Kif il-Magni tal-Estrużjoni tal-plastik jaħdmu pass pass
Werrej
Kif il-Magni tal-Estrużjoni tal-plastik jaħdmu pass pass
Inti tuża a Magni tal-Estrużjoni tal-plastik biex tagħmel il-plastik f'forom twal. Il-magna timbotta l-plastik permezz ta 'die. Dan il-proċess għandu ftit passi ewlenin:
Ara l-passi tat-tmigħ u tat-tidwib mill-qrib. Żomm l-umdità u t-temperatura fil-livelli t-tajba. Dan iwaqqaf problemi bħal bżieżaq u spots dgħajfa.
Iċċekkja l-pressjoni waqt l-estrużjoni. Kontroll tajjeb tal-pressjoni jżomm il-forma u d-daqs korretti. Dan jiżgura li l-prodotti tal-plastik huma ta 'kwalità għolja.
Użu kontrolli tal-kwalità f'kull pass. Kontrolli regolari jgħinu biex jinstabu problemi kmieni. Dan jiżgura li l-prodotti jkunu b'saħħithom u jidhru tajbin.
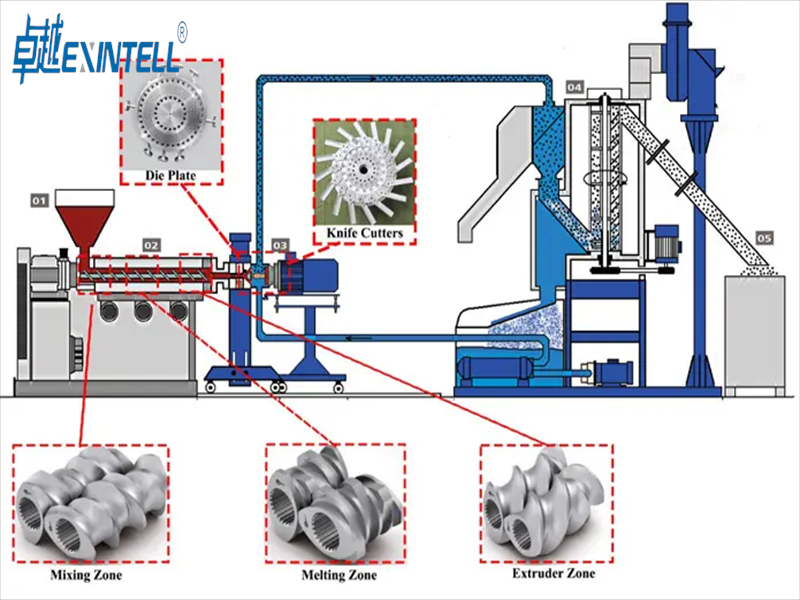
Ħarsa ġenerali tal-Magni tal-Estrużjoni tal-plastik
Komponenti Ewlenin
Meta tħares lejn a magna tal-estrużjoni tal-plastik, tara ħafna partijiet importanti. Kull parti tgħin biex tibdel il-plastik mhux maħdum f'oġġetti lesti. Id-delu jżomm il-plastik qabel ma jibda l-proċess. Il-kanna u l-ħiters jiddewweb il-plastik sabiex ikun jista 'jiċċaqlaq faċilment. Il-kamin jimbotta 'l quddiem il-plastik imdewweb. Id-die tifforma l-plastik f'dak li trid. Il-mekkaniżmi tat-tkessiħ jgħinu lill-plastik iżomm il-forma tiegħu wara li jħalli d-die.
Tip: Dejjem iċċekkja dawn il-partijiet għal ħsara jew xedd qabel ma tibda l-magna.
Jkessaħ il-plastik b'apparat li jkessaħ l-arja jew tankijiet tat-tkessiħ.
Die tal-metall
Iffurma l-plastik imdewweb fil-forma finali.
A estrużur tal-plastik magna tiżgura li l-plastik jiċċaqlaq minn kull parti fl-ordni t-tajba. Jekk iżżomm il-magna nadifa u tieħu ħsiebha, ser ikollok inqas problemi meta tagħmel l-affarijiet.
Il-plastik li tagħżel ibiddel kif idub, flussi, u jibred. LDPE u HDPE huma flessibbli u b'saħħithom. Il-polipropilene għandu punt ta 'tidwib għoli u ma jinqasamx faċilment. Il-PVC huwa iebes u tajjeb għall-bini ta 'affarijiet. Il-polistirene huwa iebes u użat għall-ippakkjar. L-ABS jidher sabiħ u jħossu lixx. In-nylon huwa b'saħħtu ħafna. Il-polikarbonat ma ssirx ħsara bis-sħana jew grif. Il-PET huwa l-aħjar għall-fliexken tal-ikel u tax-xorb.
Nota: Il-plastik li tagħżel jaffettwa kif jiċċaqlaq waqt l-estrużjoni. Materjali tajbin jgħinu biex iwaqqfu l-akkumulazzjoni fid-die u jżommu l-prodott finali ħieles minn difetti.
Għandek bżonn tagħżel il-plastik it-tajjeb għall-proġett tiegħek. L-addittivi jistgħu jagħmlu l-plastik aktar b'saħħtu jew jipproteġuh mid-dawl tax-xemx. Jekk tipprepara l-materjali sew, il-plastik se jgħaddi bla xkiel u l-prodotti se jkunu ta 'kwalità għolja.
Passi tal-Proċess ta' Estrużjoni
Għalf & Tidwib
You start the extrusion process by feeding raw plastic into the extruder. The hopper holds the plastic, which can be in the form of pellets, granuli, jew trabijiet. As you load the material, you must make sure it is dry and free from moisture. If you skip this step, you may see bubbles or weak spots in the final product. The plastic moves from the hopper into the barrel, where heaters begin to warm it up.
The melting stage is very important for the quality of the extruded plastic. You want the plastic to melt evenly so the finished product looks smooth and strong. Here are some key points to remember:
Moisture control is essential because leftover water can cause bubbles or even break down the plastic.
Taħlit xieraq ta 'addittivi jiżgura li l-plastik ikollu l-kulur u s-saħħa t-tajba.
Trid issettja t-temperatura t-tajba għat-tip ta 'plastik li tuża. Kull plastik idub f'temperatura differenti. It-tabella hawn taħt turi l-firxiet tipiċi tat-temperatura tat-tidwib għall-plastiks komuni:
Tip tal-plastik
Medda tat-Temperatura tad-Dewweb (°C)
HDPE
120–130
LDPE
105–115
Polikarbonat (PC)
230–260
Polipropilene (PP)
130–170
PEEK
320–350
PET
250–260
ABS
105–115
Najlon (PA)
190–350
Polistirene (PS)
madwar 120
Jekk tikkontrolla l-passi tat-tmigħ u tat-tidwib, inti se tikseb fluss bla xkiel ta 'plastik imdewweb. Dan jgħin lill-proċess ta 'estrużjoni jaħdem mingħajr problemi u jagħtik prodott finali aħjar.
Invita & Azzjoni tal-kanna
Ladarba l-plastik jibda jiddewweb, il-kamin ġewwa l-kanna jibda jdur. Il-kamin huwa l-qalba tal-estrużur. Jiċċaqlaq il-plastik 'il quddiem, tħallatha, u jgħinha jiddewweb kompletament. Il-kamin u l-kanna jaħdmu flimkien biex jiżguraw li l-plastik jisħon b'mod uniformi u jiċċirkola bla xkiel.
Tista 'taħseb li l-kamin għandu tliet xogħlijiet ewlenin:
Jiċċaqlaq il-plastik solidu mid-delu lejn il-ħiters.
Dewweb il-plastik billi tagħfas kontra l-barmil sħun.
Jippumpja l-plastik imdewweb 'il quddiem sabiex ikun jista' jiġi ffurmat.
Id-disinn tal-kamin u l-kanna jaffettwa kemm il-plastik jitħallat u jdub. Xi viti għandhom żoni speċjali għall-għalf, tidwib, u t-taħlit. Dan id-disinn jgħinek tikseb fluss kostanti ta 'plastik imdewweb. Per eżempju, f'fabbrika tal-ġugarelli, il-kamin u l-kanna jgħinu biex jagħmlu bla xkiel, partijiet perfetti għal figuri ta' azzjoni. F'fabbrika tal-każ tat-telefon, jgħinu biex joħolqu tleqq, każijiet bla difetti kull darba.
Għandek bżonn ukoll li tissettja l-veloċità tal-kamin it-tajba. L-estrużuri ta 'veloċità għolja jistgħu jdubu aktar plastik f'daqqa, iżda jeħtieġu sezzjonijiet itwal ta 'tidwib u disinji speċjali. Xi magni jistgħu jaħdmu b'veloċitajiet sa 1500 rpm u jipproduċu eluf ta’ liri ta’ plastik fis-siegħa. Jekk tuża l-veloċità u d-disinn tal-kamin it-tajba, inti se tikseb stabbli, produzzjoni ta 'kwalità għolja mill-proċess ta' estrużjoni tiegħek.
Pressjoni & Tidwib
Hekk kif il-plastik imdewweb jimxi permezz tal-estrużur, pressjoni tinbena ġewwa l-kanna. Din il-pressjoni hija importanti ħafna għall-proċess ta 'estrużjoni tal-profil. Tgħin biex timbotta l-plastik imdewweb mid-die u tagħti lill-prodott il-forma tiegħu.
Inti tikkontrolla l-pressjoni billi taġġusta l-veloċità tal-kamin. Sensor tal-pressjoni jkejjel il-pressjoni ġewwa l-estrużur. Jekk il-pressjoni ssir għolja wisq jew baxxa wisq, il-magna tibdel il-veloċità tal-kamin biex iżżomm kollox stabbli. Dan iżomm il-plastik imdewweb fit-temperatura u l-fluss it-tajba.
Il-pressjoni tad-die tifforma l-prodott. Jekk huwa baxx wisq, il-forma mhux se tifforma tajjeb. Jekk huwa għoli wisq, il-plastik jista' jintefaħ jew jiddeforma.
Il-pressjoni ta 'wara tgħin biex tħallat il-plastik u żżomm it-tidwib uniformi.
Il-kontrolluri tal-pressjoni u l-apparat tas-sigurtà bħal plugs tal-qsim iżommu l-proċess ta 'estrużjoni sikur u bla xkiel.
Jekk ma tikkontrollax il-pressjoni, tista' tara problemi bħal:
You must watch the pressure closely during the extrusion process. Good pressure control helps you get the right shape, daqs, and surface finish for your plastic products. It also keeps the profile extrusion process running smoothly and safely.
Shaping and Cooling
Die Shaping
You guide the molten plastic through the die at the end ofthe extruder. The die shapes the plastic into the form you want. The shape and size of the diedecide the final look of your extrusion. If you need a simple tube, you use a standard die. For complex profiles, you pick a special die with unique geometry. The land length, which is the distance from the die entrance to the exit, helps keep the shape and uniformity of the extruded plastic. Trid tiżgura li d-die taqbel mal-bżonnijiet tal-prodott tiegħek. Jekk tagħżel it-tajba die, ikollok riżultat bla xkiel u konsistenti.
Id-die għandha rwol kbir fil-proċess ta 'estrużjoni. Jikkontrolla l-fluss u l-forma tal-plastik hekk kif iħalli l-estrużur.
Metodi ta 'tkessiħ
Wara li l-plastik iħalli d-die, tiksaħha malajr biex iżżomm il-forma tagħha. It-tkessiħ iwaqqaf il-plastik milli jiddeforma. Tista 'tuża air chillers jew banjijiet ta' l-ilma. Banjijiet ta 'l-ilma jaħdmu tajjeb għall-biċċa l-kbira tal-linji ta' l-estrużuri minħabba li jkessħu l-plastik malajr u b'mod uniformi. It-tkessiħ tal-arja huwa tajjeb għal prodotti li jeħtieġu touch aktar artab. Int trid tikkontrolla l-veloċità tat-tkessiħ. Jekk tkessaħ il-plastik malajr wisq, jista' jinqasam. Jekk tiksaħ bil-mod wisq, jista' jitgħawweġ. It-tkessiħ huwa pass ewlieni fil- proċess ta 'estrużjoni.
Metodu tat-tkessiħ
Kif Taħdem
Aħjar Għal
Banju tal-ilma
Jgħaddas l-estruż
Pajpijiet, tubi, profili
Air Chiller
Blows arja friska
Folji, films
Daqs għall-Konsistenza
Inti tuża tagħmir tad-daqs dritt wara d-die biex iżomm il-forma u d-daqs tal-plastik estruż. Unitajiet ta' kalibrazzjoni, bħal vakwu jew għodda mkessħa bl-ilma, jgħin biex jistabbilizza l-prodott. Dawn l-unitajiet jieqfu t-tgħawwiġ u kun żgur li l-estrużjoni tiegħek tilħaq il-kejl eżatt. Trid tiċċekkja d-daqs ta 'spiss. Il-monitoraġġ f'ħin reali tat-temperatura u l-pressjoni jgħinek iżżomm tolleranzi stretti. Jekk taħdem f'industriji bħall-karozzi jew mediċi, għandek bżonn preċiżjoni għolja. Bidliet żgħar fil-proċess ta 'estrużjoni jistgħu jikkawżaw difetti jew skart. Għal xi materjali, inti tista tilħaq tolleranzi stretti daqs +/-.001″. Plastiks aktar artab jista 'jkollhom bżonn tolleranzi usa'.
Il-kisba ta 'tolleranzi stretti hija kruċjali fl-estrużjoni tal-plastik.
Għodod ta 'kalibrazzjoni u banjijiet li jkessħu jikkontrollaw ir-rati ta' solidifikazzjoni.
Il-preċiżjoni hija importanti fil-karozzi, mediku, u prodotti tal-kostruzzjoni.
Varjazzjonijiet żgħar jistgħu jwasslu għal difetti u materjali moħlija.
Id-daqs konsistenti jżomm l-estrużur tiegħek jaħdem bla xkiel u jgħinek tipproduċi prodotti tal-plastik ta 'kwalità għolja kull darba.
Qtugħ u Finitura fil-Makkinarju tal-Estrużjoni tal-plastik
Tekniki tal-Qtugħ
Meta tuża makkinarju tal-estrużjoni tal-plastik, trid tnaqqas il-plastik wara li jibred. Il-qtugħ iseħħ ladarba l-plastik jitlaq mill-estrużur u jkun solidu. Hemm modi differenti biex tnaqqas il-plastik. Qtugħ li jdur juża xafra għażil biex iqatta 'l-plastik. Qtugħ stazzjonarju juża xafra li ma tiċċaqlaqx. Il-mod kif taqta’ jibdel kemm il-qatgħat tiegħek huma puliti u kemm taħli plastik. Xi magni jużaw qtugħ bil-lejżer jew ultrasoniku għal qatgħat preċiżi ħafna u inqas skart.
It-tqattigħ rotanti u stazzjonarju jibdel kemm il-proċess huwa pulit u ħela.
Il-qtugħ bil-lejżer u ultrasoniku jagħmel truf nodfa ħafna u daqsijiet stretti.
It-tkessiħ tal-plastik qabel il-qtugħ huwa importanti. Jekk tiksaħ malajr, barra tidher aħjar iżda ġewwa jista 'jiġi enfasizzat. It-tkessiħ bil-mod jgħin lill-forma tibqa' l-istess.
It-tkessiħ bl-arja jew il-banjijiet ta 'l-ilma jagħmlu l-plastik iebes qabel ma taqta'.
Int tifforma l-plastik b'die, kessaħha, u mbagħad aqtagħha għad-daqs it-tajjeb. Dan il-proċess kollu jbiddel kif jirriżulta l-prodott tiegħek. Jekk għandek bżonn daqsijiet eżatti ħafna, jista 'jkollok bżonn għodda speċjali jew modi oħra biex tnaqqas.
Irfinar tal-wiċċ
Wara li taqta l-plastik, tista 'tagħmilha tidher u taħdem aħjar. Irfinar tal-wiċċ jgħin lill-prodotti tiegħek jidhru sbieħ u jdumu aktar. Hemm ħafna modi biex jintemm il-wiċċ, u kull wieħed jagħmel xi ħaġa speċjali.
Kif tiġi applikata għal prodotti tal-plastik estrużi
Tqabbil tal-kulur tad-dwana
Tista 'tagħmel partijiet f'kuluri speċjali jew saħansitra tuża aktar minn kulur wieħed fuq prodott.
Ko-estrużjoni / tri-estrużjoni
Inti tgħaqqad saffi ta 'plastiks differenti għal karatteristiċi speċjali fi profil wieħed.
Notching u tħaffir
Inti żżid toqob jew forom wara l-estrużjoni.
Inkullar u tejp tal-plastik
Inti tgħaqqad partijiet bil-kolla jew tejp matul jew wara l-proċess.
Punching
Inti tagħmel qtugħ jew forom speċjali biex jaqblu mad-disinn tiegħek.
Ffurmar tal-plastik
Inti tgħawweġ jew tifforma l-plastik bl-użu tas-sħana jew pressjoni.
Iwweldjar bis-sħana
Tgħaqqad biċċiet tal-plastik bis-sħana u l-pressjoni għal assemblaġġi b'saħħithom.
L-irfinar tal-wiċċ jagħmel il-prodotti tiegħek bla xkiel u sbieħ biex tmiss. Jagħmel ukoll aktar b'saħħithom u aktar faċli biex jitnaddfu. Finituri tajbin iżommu l-kuluri jleqqu u jgħinu lill-prodotti tiegħek idumu aktar.
Tip: Li tagħżel il-finitura tal-wiċċ it-tajba tista 'tgħin lill-prodotti tal-plastik tiegħek jidhru tajbin u jissodisfaw regoli iebsin.
Kontroll tal-Kwalità
Għandek bżonn tiċċekkja l-prodotti tiegħek f'kull pass meta tuża l-estrużjoni. Il-kontroll tal-kwalità jibda bil-plastik mhux maħdum. Tħares lejn il-plastik qabel ma jidħol fil-magna biex tiżgura li jkun nadif u b'saħħtu. Waqt li l-magna tkun qed taħdem, tara t-temperatura, pressjoni, u veloċità biex iżommu l-affarijiet stabbli. Wara li taqta u tispiċċa l-plastik, tiċċekkja l-prodott finali għall-kulur, daqs, u s-saħħa.
Tiċċekkja l-plastik għall-purità u l-kwalità qabel l-estrużjoni.
Monitoraġġ Waqt l-estrużjoni
Inti track temperatura, pressjoni, u veloċità għal produzzjoni stabbli.
Spezzjonijiet tal-Prodott Finali
Inti tfittex kulur, daqs, u saħħa fil-plastik lest.
Xi wħud problemi li tista’ tara huma jmutu jintefħu, warping, uċuħ mhux maħduma, bidliet fil-kulur, tikek maħmuġin, daqsijiet irregolari, bżieżaq, tiċkien, ksur tad-dewweb, u linji die. Billi tiċċekkja kull pass, inti tiżgura ruħek li l-fabbrika tiegħek tagħmel prodotti b'saħħithom u ta 'dehra tajba kull darba.
Jekk taf x'jiġri f'kull stadju, tista' tirranġa l-problemi aktar malajr. Tista 'wkoll tagħmel il-prodotti tiegħek aħjar. Operaturi ta' taħriġ u l-użu ta 'drawwiet tajbin jgħinek tikseb aktar mill-plastik tiegħek magna ta 'estrużjoni. Jekk trid tirranġa l-iżbalji jew tagħmel l-affarijiet aħjar, ħares lejn dawn il-passi għall-għajnuna.
FAQ
X'inhu l-għan ewlieni ta 'magna ta' estrużjoni tal-plastik?
Tuża magna tal-estrużjoni tal-plastik biex tifforma plastik mhux maħdum f'forom twal. Dawn il-forom jistgħu jkunu pajpijiet, tubi, jew folji. Il-magna idub il-plastik. Imbagħad timbottah permezz ta 'die. Dan joħloq il-forma mixtieqa.
Kif tagħżel il-plastik it-tajjeb għall-estrużjoni?
Inti tagħżel il-plastik ibbażat fuq il-ħtiġijiet tal-prodott. Per eżempju, uża PVC għall-pajpijiet. Uża PET għall-fliexken. Iċċekkja l-punt tat-tidwib u s-saħħa. L-addittivi jistgħu jtejbu l-kulur, flessibilità, jew reżistenza UV.
Why does the extruded plastic sometimes have bubbles or rough spots?
Bubbles or rough spots often mean the plastic had moisture. It may also mean it did not melt evenly. You should dry the raw material. Set the correct temperature too. This helps you get a smooth, strong product.
Can you recycle plastic with an extrusion machine?
Iva, you canrecycle plastic usingan extrusion machine. You feed cleaned, shredded plastic waste into the hopper. The machine melts and reshapes it into new products. This reduces waste and saves resources.
How do you keep the extrusion process safe?
You keep the process safe by checking temperatures, pressures, and machine parts often. Use safety guards and wear protective gear. Always follow the machine’s safety instructions. This helps prevent accidents.