
How Different Extrusion Systems Stack Up for Manufacturing

I have seen that the choice of extrusion system shapes the entire manufacturing process. Most manufacturers use single-screw systems, which hold a 62% market share, while twin-screw systems account for 38%.
| Extrusion System Type | Market Share Percentage |
|---|---|
| Single-screw | 62% |
| Twin-screw | 38% |
Selecting between screw types affects efficiency, kwalità tal-prodott, u kompatibilità materjali. When I match extrusion technology to manufacturing goals, I notice improvements in cost-effectiveness, design versatility, u s-sostenibbiltà.
| Fattur | Impact on Manufacturing Efficiency | Impact on Product Quality |
|---|---|---|
| Controlled parameters | Maintains uniform product quality | Achieves micrometer tolerances |
I rely on Complete Extrusion Systems to deliver consistent results and precise screw performance.
Takeaways Ewlenin
- Choose the right extrusion system based on your manufacturing goals and material properties to ensure optimal performance.
- Single-screw extruders are ideal for high-volume production of simple materials, while twin-screw systems excel in mixing complex materials.
- Regular maintenance and monitoring of extrusion systems prevent downtime and enhance efficiency, ensuring consistent product quality.
- Consider the screw diameter and L/D ratio when selecting an extruder, as these factors impact throughput and mixing efficiency.
- Utilize co-extrusion for creating multi-layered products that combine different materials, enhancing functionality and performance.
- Evaluate the compatibility of materials with the chosen extrusion system to avoid defects and ensure high-quality output.
- Stay informed about emerging trends in extrusion technology, such as IoT and AI, to improve efficiency and adapt to changing production needs.
- Create a checklist of key factors before selecting an magna ta 'estrużjoni to avoid costly mistakes and ensure the system meets application requirements.
Choosing the Right Extrusion System for Manufacturing
Key Factors in System Selection
I never find a universal “best” extrusion system. My experience tells me that the ideal choice depends on the manufacturing goals, proprjetajiet materjali, and product requirements. When I select an extrusion system, I always match its capabilities to the intended application. This approach ensures that the extrusion process delivers consistent quality and optimal performance.
I consider several critical factors before making an extrusion machine selection. I use the following table to guide my decision:
| Fattur | Deskrizzjoni |
|---|---|
| Research Objective | Purpose of the machine (education, material development, or commercial pilot production) |
| Tip ta' Materjal | Type of polymers to be processed (sensittiv għas-sħana, volatile, or reactive) |
| Required Output Capacity | Kapaċità ta' throughput (grams or kilograms per hour) |
| Advanced Process Requirements | Need for gas injection, vacuum degassing, or reactive extrusion capability |
| Budget and Laboratory Space | Consideration for modular expansion for future upgrades |
| Future Scale-Up Needs | Compatibility with industrial extrusion modules for scaling up production |
I always pay attention to the screw diameter and L/D ratio. These parameters determine throughput capacity and mixing efficiency. I select an extruder with the right output capacity, li jistgħu jvarjaw minn 0.25 kg/h sa 150 kg/h depending on the model. Modular design allows me to replace components quickly, which gives flexibility for research and development. I rely on advanced control systems, such as PLC and HMI, to achieve precise control and data traceability.
When I evaluate types of extrusion machines, I consider the complexity of the profile and the tolerances required. Intricate designs demand precise tooling and can increase costs. I also look at order quantity. Higher volumes reduce the cost per unit because setup costs spread across more units. Finishing and secondary operations, such as anodizing or CNC machining, add value and cost.
Tip: I recommend making a checklist of these factors before starting the extrusion machine selection process. This practice helps avoid costly mistakes and ensures the system matches the intended applications.
Impact on Manufacturing Efficiency
I notice that the extrusion system I choose directly affects manufacturing efficiency. The screw design, kapaċità ta 'taħlit, and extrusion technology all play a role in how smoothly the process runs. Per eżempju, a estrużur bil-kamin wieħed often works well for simple polymers and high-volume production. Twin-screw extruders handle complex materials and advanced applications, such as reactive extrusion or specialty blends.
I have seen that high viscosity and solid content in energetic materials can cause clogging, unstable extrusion, and nozzle wear. These issues reduce efficiency and compromise safety. I address these challenges by optimizing the kneading system design. Improved mixing uniformity and extrusion accuracy enhance both safety and efficiency.
I use a two-stage twin-screw extrusion system when I need greater stability and adaptability. Simulations show that this design improves flow characteristics and maintains consistent output. I always monitor the extrusion process to ensure uniform quality and minimize downtime.
| Evidence Type | Deskrizzjoni |
|---|---|
| Challenges in Additive Manufacturing | High viscosity and solid content of energetic materials lead to issues like clogging, unstable extrusion, and nozzle wear, affecting efficiency and safety. |
| Kneading System Performance | The kneading system’s design impacts material mixing uniformity and extrusion accuracy, with specific optimizations proposed to enhance safety and efficiency. |
| Extrusion System Design | A two-stage twin-screw extrusion system is designed to improve stability and adaptability in the extrusion process, with simulations revealing flow characteristics of different systems. |
I always match the extrusion system to the production requirements. This practice ensures that the extruder delivers the desired quality and performance. I select the screw configuration based on the material type and the complexity of the application. I rely on advanced extrusion technology to maximize efficiency and maintain high standards of product quality.
Nota: I recommend regular maintenance and process monitoring to sustain peak efficiency and prevent unexpected downtime.
Types of Complete Extrusion Systems
When I evaluate complete extrusion systems for manufacturing, I always start by identifying the main types of extrusion machines. The most common options include single screw extrusion machines, twin screw extrusion machines, and ram extrusion machines. Each system offers unique strengths and limitations, so I focus on matching the right technology to the application.
| Type of Extrusion Machine |
|---|
| Single Screw Extrusion Machines |
| Twin Screw Extrusion Machines |
| Ram Extrusion Machines |
Single-Screw Extrusion
I often use a single screw extruder for straightforward extrusion processes. This machine features one rotating screw inside a heated barrel. The screw pushes material forward, melts it, and shapes it through a die. I rely on this system for high-volume production of thermoplastics, food products, and rubber compounds. The simplicity of the design makes it easy to operate and maintain.
| Industrija | Deskrizzjoni tal-Applikazzjoni | Market Growth Forecasts |
|---|---|---|
| Plastik | Melting and forming thermoplastics, driven by rising PE and PP use. | CAGR of approximately 4-5% permezz 2030 |
| Ipproċessar tal-Ikel | Producing processed foods like snacks and cereals. | Market to reach over $75 biljun minn 2026 |
| Taħlit tal-Gomma | It-taħlit u l-iffurmar tal-gomma għal tajers u partijiet tal-karozzi. | Tire production to surpass 2 billion units by 2025 |
| Bijomedika | Biopolymer production for packaging and medical devices. | Emerging market with new extrusion technology |
Madankollu, I recognize the limitations of single screw extrusion. Achieving uniform mixing can be difficult, especially when I add fillers or additives. Pressure consistency often varies with feedstock changes, and high-viscosity materials may not flow well, leading to defects. These challenges guide my extrusion machine selection when I need higher quality or more complex processing.
Tip: Għal sempliċi, high-volume applications, I recommend starting with a single screw extruder. For advanced mixing or specialty materials, consider other options.
Twin-Screw Extrusion
When I require advanced processing, I turn to estrużur b'żewġ kamin technology. This system uses two screws that rotate together inside the barrel. The screws can intermesh or run parallel, depending on the design. I find that twin screw extruders deliver superior mixing efficiency, better plasticizing for high-viscosity materials, and enhanced control over temperature and pressure. These features improve product quality and process consistency.
Twin screw extrusion also allows me to perform multiple processing steps in one machine. I can mix, jiddewweb, vent, and even react materials during a single pass. This flexibility reduces waste and speeds up production. When comparing twin screw vs single screw extruders, I see faster return on investment and more uniform results with twin screw systems, especially for complex blends or recycled plastics.
Twin-Screw Subtypes
I always consider the different types of extruder machines within the twin screw category. The screw configuration impacts performance, effiċjenza, and the range of applications.
Intermeshing
Intermeshing twin screw extruders feature screws that overlap and mesh together. This design provides precise material transport and high shear forces. I use intermeshing systems for improved compounding and compatibilization, especially when I need to disperse additives or fillers evenly.
Non-Intermeshing
Non-intermeshing twin screw extruders have screws that rotate without overlapping. This setup offers gentler mixing and less shear. I choose non-intermeshing designs for sensitive materials that require minimal mechanical stress.
Ko-rotazzjoni
Co-rotating twin screw extruders have screws that turn in the same direction. This subtype excels in mixing efficiency and material transport. I use co-rotating systems for reactive extrusion, devolatilizzazzjoni, and high-performance polymer compounding. Madankollu, high shear rates can degrade heat-sensitive materials, so I monitor screw design and cooling closely.
| Subtype | Processing Capabilities and Advantages | Limitations and Considerations | Best Applications |
|---|---|---|---|
| Co-Rotating Twin-Screw Extruder | High mixing efficiency, suitable for reactive extrusion, high shear rates | Risk of material degradation, requires precise screw design | Polymer compounding, nanocomposites, lab-to-production workflows |
Kontro-Rotazzjoni
Counter-rotating twin screw extruders feature screws that turn in opposite directions. This configuration generates lower shear forces, which protects fragile materials. I rely on counter-rotating systems for ceramics, bio-polymers, and pharmaceutical formulations. The design also provides good pressure build-up and effective sealing, though mixing intensity is lower than with co-rotating systems.
| Subtype | Processing Capabilities and Advantages | Limitations and Considerations | Best Applications |
|---|---|---|---|
| Counter-Rotating Twin-Screw Extruder | Lower shear forces, good pressure build-up, effective sealing | Lower mixing intensity, more complex sealing and bearing design | Ceramics, bio-polymers, farmaċewtiċi |
When I select a complete extrusion system, I always match the screw type and configuration to the material and process requirements. This approach ensures high quality, effiċjenza, and reliable performance across all applications.
Ram Extrusion
I often choose ram extrusion when I need to process materials that require high pressure and precise shaping. This method uses a hydraulic ram to push material through a heated barrel and die, rather than relying on a rotating screw. I find ram extruders especially useful for forming products from thermosetting plastics, ceramics, and PTFE. The process allows me to create rods, tubi, and profiles with consistent dimensions.
Ram extrusion stands out among types of extrusion machines because it handles materials that traditional screw extruders cannot process efficiently. I use this technology in industries such as plastics, ikel, and pharmaceuticals. Per eżempju, I produce snacks and cereals with unique shapes, and I manufacture tablets and capsules with exact specifications.
I have noticed several benefits and challenges when using ram extruders:
- Ram extruders excel in producing high-quality products from difficult-to-process materials.
- I rely on them for applications where screw extrusion technology falls short, such as PTFE and ceramic profiles.
- The process delivers consistent quality and dimensional accuracy.
- High operational costs can impact efficiency and overall performance.
- Stringent regulations in plastic manufacturing require careful process control.
- Competition from alternative extrusion systems pushes me to optimize my extrusion machine selection.
I always weigh these factors before choosing ram extrusion for complete extrusion systems. I monitor the process closely to maintain quality and efficiency, especially when working with specialty materials.
Ko-estrużjoni
Co-extrusion enables me to combine multiple materials into a single product, creating multi-layered profiles with enhanced properties. I use this extrusion technology to integrate different thermoplastics, each layer offering unique characteristics. The process involves pushing several materials through a single die, resulting in a unified profile that meets complex production requirements.
I rely on co-extrusion for manufacturing products that demand durability, flessibilità, and aesthetic appeal. This method allows me to tailor the quality of each layer, improving performance and functionality. I see co-extrusion as a key advancement in complete extrusion systems, especially when I need to produce items with specialized features.
Industries benefit from co-extrusion in several ways:
- Kostruzzjoni: I manufacture window sills, frejms, and trim pieces that combine strength and visual appeal.
- Retail: I build shelving and display systems that are both durable and attractive.
- Signage: I produce illuminated signs and frames with clean finishes and reliable performance.
Co-extrusion expands the range of applications for extrusion technology. I use it to meet demanding production goals and deliver products with superior quality. When I select an extruder for co-extrusion, I consider screw design, process control, u kompatibilità materjali. This approach ensures efficiency and consistent results.
Tip: I recommend co-extrusion for projects that require multi-layered profiles and enhanced product functionality. Careful extrusion machine selection and process monitoring are essential for achieving optimal quality.
Structure and Operation of Extrusion Systems

Screw and Barrel Design
I always start my extrusion machine selection by examining the screw and barrel design. The geometry of the screw determines how efficiently the extruder melts, mixes, and conveys material. I adjust the length-to-diameter (L/D) ratio to control residence time and mixing. A higher L/D ratio allows the material to melt and blend more thoroughly, which is essential for achieving uniform quality in the final product. I rely on barrier designs in the screw barrel to maintain melt stability and prevent degradation, especially when I process sensitive materials. Parallel twin screw and barrel designs play a critical role in extrusion speed, kwalità tal-prodott, u l-effiċjenza fl-enerġija. I use zoning and precise temperature control to stabilize melt flow and avoid trapped gases, which improves density and consistency. The surface finish of the barrel and the geometry of the screw also influence energy efficiency and product consistency. I always match the screw design to the specific requirements of the application to maximize performance.
- A higher L/D ratio improves mixing and melt uniformity, which is essential for high-quality products.
- Barrier designs help maintain melt stability and prevent degradation.
- Screw geometry and barrel surface finish impact energy efficiency and product consistency.
Material Movement and Mixing
I focus on efficient material movement and mixing to ensure the extrusion process runs smoothly. Jien nuża robust pneumatic or mechanical conveyors to transfer raw materials quickly and with minimal maintenance. Advanced mixer designs guarantee thorough and uniform compounding, which prevents variations in finished products. I integrate automated controls with PLC systems for real-time monitoring and recipe management. This approach allows me to oversee production seamlessly and adjust parameters as needed. I select scalable configurations to accommodate both small workshops and large industrial operations. Enhanced dust control features keep the workplace clean and safe. Consistent, homogeneous blends reduce quality fluctuations and improve throughput. Automated systems minimize manual handling, which shortens production cycles and lowers labor costs. I always prioritize these features when I evaluate types of extrusion machines for new applications.
| Karatteristika | Deskrizzjoni |
|---|---|
| Efficient Material Transfer | Rapid, low-maintenance movement of raw materials |
| Precision Mixing | Thorough, uniform compounding for consistent quality |
| Automated Controls | Real-time monitoring and recipe management |
| Scalable Configurations | Flexible layouts for any production capacity |
| Enhanced Dust Control | Cleaner, safer workplace |
| Improved Product Quality | Homogeneous blends, reduced fluctuations |
| Increased Throughput | Shorter production cycles, less manual handling |
| Reduced Waste | Accurate measurement, lower costs |
| Lower Labor Costs | Automation frees staff for value-added tasks |
| Safer Working Environment | Enclosed lines and dust control |
Process Control and Output Quality
I depend on advanced process control technology to maintain high output quality in extrusion manufacturing. I select high-quality thermoplastics to ensure the final products meet strength, durabilità, and flexibility requirements. I monitor extrusion parameters closely to reduce discrepancies during production. Dimensional accuracy remains a top priority for me, as it guarantees that components fit their intended applications. I use surface inspection to detect defects such as warping or air bubbles, which helps me maintain consistent product quality. Early detection of issues reduces waste and saves on production costs. I always ensure that my process complies with regulatory standards, which protects both my business and my customers. High-quality products enhance my brand reputation and increase customer satisfaction. Advanced monitoring systems allow me to increase production speed without sacrificing accuracy, which boosts overall efficiency in complete extrusion systems.
| Element/Advantage | Deskrizzjoni |
|---|---|
| Għażla tal-Materjal | Ensures strength, durabilità, u flessibilità |
| Process Monitoring | Reduces discrepancies and maintains consistency |
| Dimensional Accuracy | Guarantees proper fit for all applications |
| Surface Inspection | Identifies defects early for better quality |
| Consistent Product Quality | Every batch meets high standards |
| Waste Reduction | Saves material and production costs |
| Konformità Regolatorja | Meets legal and safety requirements |
| Customer Satisfaction | Builds reputation and loyalty |
| Process Efficiency | Increases speed while maintaining accuracy |
Tip: I recommend regular calibration and maintenance of all extrusion technology to sustain peak performance and consistent quality.
Comparing the Extrusion Process
Single-Screw vs. Twin-Screw Process
When I compare single-screw and twin-screw extruders, I focus on how each system handles the extrusion process. The screw design shapes the way material moves and mixes. A single-screw extruder uses one helical screw inside a simple, cylindrical barrel. In contrast, a twin-screw extruder features two intermeshing screws and a more complex, often segmented barrel. I see that temperature control in single-screw systems remains basic, while twin-screw machines offer advanced control with multiple heating and cooling zones. This difference impacts both throughput and energy efficiency.
| Aspett | Estrużur bil-kamin wieħed | Estrużur Twin Screw |
|---|---|---|
| Disinn tal-Invita | Single helical screw | Two intermeshing screws |
| Barrel Structure | Sempliċi, cylindrical | Aktar kumplessi, often segmented |
| Kontroll tat-Temperatura | Basic heating/cooling | Avvanzat, multi-zone |
| Output Capacity | Moderat | Għoli |
| Konsum tal-Enerġija | Generally higher | More efficient |
| Flexibility in Throughput | Limited | Għoli |
I rely on twin-screw extruders for higher output and better energy efficiency. When I need flexibility in throughput or advanced process control, I choose twin-screw systems. For straightforward applications, single-screw extruders still provide reliable performance.
Material Compatibility in the Extrusion Process
Material compatibility plays a critical role in extrusion machine selection. I always match the screw configuration to the type of material I plan to process. Single-screw extruders handle standard thermoplastics well, but they struggle with materials that require intensive mixing or have high filler content. Twin-screw extruders excel with specialty compounds, plastiks riċiklati, and reactive materials. I use segmented screws to adjust mixing and shearing for each application.
When I work with complete extrusion systems, I consider how each screw design affects the final product. Twin-screw extruders allow me to process a wider range of materials, including those with additives or sensitive properties. This flexibility supports more types of extrusion machines and expands the range of possible applications.
Tip: I recommend evaluating the chemical and physical properties of your raw materials before choosing an extruder. This step ensures compatibility and reduces the risk of defects.
Product Quality and Consistency
I know that the extrusion process directly impacts the quality of the finished product. Modern extrusion lines integrate automation and advanced control platforms. These systems analyze multiple variables at once, which helps me maintain consistent quality across every batch.
Quality consistency is a productivity multiplier. Advanced control platforms analyze patterns across multiple variables simultaneously, ensuring that product quality is maintained throughout the extrusion process.
I monitor key factors such as stable melt pressure, rata tal-produzzjoni, and surface finish. Stable melt pressure prevents warping and dimensional drift. Higher and more stable output reduces scrap rates and downtime. Better surface finish and precise dimensional control enhance the impact on the quality of the finished product.
| Key Factors | Impact on Quality and Consistency |
|---|---|
| Stable melt pressure | Prevents dimensions from drifting or warping |
| Higher and more stable output | Reduces scrap rates and downtime |
| Better surface finish | Enhances overall product quality |
| Kontroll dimensjonali | Ensures precision in final product specifications |
| Faster ROI | Improves profitability for manufacturers |
When comparing twin screw vs single screw extruders, I see that twin-screw systems deliver better consistency and lower operational cost. I achieve faster ROI and improved performance by investing in advanced extrusion technology. I always prioritize process monitoring and automation to ensure high quality and efficiency in production.
- Higher and more stable output
- Lower scrap and downtime
- Better surface finish and dimensional control
- Reduced operational cost
- Faster ROI
I rely on these strategies to maximize the benefits of extrusion and deliver products that meet strict manufacturing standards.
Performance Comparison Table
Throughput and Efficiency
I always evaluate throughput and efficiency when I compare types of extrusion machines. Throughput measures how much material the extruder processes in a given time. Efficiency reflects how well the screw design converts raw material into finished products with minimal waste and energy use. I see that single-screw extruders often deliver steady throughput for standard polymers. Estrużuri b'żewġ kamin, with their advanced screw geometry, handle higher output and maintain better energy efficiency, especially for complex blends.
| Tip ta' estrużur | Throughput (kg/h) | Effiċjenza tal-Enerġija | Best Use Cases |
|---|---|---|---|
| Single-Screw | 50–500 | Moderat | High-volume, simple polymers |
| Twin-Screw | 100–1000+ | Għoli | Complex blends, specialty jobs |
| Ram Extruder | 10–100 | Low–Moderate | PTFE, ceramics, specialty |
| Co-Extrusion Systems | Tvarja | Għoli | Multi-layered profiles |
I always match the screw configuration to the material and production requirements. This approach ensures the process delivers consistent quality and meets manufacturing goals. I rely on complete extrusion systems to maximize throughput and efficiency for every application.
Tip: I recommend monitoring energy consumption and output rates regularly. This practice helps optimize extrusion machine selection and reduces operational costs.
Maintenance and Reliability
I prioritize maintenance and reliability when I select an extruder. The screw and barrel experience constant wear from abrasive materials and high temperatures. I schedule routine inspections and replace worn components to prevent unexpected downtime. Single-screw extruders require less maintenance due to their simple design. Estrużuri b'żewġ kamin, with more moving parts and segmented screws, need more frequent checks but offer greater flexibility.
| Tip ta' estrużur | Bżonnijiet ta' Manutenzjoni | Reliability Level | Common Issues |
|---|---|---|---|
| Single-Screw | Low–Moderate | Għoli | Occasional screw wear |
| Twin-Screw | Moderate–High | Għoli | Segment wear, seal failure |
| Ram Extruder | Moderat | Moderat | Hydraulic leaks, die wear |
| Co-Extrusion Systems | Għoli (multi-screw) | Għoli | Synchronization, screw wear |
I use advanced monitoring systems to track screw wear and process stability. This strategy improves reliability and extends the life of my extrusion technology. I always keep spare screws and barrels on hand to minimize downtime during maintenance.
Product Complexity and Flexibility
I value design flexibility in extrusion. The ability to customize the screw and die allows me to create complex profiles for a wide range of applications. I use extrusion to manufacture everything from simple plastic tubing to intricate window frames. I can add reinforcements or special features within the continuous material, which expands my product offerings.
| Aspett | Deskrizzjoni |
|---|---|
| Flessibilità tad-Disinn | Extrusion allows for significant design flexibility through die customization, enabling complex profiles. |
| Applikazzjonijiet | Suitable for various applications, including intricate window frames and simple plastic tubing. |
| Customization | Manufacturers can include reinforcements or additional features within the continuous material. |
- In MedTech, I must achieve tight tolerances for medical devices.
- I ensure biocompatibility for all medical extrusion products.
- I monitor wall thickness closely, since it affects flow rates and structural strength.
I select the screw configuration and extrusion machine based on the complexity of the design and the required tolerances. This approach guarantees high quality and supports advanced manufacturing needs.
Nota: I recommend consulting with extrusion experts when planning new product designs. Their experience helps avoid costly mistakes and ensures the right screw and process configuration.
Application Suitability in Manufacturing
High-Volume Manufacturing
I always start my extrusion machine selection by considering the demands of high-volume manufacturing. When I need to produce thousands of units per day, I rely on single-screw extruders. These machines deliver steady throughput and maintain consistent quality. The screw design in single-screw extruders allows me to process standard polymers efficiently. I monitor the process closely to ensure uniform melt and minimize defects. I select the right screw diameter and length to match the production requirements. This approach helps me achieve high efficiency and reduce waste. I use automated controls to track output and maintain quality standards. High-volume applications benefit from robust types of extrusion machines that can operate continuously with minimal downtime. I always keep spare screws and barrels ready to avoid interruptions in production.
Tip: I recommend scheduling regular maintenance for extruders used in high-volume manufacturing. This practice extends the life of the screw and ensures reliable performance.
Complex Product Manufacturing
When I manufacture complex or multi-component products, I turn to advanced extrusion technology. Twin-screw extruders give me greater control over mixing and material distribution. I use segmented screws to adjust shear and optimize the process for each application. Co-extrusion technology enables me to combine different polymers into multi-layer films and pipes. This method improves barrier properties and enhances strength, flessibilità, and chemical resistance.
| Technology | Benefiċċji |
|---|---|
| Ko-estrużjoni | Enables the creation of multi-layer films and pipes with improved barrier properties, combining different polymers for strength, flessibilità, and chemical resistance. |
I select the screw configuration based on the complexity of the product. For intricate designs, I rely on precise tooling and advanced process monitoring. I always test the extruder setup before full-scale production to ensure quality and performance. Complex applications require careful extrusion machine selection and attention to detail.
Specialty Materials and Customization
I often work with specialty materials that demand custom solutions. I use advanced shaping processes, such as sheet extrusion and thermoforming, to control material characteristics. Sheet extrusion gives me the ability to manage thickness and material distribution with high accuracy. Co-extrusion capabilities allow me to create multi-layer constructions that enhance material properties. I integrate downstream shaping processes to ensure consistent performance in finished components. Engineering services help me optimize component designs and select the best materials for specific applications.
- Advanced shaping processes, such as sheet extrusion and thermoforming, allow for precise control over material characteristics.
- Sheet extrusion provides a foundation for custom material solutions, enabling thickness control and material distribution accuracy.
- Co-extrusion capabilities facilitate the creation of multi-layer constructions, enhancing material properties.
- Integration with downstream shaping processes ensures consistent performance characteristics in finished components.
- Engineering services optimize component designs and material selection, ensuring suitability for specific applications.
I always match the screw design to the requirements of specialty materials. Customization in extrusion depends on selecting the right extruder and process parameters. I monitor quality at every stage to deliver products that meet strict standards. Specialty applications benefit from flexible types of extrusion machines and expert guidance.
Nota: I recommend consulting with extrusion specialists when working with new materials or custom designs. Their expertise helps achieve the desired quality and performance.
Selection Criteria for Extrusion Systems
Product Design and Complexity
I always start my extrusion machine selection by analyzing the product design and complexity. The geometry of the profile influences the choice of extruder and screw configuration. Complex shapes increase tooling costs and create production challenges. I simplify profile geometry whenever possible to enhance material flow and reduce defects. Smooth transitions in the design prevent disruptions in material flow, which is crucial for consistent extrusion quality. I select the right material early in the process because material choice affects both the properties of the part and the ease of extrusion. This decision impacts manufacturability and overall performance.
- Simplifying profile geometry lowers tooling costs and reduces production challenges.
- Designing for material flow ensures consistent extrusion quality and minimizes defects.
- Choosing the right material early improves manufacturability and product performance.
I match the screw design to the complexity of the product. For intricate profiles, I use advanced screw configurations that optimize mixing and material transport. I rely on precise tooling and process monitoring to maintain high quality. When I work with complex applications, I consult with extrusion technology experts to avoid costly mistakes and ensure the best results.
Tip: I recommend reviewing the profile geometry and material flow before finalizing the extrusion machine selection. This step helps prevent production issues and supports efficient manufacturing.
Material Properties
Material properties play a critical role in selecting the right extruder and screw configuration. I identify application requirements such as temperature resistance, UV exposure, and impact durability. I consider mechanical properties like flexibility, ebusija, and tensile strength for the intended use. Environmental conditions influence my material choice, especially when I need weathering resistance or flexibility in cold environments. I evaluate aesthetic and finish requirements, including color, gloss, and surface texture, based on project needs. Regulatory and compliance needs guide my selection to ensure materials meet industry-specific standards and certifications.
- Application requirements determine the need for temperature resistance, UV exposure, and impact durability.
- Mechanical properties such as flexibility, ebusija, and tensile strength affect the choice of extruder and screw.
- Environmental conditions require materials that withstand weathering or remain flexible in cold climates.
- Aesthetic and finish requirements influence color, gloss, and surface texture.
- Regulatory and compliance needs ensure materials meet industry standards.
I select the screw design based on the material’s properties. For heat-sensitive materials, I use screws with gentle mixing zones and precise temperature control. When processing tough or abrasive compounds, I choose robust screw geometries that withstand wear and maintain efficiency. I always test materials in pilot runs to verify compatibility with the extruder and ensure consistent quality.
Nota: I recommend consulting material datasheets and industry standards before choosing an extruder. This practice helps match material properties to the extrusion process and supports reliable performance.
Production Volume and Scale
Production volume and scale influence the cost-effectiveness of extrusion machine selection. Higher production volumes reduce unit costs because tooling expenses are spread over more parts. In the prototype stage, tooling costs are high compared to the quantity produced. In mass production, die costs are amortized over larger volumes, leading to lower costs per unit. Per eżempju, a die costing $2,000 with a lifetime of 40,000 kg results in a cost of $0.05 per kg when amortized.
- Higher production volumes lower unit costs by spreading tooling expenses.
- Prototype stages have high tooling costs relative to the number of parts produced.
- Mass production allows die costs to be distributed over larger volumes, reducing per-unit costs.
- Example: A die costing $2,000 with a lifetime of 40,000 kg results in a cost of $0.05 per kg.
I select the extruder and screw configuration based on the expected production volume. For high-volume manufacturing, I use robust types of extrusion machines that deliver steady throughput and maintain efficiency. In low-volume or prototype applications, I prioritize flexibility and rapid changeover. I monitor production rates and adjust screw parameters to optimize output and quality.
Tip: I recommend calculating the amortized tooling cost before committing to a production scale. This step helps determine the most cost-effective extrusion technology and supports long-term manufacturing goals.
Technical and Budget Considerations
I always approach extrusion machine selection with a clear focus on technical requirements and budget constraints. My experience tells me that investing in advanced extrusion technology demands careful planning. I evaluate every aspect of the system, from screw design to process control, to ensure cost-effectiveness and reliable performance.
I start by analyzing the technical specifications of the extruder. I look at screw geometry, barrel length, and compatibility with different types of extrusion machines. I select a screw that matches the material properties and the complexity of the applications. I check if the extruder can handle the desired throughput and maintain consistent quality. I also assess the integration of feeders, temperature controllers, and downstream equipment. System integration plays a crucial role in maximizing efficiency and avoiding bottlenecks in production.
Budget considerations influence every decision I make. I break down the costs into several categories to understand the financial impact. I use the following table to guide my investment strategy:
| Budget Consideration | Deskrizzjoni | Financial Impact / Benefit Example |
|---|---|---|
| Effiċjenza tal-Enerġija | Reducing energy consumption by upgrading control systems or screws | 33% energy reduction saves nearly $100,000 annually on $288,000 energy cost |
| Scrap Reduction | Lowering scrap rate from 15% biex 5% through data acquisition and process control | Saves $200,000 monthly or $2.4 million yearly in materials, xogħol, and energy costs |
| Throughput Increase | Upgrading to twin-screw extruder increases throughput by 30% | Generates $600,000 additional monthly revenue with >50% incremental profit margin |
| Maintenance Cost Reduction | Predictive maintenance and condition monitoring reduce emergency repairs and downtime | Maintenance costs drop 20-30%, equipment availability increases |
| System Integration | Budgeting for compatible feeders, temperature controllers, and downstream equipment | Partial upgrades capture only ~40% of potential benefits |
| Operator Training | Training on material characteristics, machinery, instrumentation, and controls | Essential to fully realize technology benefits; lack wastes investment |
| Data Acquisition Infrastructure | Adequate sensors and analytics software needed for optimization | Insufficient infrastructure limits optimization; too many sensors without analytics causes overload |
| Downstream Constraints | Ensuring cutting, ippakkjar, and inspection keep pace with increased extruder output | Bottlenecks reduce overall system benefit |
I prioritize energy efficiency when selecting an extruder. Upgrading control systems or optimizing screw design can reduce energy consumption by up to 33%. This improvement saves nearly $100,000 each year on a typical $288,000 energy bill. I also focus on scrap reduction. By implementing advanced process control and data acquisition, I lower scrap rates from 15% biex 5%. This change saves $200,000 every month in materials, xogħol, and energy costs.
Increasing throughput is another key goal. Upgrading to a twin-screw extruder boosts output by 30%. This increase generates $600,000 in additional monthly revenue, with more than a 50% incremental profit margin. I invest in predictive maintenance and condition monitoring to reduce emergency repairs and downtime. Maintenance costs drop by 20-30%, and equipment availability improves.
System integration is essential for maximizing the benefits of extrusion technology. I budget for compatible feeders, temperature controllers, and downstream equipment. Partial upgrades capture only about 40% of the potential benefits. Operator training is critical. I ensure my team understands material characteristics, machinery, instrumentation, and controls. Without proper training, the investment in advanced extrusion technology goes to waste.
I invest in data acquisition infrastructure. Adequate sensors and analytics software optimize the process. Insufficient infrastructure limits optimization, while too many sensors without analytics cause information overload. I address downstream constraints by ensuring cutting, ippakkjar, and inspection keep pace with increased extruder output. Bottlenecks in these areas reduce the overall benefit of the system.
I always balance technical requirements with budget limitations. I select a screw that delivers high quality and efficiency without exceeding my financial resources. I plan for future upgrades and modular expansion to support changing production needs. I monitor every aspect of the extrusion process to maintain cost-effectiveness and reliable performance.
Tip: I recommend creating a detailed budget plan before investing in new extrusion technology. Include energy costs, manutenzjoni, taħriġ tal-operatur, and system integration. This approach ensures that the extruder delivers maximum value and supports long-term manufacturing goals.
Actionable Insights for Manufacturers
Matching System to Application
I always match the extrusion system to the specific application. I optimize material use to balance strength and lightweight design. I define critical dimensional tolerances early, which ensures parts fit and function as intended. I design for manufacturability, making sure shapes can be extruded consistently and cost-effectively. I select aluminum alloys based on application needs, such as strength and corrosion resistance. I simplify designs to reduce costs, avoiding unnecessary complexity in profiles. I prototype and test early, which helps me identify potential challenges before full production. These steps help me achieve high quality and reliable performance in every extrusion process.
- Optimize material use for strength and lightweight design.
- Define critical dimensional tolerances early.
- Design for manufacturability.
- Select appropriate aluminum alloys for application needs.
- Simplify designs to reduce costs.
- Prototype and test early.
I always consider the key components of an extruder, such as screw geometry and barrel design, to ensure the system meets production requirements. I review different types of extruder machines to find the best fit for my applications in estrużjoni tal-plastik. This approach supports scalability and maintains quality control throughout manufacturing.
Common Selection Mistakes
I have seen many manufacturers make mistakes during extrusion machine selection. Inadequate material blending often leads to product imperfections and increased costs from reprocessing. Outdated or incompatible control systems cause integration issues and inefficiencies. Inconsistent feed rates disrupt the extrusion process, resulting in product variabilities and higher scrap rates. Neglecting preventive maintenance allows minor mechanical issues to escalate into major production problems, affecting revenue. Ignoring operator training leads to misconfigurations and missed optimization opportunities.
- Inadequate material blending increases costs and reduces quality.
- Outdated control systems cause inefficiencies.
- Inconsistent feed rates disrupt the extrusion process.
- Neglecting preventive maintenance leads to major production problems.
- Ignoring operator training results in missed optimization.
I always monitor screw wear and maintain the extruder regularly. I invest in operator training to maximize efficiency and quality. I avoid these mistakes by focusing on process stability and performance.
Future Trends in Extrusion Technology
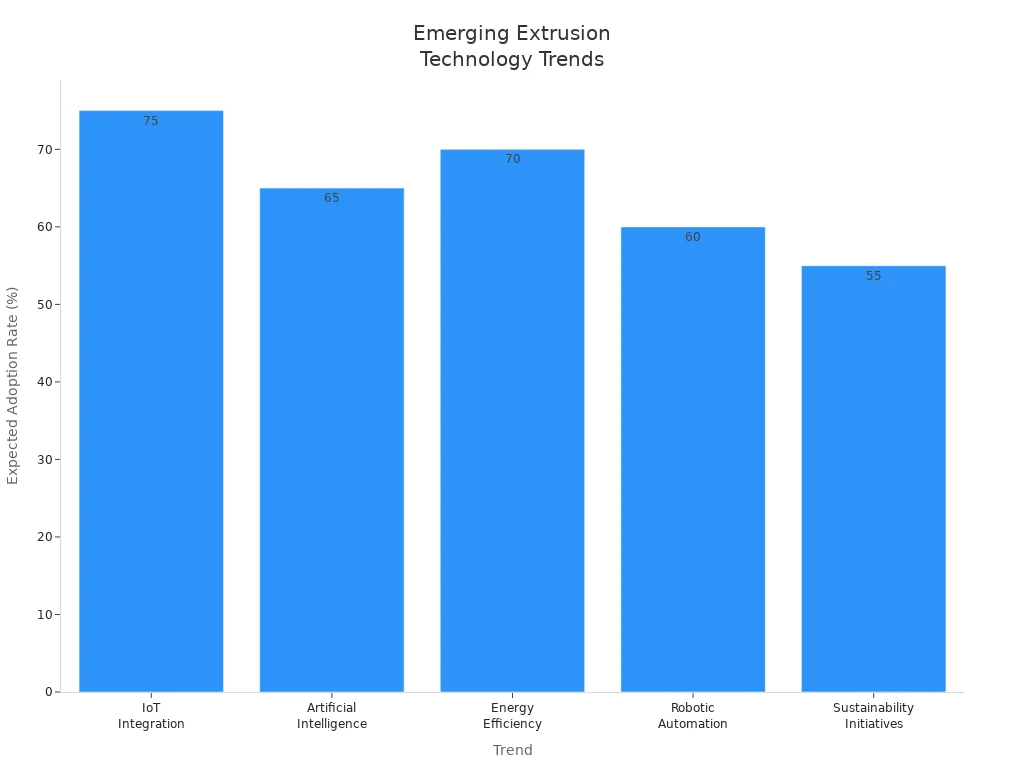
I see rapid changes in extrusion technology shaping the future of manufacturing. IoT integration allows real-time monitoring and analytics, improving efficiency. Artificial intelligence supports predictive maintenance and optimization, which boosts performance. Energy efficiency is a growing focus, with manufacturers seeking ways to reduce consumption in the extrusion process. Robotic automation streamlines material handling and quality control. Sustainability initiatives drive the use of recycled materials and eco-friendly processes.
| Xejra | Deskrizzjoni | Impact on Efficiency | Expected Adoption Rate (%) |
|---|---|---|---|
| IoT Integration | Real-time monitoring and analytics | Għoli | 75% |
| Artificial Intelligence | Predictive maintenance and optimization | Għoli ħafna | 65% |
| Effiċjenza tal-Enerġija | Reducing energy consumption | Medju | 70% |
| Robotic Automation | Material handling and quality control | Għoli | 60% |
| Sustainability Initiatives | Recycled materials and eco-friendly processes | Medju | 55% |
I notice advancements in material compatibility, especially with bioplastics, are transforming the extrusion industry. Many manufacturers now prioritize flexibility in equipment design, with modular systems allowing easy upgrades and modifications. Sustainability is essential, with most manufacturers focusing on energy-efficient equipment and waste reduction strategies. Smart extrusion machines reduce downtime by 20%, which improves overall efficiency and quality control. I always stay updated on these trends to maintain high performance and support new applications in plastic extrusion.
Tip: I recommend reviewing the overview of extruder machines in manufacturing regularly. Staying informed about new types of extrusion machines and screw designs helps me adapt to changing production needs and maintain scalability.
I recognize that each extrusion system offers unique advantages and limitations. My experience shows that single-screw extruders excel in high-volume production, while twin-screw systems provide superior mixing and flexibility. Ram and co-extrusion machines support specialty applications. I always use comparison tables and selection criteria to evaluate:
- Technical capabilities and long-term reliability
- Customer service and design assistance
- Quality standards and energy efficiency
I recommend manufacturers understand their application needs and consult extrusion experts for optimal results.
FAQ
What is the main difference between single-screw and twin-screw extruders?
I see that single-screw extruders use one rotating screw for basic mixing. Twin-screw extruders use two screws for advanced mixing and better control. I choose twin-screw systems for complex materials and higher flexibility.
How do I decide which extrusion system fits my application?
I start by reviewing my material type, volum tal-produzzjoni, and product complexity. I match these needs to the strengths of each system. I consult with experts if I face unique requirements.
Can I process recycled materials with extrusion systems?
I process recycled materials using twin-screw extruders. These machines handle variable feedstocks and additives better than single-screw systems. I monitor quality closely to ensure consistent results.
How often should I perform maintenance on my extruder?
I schedule routine inspections every month. I check for screw wear, barrel condition, and control system performance. Regular maintenance prevents downtime and extends equipment life.
What are the most common extrusion defects I encounter?
I often see surface roughness, dimensional drift, and melt fractures. I address these by adjusting temperature, veloċità tal-kamin, and material feed. I use process monitoring to catch issues early.
Is co-extrusion suitable for all materials?
I use co-extrusion mainly for thermoplastics. Some materials may not bond well in multi-layer profiles. I test material compatibility before starting production.
How does automation improve extrusion quality?
I rely on automation for real-time monitoring and precise control. Automated systems reduce human error, maintain consistent output, and improve overall product quality.
What safety measures do I follow during extrusion?
I wear protective gear and follow lockout procedures. I keep the work area clean and check emergency stops regularly. I train my team on safe operation and emergency response.