
Proizvajalec elementov dvojnega vijačnega ekstruderja: Complete B2B Trade Analysis and Global Sourcing Guide for
The global market for twin screw extruder elements is experiencing significant transformation as B2B trade between the United States, Evropska unija, and Asia-Pacific manufacturing hubs intensifies. Twin screw extruder elements — vključno z vijačnimi segmenti, kneading blocks, obloge sodov, and mixing elements — are critical components in plastics compounding, predelava hrane, farmacevtska proizvodnja, and chemical engineering. As demand for high-performance polymer compounds and advanced materials grows, sourcing from the right twin screw extruder elements manufacturer has become a strategic priority for processors worldwide. This article provides an in-depth analysis of the current trade landscape, supplier ecosystem, tržne priložnosti, and practical guidance for B2B buyers seeking reliable twin screw extruder elements suppliers in tovarne.
Current State of the Twin Screw Extruder Elements Industry
The twin screw extruder market was valued at approximately USD 1.2 milijarde v 2024 in naj bi dosegel USD 1.7 milijarde z 2030, raste s CAGR okoli 5.8%, according to data published by Grand View Research and MarketsandMarkets in their 2024 industry reports. The replacement parts and elements segment — covering screw elements, sodi, gredi, and wear-resistant components — represents a substantial share of aftermarket revenue, estimated at 30–40% of total extruder lifecycle spending.
Key drivers include:
- Rising demand for engineering plastics and polymer compounds in automotive lightweighting and EV battery separator production
- Growth in masterbatch and color concentrate manufacturing across Southeast Asia and Eastern Europe
- Increasing adoption of twin screw extrusion in pharmaceutical hot-melt extrusion (HME) applications
- Sustainability mandates pushing recyclers toward twin screw systems for post-consumer resin (PCR) mešanje
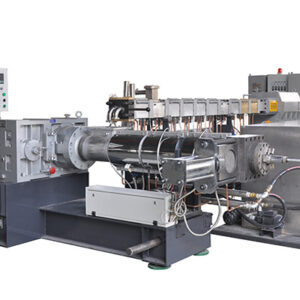
Major OEM extruder brands — Coperion (Nemčija), KraussMaffei (Nemčija), Leistritz (Nemčija), JSW (Japonska), and Nanjing-based Chinese manufacturers — all rely on precision-engineered screw elements. Vendar, the aftermarket and third-party twin screw extruder elements manufacturer segment has grown rapidly, offering cost-effective alternatives with comparable metallurgy and tolerances. Vir: Grand View Research, 2024; Trgi in trgi, 2024. Parallel Twin-Screw Extruder

Industrial manufacturing facility with precision metal components representing twin screw extruder elements production
Trade Policy Landscape Affecting Industrial Components
The transatlantic trade relationship between the United States and the European Union remains the world's largest bilateral commercial partnership, s skupno trgovino z blagom in storitvami, ki presega USD 1.3 trillion annually as reported by the U.S. Census Bureau and Eurostat in early. For industrial machinery components like twin screw extruder elements, several policy developments in the past two months are particularly relevant:
Tariff Environment (aprila–junija ): ZDA. administration's tariff actions in early have created significant uncertainty for industrial component trade. Razdelek 301 tariffs on Chinese-origin goods remain in effect, with machinery components facing duties of 25%. The EU's Carbon Border Adjustment Mechanism (CBAM) transitional phase continues to require importers to report embedded emissions in certain goods, though most extruder components fall outside the current CBAM scope (which covers steel, aluminum, cement, fertilizers, electricity, and hydrogen). Vendar, raw material inputs — particularly tool steel and tungsten carbide used in screw element manufacturing — are indirectly affected. Vir: Uprava za mednarodno trgovino (ITA), .
EU Trade Defense Instruments: The European Commission's Directorate-General for Trade has maintained anti-dumping duties on certain steel products from China, which impacts the cost structure for Chinese-origin extruder elements entering the EU market. This creates opportunities for manufacturers in India, Turkey, and domestic EU producers. Vir: EU Trade DG, .
Svet za trgovino in tehnologijo (TTC): While the TTC has focused primarily on semiconductors and AI, its supply chain resilience workstream has implications for critical industrial equipment sourcing, encouraging diversification away from single-source dependencies.
Global Supplier Ecosystem: Where Twin Screw Extruder Elements Are Manufactured
The twin screw extruder elements factory landscape is geographically concentrated in several key regions:
Kitajska (Nanjing, Zhangjiagang, Kunshan Clusters)
China dominates global production volume for aftermarket twin screw extruder elements. The Nanjing cluster alone hosts over 50 manufacturers specializing in screw elements, sodi, and complete screw configurations. Key advantages include competitive pricing (typically 40–60% below European OEM pricing), rapid prototyping capabilities, and extensive material options including nitrided steel, bimetalne zlitine, PM-HIP (praškasta metalurgija vroče izostatično stiskanje) materialov, and tungsten carbide coatings. Notable manufacturers include Nanjing Kerke Extrusion Equipment, Nanjing Haisi Extrusion Equipment, and Jiangsu Xinda Tech. Chinese manufacturers have invested heavily in CNC grinding, coordinate measuring machines (CMM), and metallurgical testing to meet European and American quality standards.
Germany and Western Europe
Germany remains the technology leader, with companies like Coperion, Leistritz, and specialized element producers offering premium-grade components with tight tolerances (običajno ±0.01mm) and advanced metallurgies. European manufacturers emphasize traceability, material certification (IN 10204 3.1 potrdila), and long-term dimensional stability. Pricing is at the premium end, but total cost of ownership can be competitive for high-wear applications.
Indija in Turčija (Emerging Suppliers)
India's twin screw extruder elements manufacturing sector is growing, with companies in Ahmedabad and Pune offering mid-range pricing with improving quality. Turkey has emerged as a nearshoring option for EU buyers seeking shorter lead times than China with lower costs than Western Europe.

Global shipping port with container vessels representing international B2B trade logistics for industrial components
B2B Trade Opportunities in the Twin Screw Extruder Elements Market
Za B2B kupce — including plastics compounders, food processors, pharmaceutical manufacturers, and extruder OEMs — several significant opportunities have emerged in:
1. Diverzifikacija dobavne verige: The ongoing US-China trade tensions and tariff uncertainties have accelerated "China+1" strategije pridobivanja virov. B2B buyers are actively seeking qualified twin screw extruder elements suppliers in alternative geographies. This creates opportunities for manufacturers in India, Vietnam, and Turkey to capture market share, while established Chinese manufacturers are responding by setting up warehousing in the US and EU to offer local stock with faster delivery.
2. Aftermarket Growth: As the installed base of twin screw extruders grows globally — estimated at over 50,000 active machines worldwide — the demand for replacement elements, wear parts, and upgrade kits continues to expand. Third-party manufacturers offering OEM-equivalent quality at 30–50% lower cost are well-positioned. B2B e-commerce platforms like Alibaba, Izdelano na Kitajskem, and GlobalSources have made it easier for buyers to identify and qualify twin screw extruder elements wholesale suppliers.
3. Material Innovation: Advanced metallurgies are creating differentiation opportunities. PM-HIP (Powder Metallurgy Hot Isostatic Pressing) screw elements offer 3–5x longer service life compared to conventional Two Stage Extruder nitrided steel in abrasive applications (steklena vlakna, mineralna polnila). Manufacturers investing in these technologies can command premium pricing while delivering lower total cost of ownership to buyers. Proizvajalec strojev za ekstrudiranje
4. Customization and Engineering Support: B2B buyers increasingly require not just components but screw configuration design support. Manufacturers offering simulation-backed screw design services (using tools like Ludovic or proprietary software) alongside element manufacturing are capturing higher-value orders.
Challenges Facing B2B Buyers and Manufacturers
Kljub priložnostim, several challenges persist in the twin screw extruder elements trade:
Quality Verification: The gap between claimed and actual metallurgical quality remains a significant concern, zlasti pri pridobivanju od novih dobaviteljev. Buyers report issues with inconsistent hardness (HRC variations exceeding specifications), poor surface finish on spline profiles, and dimensional deviations that cause premature wear or processing instability. Mitigation strategies include requiring third-party inspection (SGS, Bureau Veritas), requesting material test certificates, and ordering trial quantities before committing to volume purchases.
Pomisleki glede intelektualne lastnine: OEM extruder manufacturers have proprietary screw element geometries protected by patents. Third-party manufacturers must navigate IP boundaries carefully, offering compatible but non-infringing designs. This is particularly relevant for self-wiping profile geometries and specialized mixing element designs.
Logistika in dobavni roki: Sea freight from China to the US West Coast takes 14–21 dni, with additional inland transit. EU-bound shipments via the Suez Canal route take 28–35 dni. Air freight is available for urgent orders but increases cost by 5–8x. Pozno motnje ladijskega prometa v Rdečem morju 2024 and early caused significant delays and cost increases for Asia-Europe routes, pushing some buyers toward European or Turkish suppliers. Vir: Journal of Commerce, .
Currency and Payment Risks: B2B transactions in this sector typically involve wire transfers (T/T) z 30% deposit and 70% balance against shipping documents or L/C at sight for larger orders. Currency fluctuations between USD, EUR, and CNY can impact landed costs by 3–8% over a procurement cycle.

Precision CNC machining center producing metal components similar to twin screw extruder elements manufacturing process
Geografske in politične prednosti v trgovini
The trade corridor offers distinct advantages for B2B buyers of industrial components:
Usklajevanje predpisov: Both the US and EU maintain high standards for industrial equipment safety and material compliance. Components manufactured to EU standards (Oznaka CE, ATEX for explosive atmospheres) are generally accepted in the US market with minimal additional certification. This regulatory compatibility reduces compliance costs for manufacturers serving both markets.
Port Infrastructure: Glavna pristanišča, vključno z Rotterdamom (Europe's largest), Hamburg, Antwerpen-Bruges, Los Angeles/Long Beach, and Savannah provide efficient handling of containerized industrial components. Rotterdam's Europoort complex handles over 14 million TEUs annually and offers direct connections to Europe's inland waterway network, enabling cost-effective distribution to manufacturing clusters in Germany, Belgija, in Nizozemska. Vir: Pristaniška uprava Rotterdam, 2024.
Free Trade Zones and Bonded Warehousing: Tako ZDA (Zunanjetrgovinske cone) in jaz (Proste cone) offer duty deferral and reduction mechanisms that benefit importers of extruder components. Manufacturers establishing bonded warehouses in key markets can offer local stock availability while optimizing duty payments.
Trade Finance Infrastructure: The mature banking systems in both the US and EU provide reliable trade finance instruments including letters of credit, zavarovanje izvoznih kreditov (through agencies like Euler Hermes, EXIM Bank), and supply chain financing programs that reduce payment risk for both buyers and sellers.
Case Studies Success in the Extruder Elements Market
Študija primera 1: Chinese Manufacturer Establishing EU Distribution
A Nanjing-based twin screw extruder elements manufacturer with annual revenue of approximately USD 15 million recognized that European buyers were hesitant to order directly from China due to long lead times and quality concerns. noter 2023, the company established a warehouse in Duisburg, Nemčija — Europe's largest inland port and a key logistics hub on the Belt and Road rail corridor. By maintaining stock of 200+ common screw element Pelletizing Factory specifikacije (for Coperion ZSK, Leistritz ZSE, and KraussMaffei ZE series compatibility), they reduced delivery time from 35–45 days to 3–5 business days for EU customers. The company invested in EN 10204 3.1 material certification for all stocked items and hired a German-speaking technical sales engineer. Result: EU revenue grew 180% v 18 mesecih, with key accounts including compounders in Germany, Italija, in Poljska.
Študija primera 2: US Compounder Implementing Dual-Source Strategy
A mid-size plastics compounder in Texas operating 12 dvovijačne ekstruderske linije (mix of Coperion and Leistritz machines) was spending approximately USD 400,000 annually on OEM replacement elements. After qualifying two alternative suppliers — one in Nanjing, Kitajska, and one in Ahmedabad, Indija — the company reduced its annual spend to USD 220,000 while maintaining processing quality. The qualification process involved: Plastic Pellets Extruder (1) requesting sample elements with full material certificates, (2) conducting independent hardness and dimensional testing at a local metallurgical lab, (3) running 500-hour production trials on non-critical lines, in (4) gradually expanding to all lines over 6 mesecih. The dual-source approach also provided supply chain resilience when the Chinese supplier experienced a 3-week shipping delay due to port congestion.
Študija primera 3: European OEM Partnering with Specialized Element Manufacturer
A mid-tier European extruder OEM based in Italy, producing approximately 80 twin screw extruder lines annually, transitioned from in-house screw element production to a partnership model with a specialized manufacturer. By outsourcing element production to a dedicated facility with advanced CNC grinding capabilities and PM-HIP material processing, the OEM reduced its manufacturing footprint, improved element quality consistency, and shortened delivery times for custom screw configurations. The partnership model allowed the OEM to focus on machine design, montaža, and customer application engineering while the element manufacturer handled the metallurgy-intensive production. This approach is increasingly common in the industry, as reported by Plastika danes, 2024.

Business professionals in a B2B trade negotiation meeting discussing industrial component sourcing strategies
Trade Show and Industry Event Landscape
B2B buyers and manufacturers of twin screw extruder elements connect at several key industry events:
- K Sejem (Düsseldorf, Nemčija): The world's largest plastics trade show, poteka trienalno (naslednja izdaja: oktobra ). All major extruder OEMs and many element manufacturers exhibit. Essential for supplier discovery and technology benchmarking.
- IME (Orlando, ZDA): North America's largest plastics show, poteka trienalno. The 2024 edition attracted over 50,000 visitors and featured extensive extrusion technology exhibits.
- Chinaplas (Shenzhen/Šanghaj, alternating): Asia's largest plastics show, with strong representation from Chinese extruder element manufacturers. The edition in Shenzhen featured over 4,000 exhibitors.
- Fakuma (Friedrichshafen, Nemčija): Annual European plastics show with strong extrusion technology focus, scheduled for October.
These events provide opportunities for hands-on quality assessment, face-to-face negotiation, and relationship building that are critical in the B2B industrial components trade. Vir: Messe Düsseldorf, .
Material Science and Technical Considerations for Buyers
Selecting the right twin screw extruder elements manufacturer requires understanding the technical specifications that impact performance and longevity:
Common Metallurgies for Screw Elements
- Nitrided Steel (npr., 1.8550 / 34CrAlNi7): The standard material for general-purpose compounding. Surface hardness of 900–1100 HV, nitriding depth of 0.3–0.7mm. Cost-effective but limited wear life in abrasive applications.
- Through-Hardened Tool Steel (npr., D2, CPM-9V): Higher bulk hardness (58–62 HRC) provides better resistance to abrasive wear from glass fiber and mineral fillers.
- PM-HIP Materials (npr., CPM-10V, Vancron 40): Powder metallurgy steels processed by hot isostatic pressing offer exceptional wear resistance (3–5x nitrided steel) with good toughness. Increasingly specified for high-fill compounds and recycling applications.
- Tungsten Carbide (WC/Co): The ultimate wear-resistant option for extremely abrasive applications. Typically applied as a coating or used in solid form for specific element types. Cost is 5–10x nitrided steel.
- Stellite and Colmonoy Coatings: Cobalt-based and nickel-based hard-facing alloys applied by welding or thermal spray for corrosion-resistant applications in chemical and pharmaceutical processing.
Buyers should request material test certificates (chemical composition, profili trdote, microstructure images) and specify acceptance criteria in purchase orders. Reputable manufacturers welcome these requirements as they demonstrate quality commitment.

Advanced metallurgical testing and quality control equipment used in precision manufacturing of industrial components
Workplace Safety: Zaščita delavcev v okoljih ekstrudiranja
The twin screw extrusion industry presents significant workplace safety challenges that B2B operators must address. Extrusion facilities involve heavy machinery, visoke temperature (barrel temperatures typically range from 150°C to 350°C), rotating equipment, and handling of raw materials including abrasive fillers and chemical additives. Worker safety — predvsem zaščita stopal — is a critical operational requirement.
Why Safety Footwear Is Essential in Extrusion Plants
Extrusion manufacturing environments expose workers to multiple foot injury hazards:
- Močan udarec predmeta: Twin screw extruder elements — individual screw segments, odseki sodov, and die plates — can weigh from 2 kg to over 50 kg. A dropped screw element or barrel segment can cause severe crush injuries to unprotected feet. OSHA reports that foot injuries account for approximately 60,000 workplace injuries annually in US manufacturing, s povprečjem 7 izgubljenih delovnih dni na dogodek. Vir: OSHA, 2024.
- Nevarnosti stiskanja: During extruder assembly and maintenance, workers position heavy components using overhead cranes and hoists. Misalignment or equipment failure can result in compression injuries to feet positioned near the assembly area.
- Puncture Risks: Extrusion facilities often have metal shavings, broken screw element fragments, wire, and fasteners on the floor. Standard footwear provides no protection against puncture wounds from these sharp objects.
- Thermal Hazards: Molten polymer drips, hot purge material, and contact with heated barrel surfaces can cause severe burns. Heat-resistant safety footwear with appropriate sole ratings is essential for workers operating near the extrusion die and downstream equipment.
- Nevarnosti zdrsa: Polymer pellets, predelovalna olja, and cleaning solvents create slippery floor conditions. Anti-slip safety footwear with SRC-rated soles (tested on both ceramic tile with sodium lauryl sulfate and steel with glycerol) significantly reduces slip-and-fall incidents.
- Električne nevarnosti: Extruder drive motors, grelni trakovi, and control systems present electrical shock risks. ESD (elektrostatično disipativno) or EH (električna nevarnost) rated safety footwear provides an additional layer of protection.
Safety Footwear Standards and Certifications
B2B buyers sourcing safety footwear for extrusion plant workers should understand the applicable standards:
- V ISO 20345 (EU Standard): Defines safety footwear with toe protection capable of withstanding 200J impact and 15kN compression. Classes include S1 (antistatik, absorpcija energije na peti), S1P (adds puncture resistance), S3 (adds water resistance and profiled outsole), and the newer S5 (waterproof boot with puncture resistance).
- ASTM F2413 (US Standard): Specifies performance requirements for protective footwear including impact resistance (I/75 = 75 ft-lbs), odpornost na stiskanje (C/75 = 2,500 lbs), metatarzalna zaščita (Mt/75), and electrical hazard protection (EH).
- Kompozit vs. Jeklene kapice: Modern safety footwear increasingly uses composite (steklena vlakna, ogljikovih vlaken, ali kevlar) toe caps instead of steel. Composite toes are lighter (30–40% zmanjšanje telesne teže), nekovinski (no cold transfer, airport-friendly), and meet the same impact/compression standards. For extrusion plant environments where workers stand for 8–12 urne izmene, the weight reduction significantly improves comfort and reduces fatigue.
B2B Sourcing of Safety Footwear for Industrial Operations
For B2B operators managing extrusion facilities, safety footwear procurement should be approached strategically:
Volume Purchasing: Facilities with 50+ workers can negotiate significant volume discounts (typically 15–30% below retail) by working directly with safety footwear manufacturers or authorized distributors. Annual replacement programs ensure workers always have footwear in good condition.
Application-Specific Selection: Different roles within an extrusion plant require different protection levels. Machine operators working near the extruder barrel need heat-resistant soles (HRO rated to 300°C contact heat). Maintenance technicians require metatarsal protection and puncture resistance. Warehouse staff handling raw materials and finished goods need impact protection and anti-slip soles. A tiered specification approach optimizes both protection and cost.
Comfort and Compliance: The most protective safety footwear is useless if workers refuse to wear it. Moderna zaščitna obutev proizvajalcev kot je Uvex, Puma varnost, Timberland PRO, Rdeče krilo, and KEEN Utility combines protection with athletic shoe comfort features including EVA midsoles, obloge, ki odvajajo vlago, and ergonomic footbeds. Investing in comfortable safety footwear improves compliance rates from typical 70–80% čez 95%, directly reducing injury incidents.
Skupni stroški lastništva: Premium safety footwear costing USD 120–180 per pair with a 12-month service life is more cost-effective than budget options at USD 40–60 that require replacement every 4–6 mesecih. The total cost including procurement, fitting, and disposal favors quality products. Dodatno, each prevented foot injury saves an estimated USD 9,000–15,000 in direct medical costs and lost productivity, according to the National Safety Council. Vir: Svet za nacionalno varnost, 2024.
Complete Extrusion Systems Factory Industrial safety boots with steel toe protection used in manufacturing and extrusion plant environments Amazon Extruder Screw
Future Trade Trends: Kaj pričakovati v naslednjem 1-2 meseci (julija–August )
Glede na trenutne tržne kazalnike, politični razvoj, in industrijski signali, several trends are likely to shape the twin screw extruder elements trade in the near term:
1. Tariff Uncertainty Will Drive Inventory Building: With ongoing US tariff policy volatility, B2B buyers are expected to increase safety stock levels of critical extruder components. Manufacturers with US and EU warehouse capabilities will see increased demand. Chinese manufacturers offering DDP (Delivered Duty Paid) pricing to US destinations will gain competitive advantage by absorbing tariff complexity for buyers.
2. Sustainability Requirements Will Intensify: EU buyers are increasingly requesting carbon footprint data for purchased components. The CBAM reporting requirements, while not yet directly covering machinery components, are creating a culture of emissions transparency that extends through supply chains. Manufacturers providing EPD (Environmental Product Declarations) or carbon footprint calculations for their products will differentiate themselves. The recycling sector's growth — driven by EU packaging regulations mandating 30% recycled content by 2030 — will increase demand for wear-resistant screw elements optimized for processing contaminated post-consumer waste streams.
3D Extruder Radiator 3. Digital Procurement Will Accelerate: B2B platforms are becoming more sophisticated in handling technical industrial components. Expect to see more twin screw extruder element manufacturers offering online configurators where buyers can select element type, velikost, material, and quantity with instant pricing. This reduces the traditional quote-negotiate-order cycle from 1–2 weeks to minutes, particularly for standard specifications.
4. Nearshoring Momentum in Europe: The combination of Red Sea shipping disruptions, rising Chinese labor costs, and EU supply chain due diligence regulations (the Corporate Sustainability Due Diligence Directive, effective 2026) will continue to push European buyers toward Turkish, Eastern European, and Indian suppliers. Turkey's proximity to EU markets (3–5 day shipping to major EU ports) and its customs union with the EU make it particularly attractive. Power Heater Extruder
5. Consolidation Among Manufacturers: The twin screw extruder elements manufacturing sector remains fragmented, particularly in China. Expect continued consolidation as larger manufacturers acquire smaller competitors to gain capacity, technology, and customer relationships. This consolidation will ultimately benefit B2B buyers through improved quality consistency and financial stability of suppliers.
Aluminum Extruders Tennessee 6. Advanced Coating Technologies: PVD (Physical Vapor Deposition) and CVD (Chemical Vapor Deposition) coatings for screw elements are moving from laboratory to commercial availability. These coatings — including TiAlN, CrN, and DLC (Diamond-Like Carbon) — can extend element life by 2–4x Tornado Extruder Kit in specific applications. Manufacturers investing in coating capabilities will capture premium market segments. Vir: Plastika danes, ; ITA Market Intelligence, .

{kind=link}
Modern warehouse and logistics facility for B2B industrial component distribution and wholesale operations
Practical Sourcing Guide: How to Select a Twin Screw Extruder Elements Manufacturer
Underwater Pelletizer Supplier For B2B buyers evaluating potential suppliers, naslednji okvir zagotavlja strukturiran pristop:
korak 1: Define Technical Requirements
Document your extruder model, element specifications (OD, ID, length, profile type), material requirements, quantity, and delivery schedule. Include tolerance requirements and surface finish specifications. The more precise your specification, the more accurate and comparable the quotes you receive.
korak 2: Identify Potential Suppliers
Use multiple channels platforms (Alibaba, Izdelano na Kitajskem, ThomasNet for US suppliers, Europages for EU suppliers), trade show exhibitor lists (K Show, Chinaplas, IME), industry referrals, and direct Google searches for "twin screw extruder elements factory" with geographic qualifiers.
korak 3: Initial Qualification
Request company profiles, production capability presentations, customer reference lists, and quality certifications (ISO 9001 najmanj, ISO 14001 preferred). Evaluate response time and communication quality as indicators of service capability.
korak 4: Sample and Test
Order sample elements (typically 2–5 kosov) with full material certificates. Conduct independent testing: dimensional inspection (Merjenje CMM), testiranje trdote (surface and cross-section), and if possible, metallographic examination. Compare results against specifications and OEM benchmarks.
korak 5: Trial Production Run
Install qualified sample elements on a non-critical extruder line and run for a defined period (typically 500–1000 ure). Monitor processing parameters, kakovost izdelka, and element wear. Document results for comparison with incumbent supplier performance.
korak 6: Negotiate and Formalize
Based on successful trials, negotiate pricing (consider volume tiers, annual contracts, and consignment stock arrangements), payment terms, warranty conditions, and quality assurance protocols. Formalize the relationship with a supply agreement that includes quality specifications, delivery requirements, and dispute resolution mechanisms.
Pogosto zastavljena vprašanja (pogosta vprašanja)
- What materials are commonly used for twin screw extruder elements?
- The most common materials include nitrided steel (34CrAlNi7/1.8550), through-hardened tool steels (D2, CPM-9V), powder metallurgy HIP materials (CPM-10V, Vancron 40), and tungsten carbide for extreme wear applications. Material selection depends on the processed material's abrasiveness, corrosiveness, and processing temperature. A qualified manufacturer will recommend the optimal metallurgy based on your specific application.
- What is the typical lead time for custom twin screw extruder elements?
- Lead times vary by manufacturer and order complexity. Chinese manufacturers typically quote 3–5 weeks for standard specifications and 5–8 weeks for custom or PM-HIP materials. European manufacturers quote 4–8 weeks for standard and 8–12 weeks for specialized materials. Manufacturers maintaining warehouse stock of common sizes can ship within 1–5