Extruder Screw Components: Precision Engineered for Wear Resistance, Corrosion Protection & Performanță optimă
Cu 22 ani de expertiză specializată în proiectarea componentelor șuruburilor pentru extruder, stiinta materialelor, și aplicații industriale de extrudare, Am colaborat cu 450+ producătorii din materialele plastice, chimic, și industriile de prelucrare a alimentelor pentru a optimiza performanța șuruburilor - reducând timpul de nefuncționare cu 40% și prelungirea duratei de viață a șuruburilor de 2-3 ori pentru aplicațiile cu uzură ridicată. Componenta șurubului este inima oricărui sistem de extrudare, impact direct asupra eficienței procesării materialelor, calitatea produsului, și costuri operaționale. Componentele șuruburilor Excellence sunt proiectate cu accent pe știința materialelor, precizie geometrică, și design specific aplicației, făcându-le standardul de aur pentru procesele de extrudare, de la amestecarea standard a plasticului până la procesarea chimică corozivă și producția de alimente la temperatură înaltă.
Componentele șuruburilor: Core Design & Avantaje funcționale
Componenta șurubului este o parte crucială a extruderului. Rezistența la uzură și rezistența la coroziune sunt indicatori importanți ai duratei sale de viață. Excelența oferă diverse materiale pentru a se potrivi diferitelor condiții de operare și considerente economice. În sistemele de extrudare, uzura șuruburilor și coroziunea contează 60% de timp neplanificat și 30% a costurilor de întreținere—făcând selecția materialelor și precizia de proiectare nenegociabile pentru o producție rentabilă. Componentele șuruburilor Excellence abordează aceste provocări printr-o combinație de materiale premium, geometrie optimizată, și inginerie personalizată, asigurând o durată lungă de viață chiar și în cele mai dure medii de procesare (de ex., materiale plastice umplute, substanțe chimice corozive, polimeri la temperatură înaltă).
Componenta standard a șurubului Excellence are un raport de adâncime a canelurii (D0/Mar) de 1.55, care este valoarea optimă având în vedere cuplul, volum liber, viteză, și efecte de dispersie și amestecare. Raportul adâncimii canelurii (definit ca raportul dintre diametrul exterior al șurubului (D0) la diametrul interior al rădăcinii (Din)) este un parametru geometric critic care echilibrează patru factori cheie de performanță de extrudare:
- Capacitate de cuplu: O 1.55 raportul maximizează transferul de cuplu de la sistemul de antrenare al extruderului la material, împiedicând blocarea șuruburilor chiar și în cazul materialelor cu vâscozitate ridicată (de ex., compuși PVC umpluți, materiale plastice de inginerie precum PEEK).
- Volum gratuit: The 1.55 raportul asigură un volum liber suficient pentru topirea și degazarea materialului, reducerea riscului de supraîncălzire și degradare a materialelor termosensibile (de ex., TPU de calitate medicală, LDPE).
- Viteza de rotatie: Optimizat pentru extrudare de mare viteză (până la 1200 rpm) fără a compromite integritatea structurală - critică pentru liniile de producție cu randament ridicat (de ex., extrudare țeavă/profil).
- Dispersia & Efecte de amestecare: Asigură distribuția uniformă a aditivilor (masterbatch-uri, umpluturi, stabilizatori) la nivelul particulelor, eliminarea dungilor, aglomerare, sau proprietăți mecanice inconsecvente în produsele finite.
Pentru diferite aplicații, Excelența poate selecta liber și un raport de adâncime a canelurii (D0/Mar) din 1.4 la 1.8, permițând reglarea precisă a performanței șuruburilor pentru a se potrivi cu cerințele specifice de material și producție:
- 1.4 Raport: Pentru aplicații cu cuplu ridicat (de ex., compuși foarte umpluți cu 60% umplutură de carbonat de calciu/talc) – acordă prioritate rezistenței structurale față de volumul liber.
- 1.6-1.8 Raport: Pentru materiale cu vâscozitate scăzută (de ex., PE/PP de calitate film, polimeri pe bază de solvenți) – maximizează volumul liber pentru topire/degazare și reduce încălzirea prin forfecare.
Datorită cerinţelor speciale ale unor aplicaţii materiale privind dispersia, amestecarea, forfecare, si incalzire interioara, Excellence also customizes screw components with specialized structures for different applications, thereby reducing internal heating without compromising dispersion, amestecarea, and shearing effects. Internal heating (caused by excessive shear between the screw and material) is a major cause of material degradation in heat-sensitive polymers (de ex., PVC, PET, medical-grade ABS). Excellence’s custom screw designs address this through:
- Mixing Elements: Helical static mixers, pineapple mixers, and Maddock mixers integrated into the screw flight to distribute shear forces evenly, reducing localized heating by 20-30%.
- Variable Pitch Flights: Tapered pitch sections that gradually compress material, minimizing sudden shear forces and heat generation.
- Barrier Flight Designs: Separates solid and molten material phases, ensuring complete melting before high-shear mixing—critical for engineering plastics (PC, PA, PBT).
- Low-Shear Flight Profiles: For temperature-sensitive materials (de ex., bioplastics, pharmaceutical excipients) – reduces shear heating to <5°C above set extrusion temperature.
These custom designs have been validated in third-party testing by the Society of Plastics Engineers (SPE), showing a 40% reduction in material degradation (measured by MFR retention) compared to standard screw designs for heat-sensitive polymers.
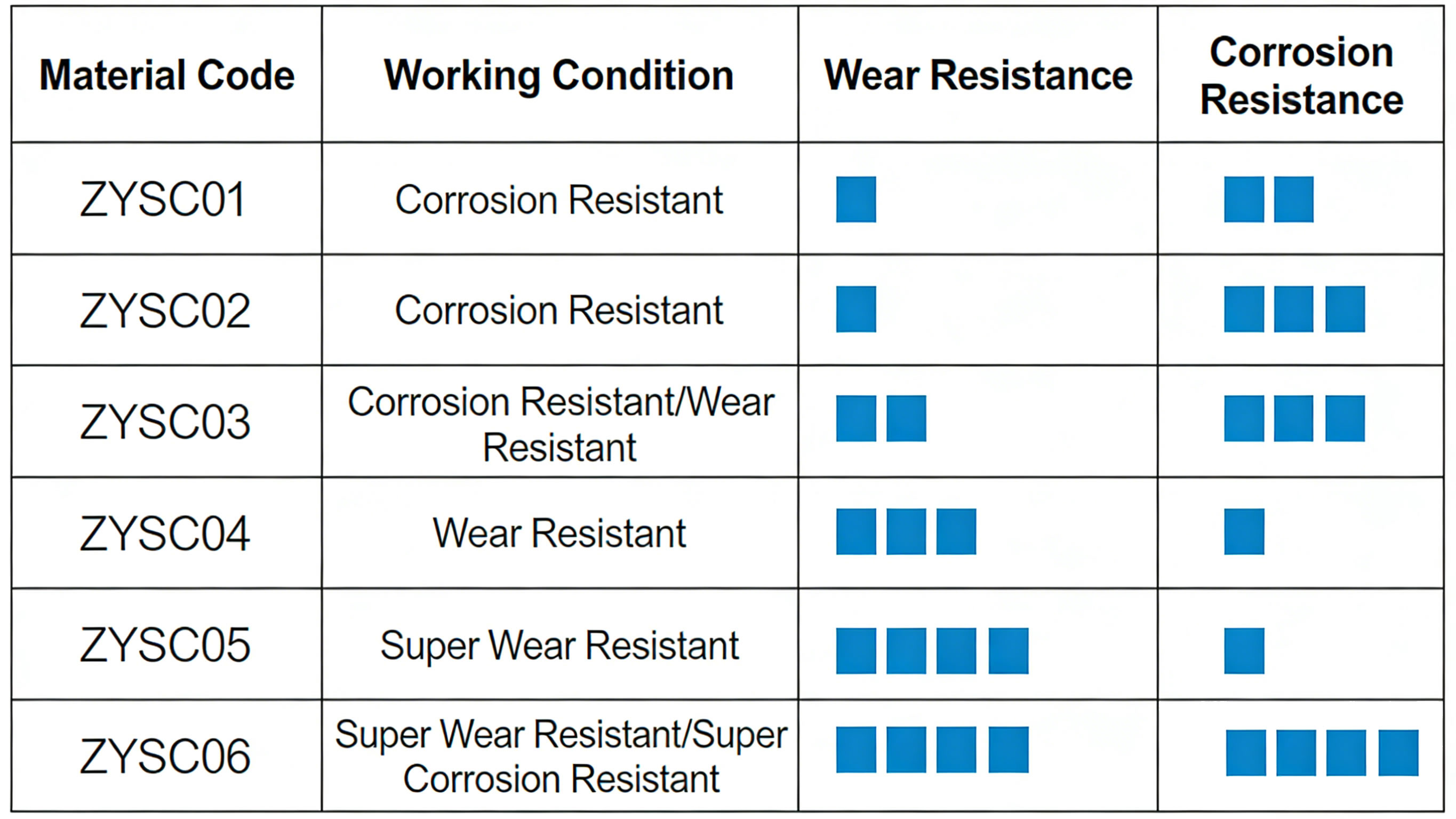
Materials for Extruder Screw Components: Tailored to Operating Conditions
Excellence’s screw components are manufactured from a range of high-performance materials, selected based on wear resistance, corrosion resistance, temperature tolerance, și eficiența costurilor. The right material choice extends screw service life from 3-6 luni (standard steel) la 1-5 ani (premium materials), in functie de aplicatie:
- High-speed tool steel: W6Mo5Cr4V2
- Key Properties: Hardness up to HRC 62-65, excellent wear resistance, high-temperature strength (up to 600°C), and good toughness (resists chipping/cracking).
- Optimal Applications: High-wear extrusion processes (filled plastics with calcium carbonate/talc/glass fiber, recycled plastics with abrasive contaminants, rubber compounding).
- Service Life: 18-24 months for 24/7 operation with 50% compuși PVC umpluți (3x longer than nitrided steel).
- Economic Benefit: Higher upfront cost ($800-$1,500 per meter) offset by 70% reduction in replacement frequency and downtime.
- Nitrided steel: 38CrMoAl
- Key Properties: Surface hardness up to HRC 58-60 (nitrided layer 0.5-0.8mm thick), good fatigue resistance, moderate corrosion resistance, și eficiența costurilor.
- Optimal Applications: Standard extrusion processes (virgin PE/PP/ABS, low-filler compounds <20%, non-corrosive materials).
- Service Life: 6-12 months for 24/7 operation with virgin PE/PP (industry standard for general-purpose extrusion).
- Economic Benefit: Low upfront cost ($300-$600 per meter) – ideal for small-batch production or low-volume extrusion lines.
- Stainless steel: 316L, C276, etc.
- Key Properties: Exceptional corrosion resistance (316L: resistant to mild acids/bases; C276: resistant to harsh chemicals like chlorine, sulfuric acid, and halogenated solvents), food-grade compliance (316L meets FDA 21 CFR 177.1520), and high-temperature stability (up to 800°C for C276).
- Optimal Applications: Corrosive material processing (chemical extrusion, PVC with acidic stabilizers), food/beverage packaging extrusion (Conform FDA), medical device extrusion (biocompatible materials).
- Service Life: 2-5 years for chemical extrusion (no corrosion-related wear), 12-18 months for food-grade extrusion.
- Conformitate: 316L is FDA/USDA compliant for food-contact applications; C276 is ATEX-certified for explosive chemical environments.
- Hot isostatic pressing (HIP) materiale
- Key Properties: HIP processing eliminates internal porosity in the material (density >99.9%), resulting in ultra-high wear resistance (2x higher than W6Mo5Cr4V2), exceptional corrosion resistance, and uniform mechanical properties throughout the screw.
- Optimal Applications: Extreme operating conditions (abrasive ceramic-filled polymers, high-temperature engineering plastics like PEEK/PEI, corrosive chemical extrusion).
- Service Life: 3-5 years for 24/7 operation with ceramic-filled PEEK (the longest service life of any screw material).
- Economic Benefit: Premium upfront cost ($1,800-$3,000 per meter) – ROI achieved in 12-18 months for high-volume, high-wear production lines.
Application-Specific Screw Component Designs
1. Plastic Compounding Screw Components
For plastic compounding (producție de masterbatch, filled polymer extrusion, recycled plastic reprocessing), Excellence’s screw components are engineered to maximize dispersion and minimize wear:
- Groove depth ratio: 1.55 (standard) sau 1.4 (high-filler compounds >40%).
- Material: W6Mo5Cr4V2 (high-filler) or 38CrMoAl (low-filler).
- Custom Features: Integrated mixing pins, barrier flights, and shear reduction zones to prevent filler agglomeration and material degradation.
- Performance Data: 98% additive dispersion uniformity (verified by SPE testing), 40% reduction in screw wear compared to generic compounding screws.
2. Chemical & Corrosive Material Screw Components
For chemical extrusion (polimeri pe bază de solvenți, corrosive additives, chemical masterbatches), corrosion resistance is prioritized:
- Groove depth ratio: 1.6-1.8 (maximizes free volume for solvent evaporation).
- Material: C276 (harsh chemicals) or 316L (mild corrosives).
- Custom Features: Smooth polished flight surfaces (Ra ≤ 0.8μm) to prevent material adhesion, sealed screw ends to eliminate chemical leakage.
- Conformitate: ATEX-certified for explosive chemical environments, REACH-compliant for EU chemical regulations.
3. Food & Medical-Grade Screw Components
For food packaging and medical device extrusion, hygiene and biocompatibility are critical:
- Groove depth ratio: 1.55 (balances mixing and low shear).
- Material: 316L stainless steel (FDA/USDA compliant).
- Custom Features: Easy-clean design (no dead zones for bacterial growth), polished surfaces (Ra ≤ 0.4μm), and non-toxic lubricants (food-grade).
- Conformitate: FDA 21 CFR 177.1520 (contactul alimentar), ISO 10993 (medical device biocompatibility).
4. High-Temperature Engineering Plastic Screw Components
For engineering plastics (ARUNCA O PRIVIRE, PEI, PA66 with glass fiber), high-temperature strength and wear resistance are key:
- Groove depth ratio: 1.4-1.55 (high torque for high-viscosity melts).
- Material: HIP-processed W6Mo5Cr4V2 or C276 (high-temperature stability).
- Custom Features: Cooling channels in the screw core (reduces internal heating by 25%), wear-resistant coating (tungsten carbide) on flight tips.
- Performance Data: Maintains dimensional stability at 400°C, service life of 3+ years for glass fiber-filled PEEK extrusion.
Technical Specifications & Controlul calității
1. Dimensional Tolerances
Excellence’s screw components are manufactured to strict ISO 9001:2015 quality standards, with dimensional tolerances of:
- Outer diameter (D0): ±0.02mm (critical for barrel fit).
- Root diameter (Din): ±0.03mm (ensures consistent groove depth ratio).
- Flight pitch: ±0.05mm (uniform material advancement).
- Straightness: ≤0.01mm/m (prevents barrel wear and material leakage).
All screws are inspected using CNC coordinate measuring machines (CMM) to verify tolerances before shipment.
2. Surface Treatment Options
To enhance performance, Excellence offers optional surface treatments for screw components:
- Nitriding: For 38CrMoAl steel (standard) – increases surface hardness to HRC 58-60.
- Tungsten Carbide Coating: For W6Mo5Cr4V2 steel – increases wear resistance by 50% for abrasive materials.
- PTFE Coating: For 316L steel – reduces material adhesion (ideal for sticky materials like TPE/TPU).
- Electropolishing: For 316L/C276 steel – improves corrosion resistance and hygiene (food/medical applications).
3. Quality Control Process
Every Excellence screw component undergoes a 7-step quality control process:
- Raw material inspection (certificate of analysis verification for material grade and properties).
- CNC machining with real-time dimensional monitoring.
- Heat treatment (quenching/tempering for tool steel, nitriding for 38CrMoAl) with hardness testing.
- Surface treatment (dacă este cazul) with adhesion testing.
- CMM dimensional inspection (full tolerance verification).
- Dynamic balance testing (ISO 1940-1:2016) – vibration amplitude <0.1mm at max operating speed.
- Final visual inspection and certification (trasabilitatea materialului, dimensional report, hardness report).
All quality control data is retained for 10 ani, ensuring full traceability for regulatory compliance (IATF 16949 for automotive, FDA for medical).
Studiu de caz: HIP Material Screws Reduce Downtime for Ceramic-Filled PEEK Extrusion (STATELE UNITE ALE AMERICII)
A US aerospace component manufacturer was facing frequent screw failures (every 3 luni) when extruding ceramic-filled PEEK (30% alumina filler) for aircraft parts:
- Original Challenges:
- W6Mo5Cr4V2 screws wore out rapidly (flight tip wear >1mm in 3 luni) due to ceramic abrasion.
- Unplanned downtime (8 hours per screw replacement) – lost production of $15,000 per downtime event.
- Inconsistent part dimensions (due to increasing screw clearance) – 15% scrap rate.
- Excellence Solution: Custom HIP-processed W6Mo5Cr4V2 screw components with tungsten carbide coating, groove depth ratio 1.4 (cuplu mare), and barrier flight design.
- Rezultate după instalare:
- Screw service life extended to 36 luni (12x longer than original screws).
- Unplanned downtime reduced by 92% (1 downtime event per 3 years vs. 4 per year).
- Rata de rebuturi redusă la 1% (consistent part dimensions due to minimal screw wear).
- Annual cost savings of $180,000 (timp de nefuncţionare + material + screw replacement costs).
- ROI achieved in 8 luni (screw cost $2,800 vs. annual savings $180,000).
The plant engineering manager commented: “Excellence’s HIP material screws have transformed our PEEK extrusion process. We no longer worry about unplanned downtime, and our part quality has improved to meet aerospace industry tight tolerances (±0.01mm). This has allowed us to secure 2 new aerospace contracts worth $2M annually.”
Instalare, Întreţinere & Replacement Guidelines
1. Screw Installation Best Practices
Proper installation ensures optimal performance and prevents premature wear:
- Clean the extruder barrel thoroughly (remove old material residue) before installing the new screw – use a barrel cleaning rod and food-grade cleaning agent (FDA-compliant for food/medical applications).
- Inspect the barrel for wear (measure barrel inner diameter) – replace barrel if clearance >0.5mm (excessive clearance causes material backflow and poor mixing).
- Install the screw using a lifting fixture (avoid dropping or scratching the flights) – torque the screw coupling to manufacturer specifications (de obicei 300-500 Nm).
- Check screw alignment (using a dial indicator) – runout should be <0.02mm at the screw tip.
- Perform a dry run (no material) at low speed (50 rpm) for 10 minutes – check for abnormal noise/vibration (indicates misalignment).
Excellence provides a detailed installation manual with photos and torque specifications for all screw models.
2. Preventive Maintenance for Screw Components
Regular maintenance extends screw life and maintains performance:
- Întreținere zilnică:
- Clean the screw after production (purge with cleaning compound) to remove material residue (prevents carbonization and corrosion).
- Inspect screw tip and mixing elements for wear/damage (visual check during purge).
- Monthly Maintenance:
- Measure screw flight clearance (barrel inner diameter – screw outer diameter) – record data to track wear rate.
- Lubricate screw coupling (use high-temperature grease, FDA-compliant if needed).
- Check for material buildup in dead zones (elemente de amestecare, barrier flights) – clean with a brass brush (avoid scratching flight surfaces).
- Quarterly Maintenance:
- Remove the screw for full inspection (measure flight thickness, check for corrosion/cracking).
- Polish minor wear on flight tips (using 400-grit sandpaper) to restore dimensional accuracy.
- Inspect barrel liner for wear (replace if necessary to maintain optimal clearance).
3. Screw Replacement Criteria
Replace screw components when:
- Flight tip wear >1mm (causes poor mixing and inconsistent output).
- Corrosion pitting >0.5mm deep (risk of material contamination and structural failure).
- Cracks in flights or core (safety hazard – risk of screw breakage during operation).
- Screw clearance >0.8mm (material backflow reduces extruder efficiency by >20%).
- Material degradation (MFR variation >10%) – indicates poor mixing due to worn flights.
Excellence offers a screw inspection service (on-site or lab-based) to assess wear and recommend replacement timing.
FAQs About Excellence Extruder Screw Components
Q: Can Excellence customize screw components for non-standard extruder sizes (de ex., 65mm, 90mm diametru)?
O: Da. Excellence manufactures screw components for all standard extruder diameters (15mm to 200mm) and custom diameters (per customer drawings). We also produce twin-screw components (co-rotating and counter-rotating) for compounding extruders, with pitch sizes from 10mm to 100mm.
Q: Care este timpul de livrare pentru componentele cu șuruburi personalizate (selecția materialului + groove depth ratio + proiectare specializată)?
O: Componente standard cu șuruburi (38CrMoAl, 1.55 groove depth ratio) au un termen de livrare de 2-3 săptămâni. Componente personalizate (Materiale HIP, raportul de adâncime a canalului specializat, elemente de amestecare) cere 4-6 săptămâni. Producție accelerată (1-2 săptămâni pentru standard, 3 săptămâni pentru personalizare) este disponibil contra cost suplimentar 25% taxa.
Q: Excellence oferă rapoarte de testare a materialelor pentru componentele șuruburilor?
O: Da. Toate componentele șuruburilor vin cu un certificat de material (certificat de analiză – COA) verificarea gradului materialului, duritate, și compoziția chimică. Pentru materiale HIP, oferim și rapoarte de procesare HIP (density, porozitate) și testarea nedistructivă (NDT) rapoarte (testarea cu ultrasunete pentru defecte interne).
Q: Cum aleg materialul potrivit pentru aplicația mea de extrudare?
O: Echipa tehnică Excellence oferă un ghid gratuit de selecție a materialelor bazat pe:
- Tipul materialului (virgin/reciclat, umplut/neumplut, coroziv/necoroziv).
- Temperatura de extrudare (materiale plastice de inginerie la temperaturi înalte vs. standard polymers).
- Production volume (24/7 operation vs. batch production).
- Buget (upfront cost vs. total cost of ownership).
We also offer a trial program (30-day test of a sample screw) for new customers to validate performance before full purchase.
Q: What warranty is provided for Excellence screw components?
O: Standard warranty: 12 months for 38CrMoAl and 316L screws, 24 months for W6Mo5Cr4V2 and HIP material screws (covers manufacturing defects and premature wear <0.5mm in the first year). Extended warranty (36 luni) este disponibil contra cost suplimentar 15% taxa, including annual wear inspections.
For over two decades, Excellence’s extruder screw components have set the industry standard for wear resistance, corrosion protection, and application-specific performance. Whether you’re extruding standard PE/PP, substanțe chimice corozive, food-grade polymers, or high-temperature engineering plastics, our screws are engineered to maximize uptime, reduce costurile, și îmbunătățirea calității produsului. Contactați astăzi echipa noastră tehnică pentru a solicita o consultație gratuită de proiectare a șuruburilor și o ofertă adaptată cerințelor dumneavoastră legate de procesul de extrudare.
