When you use apelletizing extruder, раш ошкылым ыштен, те сырьевой материалым пеллетыш вашталтеда. Тый экструдерыш материалым пыштет. Машина тудым йӱлалта да луга. Анда, тудо материалым штамп гоч луктеш, пеллетым ышташ манын. Each step is important for making strong and even pellets. If you know how pelletizing works, you can make your extruder better and fix problems faster.
Check the material’s properties to make the pelletizing process work best for different plastics.
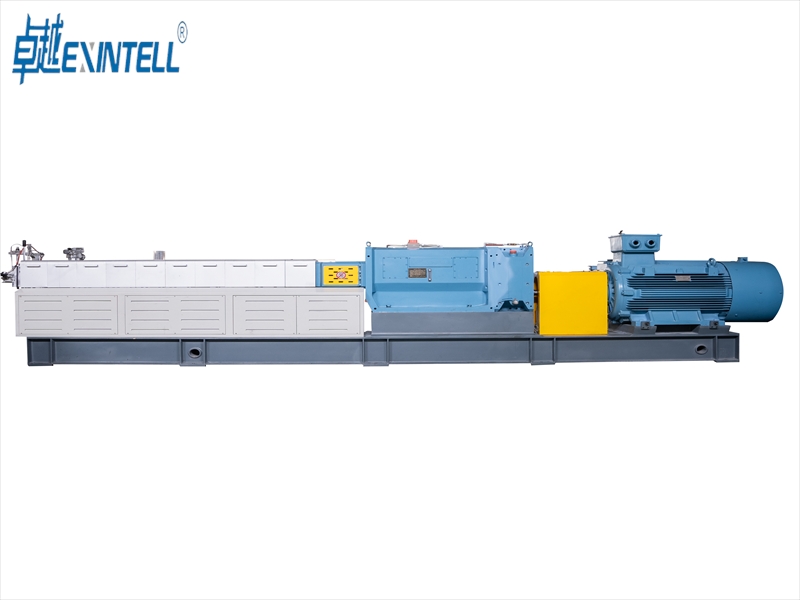
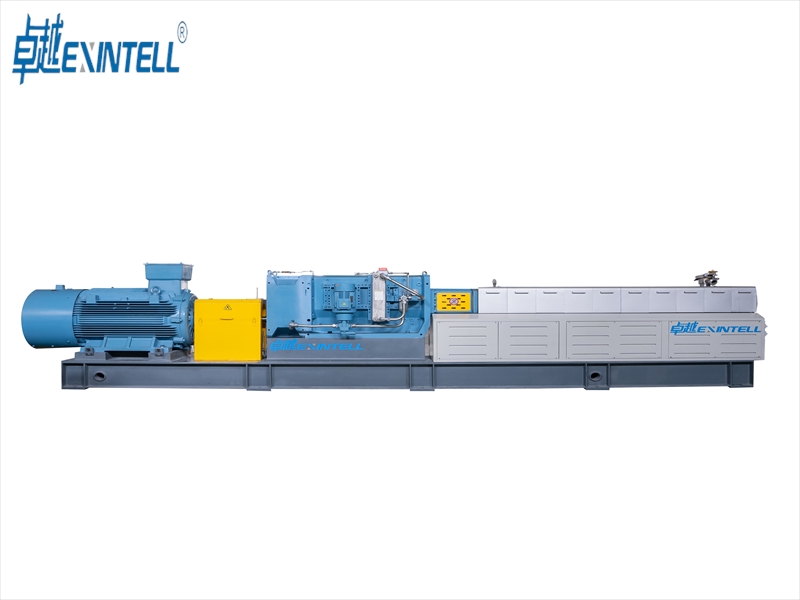
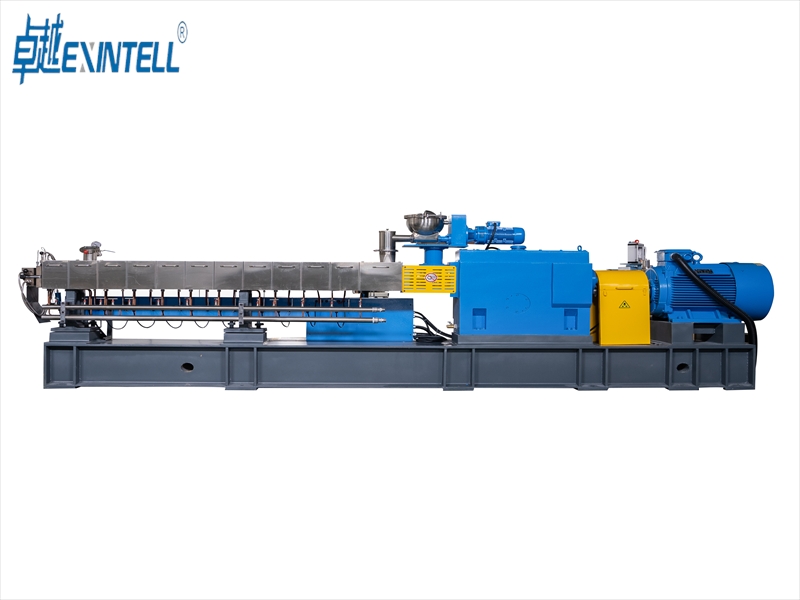
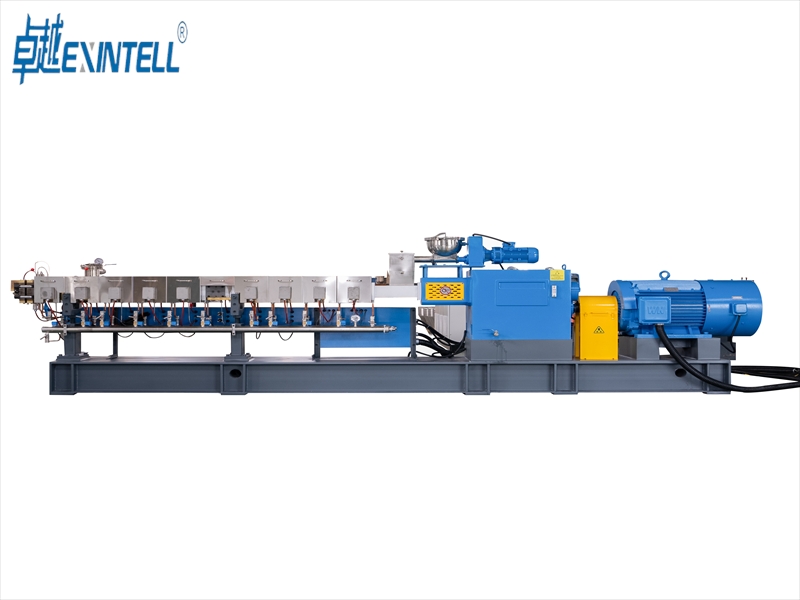
What Is A Pelletizing Extruder
Main Function
ИК pelletizing extruderturns raw plastic or polymer into small pellets. The machine lets you control how big and round each pellet is. Manufacturers usepellet extrudersto make products that meet strict rules. Те шӱкшакым але у смола пеллетыш вашталтен кертыда, тудо сайын йога да моло машинаште пашам ышта.
Пеллетироватлымаш экструдер-влак пластика ден полимерым ыштымаште кӱлешан улыт. Нуно тыланда писынрак пашам ышташ полшат, шагал роскотлан, да пеҥгыде лектышым налын.
Икымше, те экструдерыш сырьём пыштеда. Бункер материалым куча. Тиде материал пластика лапка лийын кертеш, гранула, але порошок-влак. Южо тыглай материалым полиэтилен, полипропилен, АБС, нейлон, да ПЛА. Посна кормушко дене пайдаланен кертыда, мыняр материал пура манын терген кертыда. Южгунамже, ондак материалым сушитлаш кӱлеш. Вӱдым налше пластиклан сушилке кӱлешан. Сушилке пеллетлаште пузырьковым да моло проблемым чарна.
Кочкыш системе мыняр материалым кӧргышкӧ пурымым терга. Кажне гана икгай кугыт дене пукшаш гын, пеллет-влак сайрак улыт. Пырче-влакын кугытшо да нунын вӱдыжгӧ улмышт тыгак кӱлешан. Изи лаштык-влак да чын кугыт дене вӱд пеҥгыде пеллет ышташ полшат.
Шӧртньӧ да гомогенизаций
Умбакыже, шуруп материалым ончыко тарвата. Бочка шокшо лиеш да пластикым йӱлалта. Тыште винт формо кӱлешан. Южо винт материалым сайынрак вашталта да шокшым икгай куча. Тӱс але стабилизатор гай арвер-влакым ушымаш полша.
Кажне пластиклан чын шокшым шындыман. Мут, полипропилен 200°C да 260°C коклаште йӱла. ABS 210°C да 250°C коклаште йӱла. Тӱшка таблицыште тӱрлӧ пластикалан шӧртньӧ температур ончыкталтеш:
Пластик полимер
Практике температур диапазон шӧртньӧ (°C)
АБС (Акрилонитрил Бутадиен Стирол)
210 – 250
Поликарбонат (ПК)
280 – 320
Полипропилен (ПП)
200 – 260
Нейлон 66 (PA66)
280 – 310
Полиэтилен (HDPE)
210 – 260
Полиоксиметилен (ПОМ)
190 – 220
Сай шӧртньӧ да вашталтыме дене шӧртньӧ пластика лывырге лиеш. Тиде ошкыл воздушный пузырьков-влакым кораҥда да чыла пырля вашталта. Ынде эрыктыме пластика вес ошкыллан ямде.
Штамп гоч экструзий
Шӧртньӧ пластик штамп системыш кусна. Штамп пластикым лышташ але вес формо дене ышта. Штамп формо семын пашам ышта. Тудо гранулын кугытшым да формыжым виктарен шога. Штампын формыжо кӱлешан. Тудо рашемда, мыняр кӱжгӧ да кумда пеллет-влак улыт. Сай штамп тыланда чыла икгай коеш гранулым пуа.
Тыште давлений ден писылык пеллет-влакын сай улмыштым вашталтат. Эн сай пеллетлан нуным пеҥгыдын кучаш кӱлеш.
Йӱштӧ системе
Колышо гыч лекмеке, the plastic is still hot and soft. The cooling system makes the pellets hard and keeps their shape. Water cooling is used a lot because it cools fast and evenly. Some machines use air cooling for plastics that melt at lower heat. Underwater cutting cools the pellets right away. This is good for plastics that melt easily.
Йӱштӧ йӧн
Описание
Suitable Polymers
Water Cooling
Uses water to cool pellets fast and keep them good.
Many plastics that need even cooling.
Air Cooling
Not as fast, used for plastics that melt at low heat.
Plastics with low melt index.
Вӱд йымалне пӱчмаш
Cuts and cools pellets in water right away.
PP nonwoven, melt-blown fabrics.
Cooling must be even. If you cool too fast or too slow, pellets can break or change shape. Good cooling keeps pellets strong and looking right.
Cutting Into Pellets
When the pellets are cool, they go to the cutter. The rotating knife cuts the strands into pellets. The speed and type of blade change how long and thick the pellets are. More blades or faster cutting make shorter pellets. Where you put the cutter matters too. If it is too close to the die, it wears out fast. If it is too far, the pellets are not even.
You can cut pellets in different ways:
Strand pelletizing: Cut after cooling in water.
Hot-cut pelletizing: Cut right at the die face.
Underwater pelletizing: Cut in water for fast cooling.
Each way works best for certain plastics and jobs.
Collection And Quality Control
You collect the finished pellets at the end. Южгунамже, you need to dry them to remove water. This is where you check the pellets for size, формо, and purity. You test the pellets and remove any bad ones. Some companies use special tests for plastics that need to be very pure.
You must follow world rules to make sure your pellets are good. Good checks mean your pellets will work well in other machines.
Каҥашымаш: Check the pellets often when you collect them. This helps you find problems early and keeps your machine working well.
If you follow each step, you turn raw material into good pellets. Every stage is important for making the final product.
Factors Affecting Pelletizing
When you use a pelletizing extruder, you must control some things. These things help you get strong and even pellets. You need to watch temperature, винт писылык, and your material’s properties. Each one can change how your pellets look. They also affect how well your machine works.
Температурым тергымаш
You have to check the temperature all the time. Тӱрыс температур гранулым сайын ваш пижыкташ полша. Температур лӱман посна точко воктене улмо годым Т*, жап колымаште кӱлешан. Тиде жапыште тендан пеллетда мыняр пеҥгыде улмым вашталта. Т* ӱмбаке кает гын, пеллет-влак писынрак пижыт, но лушкыдырак лийыт. Температурым сайын виктарен шогымаш пеллет-влакым кужу жаплан арала да пудырген огыл. Тыгак тудо тендан пеллетдам сай куча да роскотым чара.
Пеллет пеш шокшо але вӱд шагал гын, агломераций але кугу тӱшка лийыт.
Штраф ден суксо ӱпым ончыктат гын, омса ӱлыл ужашыже пудырген але пычал чын огыл тарванен.
Йыгырмут-влак, триплец, да шинчыр-влак лийыт гын, пычал пеш писын але продукт пеш шокшо.
Ит коя ден гантель-влак лектыт, кунам лышташ-влак йӱлен пытеныт але материал ситышын кӱжгӧ огыл.
Пычал ден штамп коклаште ойыртем пеш кугу гын але штамп лапка огыл гын, мӱшкыр-влак лийыт.
Пычал пеш писе але экструзийын писылыкше кугу гын, кужу да локтылалтше лийыт.
Internal voids and popcorn can show up if the polymer has water or cools too fast.
Dimples and dust appear if the product shrinks too fast or is brittle.
Surface or melt fracture and trash or shavings happen if the extrusion rate is high or the knife is not adjusted often.
Pellets that do not look the same can come from temperature changes or uneven die heating.
You can use tools like theIshikawa fishbone diagramor the 5 Whys technique to find out what is wrong. These tools help you list causes and look deeper into the problem.
Mechanical And Process Problems
Mechanical and process problems can also hurt pelletizing. You might see uneven output, low production, or bad pellets. Here are some problems and ways to fix them:
If pellet size and shape are not right, change the die temperature, лезвий-влакым пӱсӧ кучаш, да лезвий ойыртемым тергыман.
Тый шагалрак лектышым але локтылалтмым ужыда гын, петыралтше штамп омсам кычалза да бункерыште материалын сайын куснымыжым тергыза.
Экструдер але мотор пеш шокшо гын, йӱкшыктараш системым тергыман да трения але пеш чот пашам ыштыше моторым кычалза.
Пеллет сай огыл гын, температур тергымаш, материалым тӱткын кучылтман, да вӱдым налше курго материал-влак.
Тыланда тыгак винт йӱлен тергаш кӱлеш, ӧрыктарыше йӱк-влак, да лӱҥгалтмаш. Тиде пале-влак ужаш-влакын йӱлен пытымыштым але материалыште ала-мо лийшашым ончыктен кертыт. Тергымаш да тӧрлымӧ арвер-влак чӱчкыдын тендан пеллетирование лывырге да тендан пеллет икгай куча.
Каҥашымаш: Проблема-влакым возен налза да нуным кузе кораҥдыда. Тиде тыланда вес гана образец-влакым ужаш да вашкерак тӧрлаташ полша.
Те тунем кертыда кажне ошкылым пеллетирование экструдер процесс. Controlling temperature and cooling helps make strong, uniform pellets. Improving how you run your machine reduces waste and saves money. When pellets flow smoothly, jams are less likely, and work stays steady. Proper melting and mixing create pellets that meet high standards. This also helps cut material loss and makes production faster. Whether you’re new or experienced, keep practicing to make the best pellets every time.
Even melting and mixing produce consistent pellets.
Pelletizing saves material and increases efficiency.
FAQ
What materials can you use in a pelletizing extruder?
You can usemany kinds of plastic. Икмыняр примерым полиэтилен, полипропилен, АБС, нейлон, да ПЛА. Южо машина тыгак перерабатыватлыме пластикым але мешак-влакым кучылт кертеш. Эре ӱшанен, тендан экструдер тендан материал дене пашам ышта.