Get the machine ready by loading and heating it. Control how the plastic moves through the machine.
Fix problems to keep everything working well.
About53%of plastic makers use extrusion machines, so knowing each step shows why it is important.
Key Takeaways
Learn about the main parts of aplastic extrusionmachine. Each part helps turn raw plastic into finished items.
Pick thebest plastic for your project. The type of plastic changes how it melts and moves. This affects how good the final product is.
Watch the feeding and melting steps closely. Keep moisture and temperature at the right levels. This stops problems like bubbles and weak spots.
Check the pressure during extrusion. Good pressure control keeps the shape and size correct. This makes sure the plastic products are high quality.
Usequality checks at every step. Regular checks help find problems early. This makes sure the products are strong and look good.
Plastic Extrusion Machine Overview
Key Components
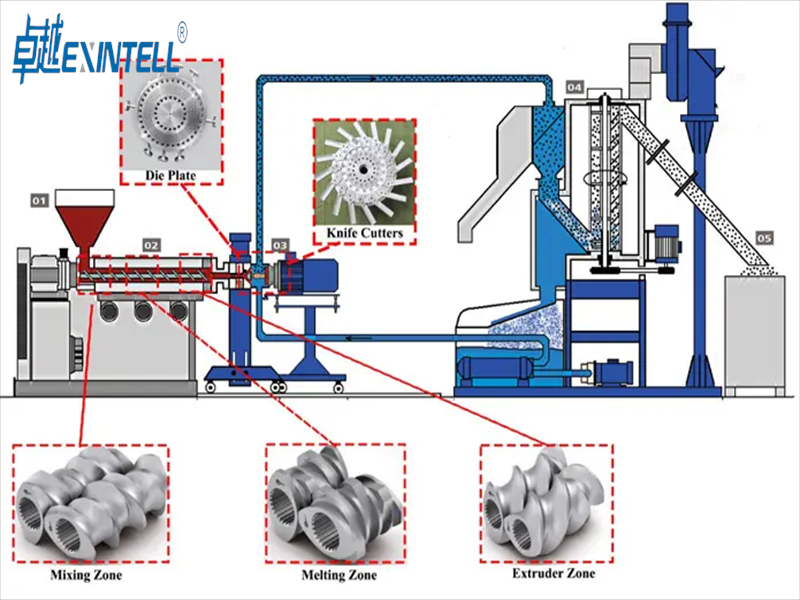
When you look at aplastic extrusion machine, you see many important parts. Each part helps change raw plastic into finished items. The hopper holds the plastic before the process starts. The barrel and heaters melt the plastic so it can move easily. The screw pushes the melted plastic forward. The die shapes the plastic into what you want. Cooling mechanisms help the plastic keep its shape after it leaves the die.
Tip: Always check these parts for damage or wear before you start the machine.
Cools the plastic with air chillers or cooling tanks.
Metal Die
Shapes the melted plastic into the final form.
Aplastic extrudermachine makes sure the plastic moves through each part in the right order. If you keep the machine clean and take care of it, you will have fewer problems when making things.
The plastic you choose changes how it melts, flows, and cools. LDPE and HDPE are flexible and strong. Polypropylene has a high melting point and does not break easily. PVC is tough and good for building things. Polystyrene is stiff and used for packaging. ABS looks nice and feels smooth. Nylon is very strong. Polycarbonate does not get damaged by heat or scratches. PET is best for food and drink bottles.
Note: The plastic you pick affects how it moves during extrusion. Good materials help stop buildup in the die and keep the final product free from defects.
You need to pick the right plastic for your project. Additives can make the plastic stronger or protect it from sunlight. If you prepare the materials well, the plastic will flow smoothly and the products will be high quality.
Extrusion Process Steps
Feeding & Melting
You start the extrusion process by feeding raw plastic into the extruder. The hopper holds the plastic, which can be in the form of pellets, granules, or powders. As you load the material, you must make sure it is dry and free from moisture. If you skip this step, you may see bubbles or weak spots in the final product. The plastic moves from the hopper into the barrel, where heaters begin to warm it up.
The melting stage is very important for the quality of the extruded plastic. You want the plastic to melt evenly so the finished product looks smooth and strong. Here are some key points to remember:
Moisture control is essential because leftover water can cause bubbles or even break down the plastic.
Proper mixing of additives ensures the plastic has the right color and strength.
You must set the right temperature for the type of plastic you use. Each plastic melts at a different temperature. The table below shows the typical melt temperature ranges for common plastics:
Plastic Type
Melt Temperature Range (°C)
HDPE
120–130
LDPE
105–115
Polycarbonate (PC)
230–260
Polypropylene (PP)
130–170
PEEK
320–350
PET
250–260
ABS
105–115
Nylon (PA)
190–350
Polystyrene (PS)
around 120
If you control the feeding and melting steps, you will get a smooth flow of melted plastic. This helps the extrusion process run without problems and gives you a better final product.
Screw & Barrel Action
Once the plastic starts to melt, the screw inside the barrel begins to turn. The screw is the heart of the extruder. It moves the plastic forward, mixes it, and helps it melt completely. The screw and barrel work together to make sure the plastic heats up evenly and flows smoothly.
You can think of the screw as having three main jobs:
It moves the solid plastic from the hopper toward the heaters.
It melts the plastic by pressing it against the hot barrel.
It pumps the melted plastic forward so it can be shaped.
The design of the screw and barrel affects how well the plastic mixes and melts. Some screws have special zones for feeding, melting, and mixing. This design helps you get a steady flow of melted plastic. For example, in a toy factory, the screw and barrel help make smooth, perfect partsfor action figures. In a phone case factory, they help create shiny, flawless cases every time.
You also need to set the right screw speed. High-speed extruders can melt more plastic at once, but they need longer melting sections and special designs. Some machines can run at speeds up to 1500 rpm and produce thousands of pounds of plastic per hour. If you use the right screw speed and design, you will get a steady, high-quality output from your extrusion process.
Pressure & Melting
As the melted plastic moves through the extruder, pressure builds up inside the barrel. This pressure is very important for the profile extrusion process. It helps push the melted plastic through the die and gives the product its shape.
In the transition zone, pressure rises and a melt film forms, which is critical for initiating the melting process. In the metering zone, stable pressure is necessary to ensure that the material is fully molten and homogenized, driving consistent output.
You control the pressure by adjusting the screw speed. A pressure sensor measures the pressure inside the extruder. If the pressure gets too high or too low, the machine changes the screw speed to keep everything stable. This keeps the melted plastic at the right temperature and flow.
You must watch the pressure closely during the extrusion process. Good pressure control helps you get the right shape, size, and surface finish for your plastic products. It also keeps the profile extrusion process running smoothly and safely.
Shaping and Cooling
Die Shaping
You guide the molten plastic through the die at the end ofthe extruder. The die shapes the plastic into the form you want. The shape and size of the diedecide the final look of your extrusion. If you need a simple tube, you use a standard die. For complex profiles, you pick a special die with unique geometry. The land length, which is the distance from the die entrance to the exit, helps keep the shape and uniformity of the extruded plastic. You must make sure the die fits your product needs. If you choose the right die, you get a smooth and consistent result.
The die plays a big role in the extrusion process. It controls the flow and shape of the plastic as it leaves the extruder.
Cooling Methods
After the plastic leaves the die, you cool it quickly to keep its shape. Cooling stops the plastic from deforming. You can use air chillers or water baths. Water baths work well for most extruder lines because they cool the plastic fast and evenly. Air cooling is good for products that need a softer touch. You must control the cooling speed. If you cool the plastic too fast, it may crack. If you cool it too slow, it may warp. Cooling is a key step in theextrusion process.
Cooling Method
How It Works
Best For
Water Bath
Submerges extrudate
Pipes, tubes, profiles
Air Chiller
Blows cool air
Sheets, films
Sizing for Consistency
You usesizing equipment right after the dieto keep the shape and size of the extruded plastic. Calibration units, like vacuum or water-cooled tools, help stabilize the product. These units stop warping and make sure your extrusion meets exact measurements. You must check the size often. Real-time monitoring of temperature and pressure helps you keep tight tolerances. If you work in industries like automotive or medical, you need high precision. Small changes in the extrusion process can cause defects or waste. For some materials, you can reach tolerances as tight as+/-.001″. Softer plastics may need broader tolerances.
Achieving tight tolerances is crucial in plastic extrusion.
Calibration tools and cooling baths control solidification rates.
Precision matters in automotive, medical, and construction products.
Small variations can lead to defects and wasted materials.
Consistent sizing keeps your extruder running smoothly and helps you produce high-quality plastic products every time.
Cutting and Finishing in Plastic Extrusion Machinery
Cutting Techniques
When you useplastic extrusion machinery, you have to cut the plastic after it cools. Cutting happens once the plastic leaves the extruder and is solid. There are different ways to cut the plastic. Rotary cutting uses a spinning blade to slice the plastic. Stationary cutting uses a blade that does not move. The way you cut changes how neat your cuts are and how much plastic you waste. Some machines use laser or ultrasonic cutting for very exact cuts and less waste.
Rotary and stationary cutting change how neat and wasteful the process is.
Laser and ultrasonic cutting make very clean edges and tight sizes.
Cooling the plastic before cutting is important. If you cool it fast, the outside looks better but the inside can get stressed. Slow cooling helps the shape stay the same.
Air cooling or water baths make the plastic hard before you cut it.
You shape the plastic with a die, cool it, and then cut it to the right size. This whole process changes how your product turns out. If you need very exact sizes, you might need special tools or other ways to cut.
Surface Finishing
After you cut the plastic, you can make it look and work better. Surface finishinghelps your products look nice and last longer. There are many ways to finish the surface, and each one does something special.
You can make parts in special colors or even use more than one color on a product.
Co-extrusion / tri-extrusion
You combine layers of different plastics for special features in one profile.
Notching and drilling
You add holes or shapes after extrusion.
Plastic gluing and taping
You join parts with glue or tape during or after the process.
Punching
You make cutouts or special shapes to match your design.
Plastic forming
You bend or shape the plastic using heat or pressure.
Heat welding
You join plastic pieces with heat and pressure for strong assemblies.
Surface finishing makes your products smooth and nice to touch. It also makes them stronger and easier to clean. Good finishes keep the colors bright and help your products last longer.
Tip: Picking the right surface finish can help your plastic products look great and meet tough rules.
Quality Control
You need to check your products at every step when you use extrusion. Quality control starts with the raw plastic. You look at the plastic before it goes into the machine to make sure it is clean and strong. While the machine is running, you watch the temperature, pressure, and speed to keep things steady. After you cut and finish the plastic, you check the final product for color, size, and strength.
You check the plastic for purity and quality before extrusion.
Monitoring During Extrusion
You track temperature, pressure, and speed for steady output.
Final Product Inspections
You look for color, size, and strength in the finished plastic.
Someproblems you might seeare die swell, warping, rough surfaces, color changes, dirty spots, uneven sizes, bubbles, shrinking, melt fracture, and die lines. By checking each step, you make sure your factory makes strong and good-looking products every time.
If you know what happens at each stage, you can fix problems faster. You can also make your products better. Training operatorsand using good habits help you get more from your plasticextrusion machine. If you want to fix mistakes or make things better, look at these steps for help.
FAQ
What is the main purpose of a plastic extrusion machine?
You use a plastic extrusion machine to shape raw plastic into long forms. These forms can be pipes, tubes, or sheets. The machine melts the plastic. Then it pushes it through a die. This creates the wanted shape.
How do you choose the right plastic for extrusion?
You pick the plastic based on the product’s needs. For example, use PVC for pipes. Use PET for bottles. Check the melting point and strength. Additives can improve color, flexibility, or UV resistance.
Why does the extruded plastic sometimes have bubbles or rough spots?
Bubbles or rough spots often mean the plastic had moisture. It may also mean it did not melt evenly. You should dry the raw material. Set the correct temperature too. This helps you get a smooth, strong product.
Can you recycle plastic with an extrusion machine?
Yes, you canrecycle plastic usingan extrusion machine. You feed cleaned, shredded plastic waste into the hopper. The machine melts and reshapes it into new products. This reduces waste and saves resources.
How do you keep the extrusion process safe?
You keep the process safe by checking temperatures, pressures, and machine parts often. Use safety guards and wear protective gear. Always follow the machine’s safety instructions. This helps prevent accidents.