт барои ҷузъҳои винти фармоишӣ чанд аст (интихоби мавод + groove depth ratio + тарҳрезии махсус)?
А: Компонентҳои стандартӣ (38CrMoAl, 1.55 groove depth ratio) мухлати тахеил доранд 2-3 ҳафтаҳо. Компонентҳои фармоишӣ (Маводҳои HIP, таносуби махсуси чуқурии чуқури, унсурҳои омехта) талаб мекунанд 4-6 ҳафтаҳо. Истеҳсоли босуръат (1-2 ҳафта барои стандарт, 3 ҳафта барои фармоиш) барои иловагӣ дастрас аст 25% ҳаққи.
С: Оё Excellence гузоришҳои санҷиши моддиро барои ҷузъҳои винт таъмин мекунад?
А: Бале. Ҳама ҷузъҳои винт бо шаҳодатномаи моддӣ меоянд (шаҳодатномаи таҳлил - COA) санҷиши дараҷаи мавод, сахтӣ, ва таркиби химиявй. Барои маводи HIP, мо инчунин ҳисоботи коркарди HIP-ро пешниҳод менамоем (density, ковокӣ) ва озмоиши вайроннашаванда (НДТ) хабар медихад (санҷиши ултрасадо барои камбудиҳои дохилӣ).
С: Чӣ тавр ман метавонам маводи дурустро барои барномаи экструзияи худ интихоб кунам?
А: Дастаи техникии Excellence дастури интихоби маводро дар асоси ройгон пешниҳод мекунад:
- Навъи мавод (virgin/recycled, filled/unfilled, corrosive/non-corrosive).
- Extrusion temperature (high-temperature engineering plastics vs. standard polymers).
- Production volume (24/7 operation vs. batch production).
- Budget (upfront cost vs. total cost of ownership).
We also offer a trial program (30-day test of a sample screw) for new customers to validate performance before full purchase.
С: What warranty is provided for Excellence screw components?
А: Кафолати стандартӣ: 12 months for 38CrMoAl and 316L screws, 24 months for W6Mo5Cr4V2 and HIP material screws (covers manufacturing defects and premature wear <0.5mm in the first year). Extended warranty (36 моҳҳо) барои иловагӣ дастрас аст 15% ҳаққи, including annual wear inspections.
For over two decades, Excellence’s extruder screw components have set the industry standard for wear resistance, corrosion protection, and application-specific performance. Whether you’re extruding standard PE/PP, corrosive chemicals, food-grade polymers, or high-temperature engineering plastics, our screws are engineered to maximize uptime, кам кардани харочот, and improve product quality. Contact our technical team today to request a free screw design consultation and quote tailored to your extrusion process requirements.
