Extruder Screw Components: Precision Engineered for Wear Resistance, Corrosion Protection & Optimal Performance
With 22 years of specialized expertise in extruder screw component design, material science, and industrial extrusion applications, I’ve collaborated with 450+ manufacturers across the plastics, ເຄມີ, and food processing industries to optimize screw performance—reducing downtime by 40% and extending screw service life by 2-3x for high-wear applications. The screw component is the heart of any extruder system, directly impacting material processing efficiency, ຄຸນນະພາບຜະລິດຕະພັນ, and operational costs. Excellence’s screw components are engineered with a focus on material science, geometric precision, and application-specific design, ເຮັດໃຫ້ພວກເຂົາເປັນມາດຕະຖານຄໍາສໍາລັບຂະບວນການ extrusion ຕັ້ງແຕ່ການປະສົມພາດສະຕິກມາດຕະຖານເຖິງການປຸງແຕ່ງສານເຄມີ corrosive ແລະການຜະລິດອາຫານທີ່ມີອຸນຫະພູມສູງ..
ອົງປະກອບຂອງ screw: ການອອກແບບຫຼັກ & ຄວາມໄດ້ປຽບຂອງຫນ້າທີ່
ອົງປະກອບຂອງ screw ແມ່ນສ່ວນຫນຶ່ງທີ່ສໍາຄັນຂອງ extruder ໄດ້. ການຕໍ່ຕ້ານການສວມໃສ່ແລະການຕໍ່ຕ້ານ corrosion ແມ່ນຕົວຊີ້ວັດທີ່ສໍາຄັນຂອງຊີວິດການບໍລິການຂອງມັນ. Excellence ສະເຫນີອຸປະກອນຕ່າງໆເພື່ອໃຫ້ເຫມາະສົມກັບເງື່ອນໄຂການດໍາເນີນງານທີ່ແຕກຕ່າງກັນແລະການພິຈາລະນາທາງດ້ານເສດຖະກິດ. ໃນລະບົບ extrusion, screw ພັຍແລະບັນຊີ corrosion ສໍາລັບ 60% ຂອງ downtime ທີ່ບໍ່ໄດ້ວາງແຜນໄວ້ແລະ 30% ຄ່າໃຊ້ຈ່າຍໃນການບໍາລຸງຮັກສາ - ເຮັດໃຫ້ການເລືອກວັດສະດຸແລະຄວາມແມ່ນຍໍາໃນການອອກແບບບໍ່ສາມາດຕໍ່ລອງໄດ້ສໍາລັບການຜະລິດທີ່ມີປະສິດທິພາບ. ອົງປະກອບສະກູຂອງ Excellence ແກ້ໄຂສິ່ງທ້າທາຍເຫຼົ່ານີ້ຜ່ານການປະສົມປະສານຂອງວັດສະດຸຊັ້ນນໍາ, ເລຂາຄະນິດທີ່ປັບປຸງໃຫ້ເໝາະສົມ, ແລະວິສະວະກໍາ custom, ຮັບປະກັນຊີວິດການບໍລິການທີ່ຍາວນານເຖິງແມ່ນວ່າຢູ່ໃນສະພາບແວດລ້ອມການປຸງແຕ່ງທີ່ຮຸນແຮງທີ່ສຸດ (ຕົວຢ່າງ:, ພາດສະຕິກເຕັມ, ສານເຄມີ corrosive, ໂພລີເມີທີ່ມີອຸນຫະພູມສູງ).
ອົງປະກອບສະກູມາດຕະຖານຂອງ Excellence ມີອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງ (D0/ວັນອັງຄານ) ຂອງ 1.55, ຊຶ່ງເປັນມູນຄ່າທີ່ດີທີ່ສຸດພິຈາລະນາ torque, ປະລິມານຟຣີ, ຄວາມໄວ, ແລະການກະແຈກກະຈາຍແລະການປະສົມຜົນກະທົບ. ອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງ (ກໍານົດເປັນອັດຕາສ່ວນຂອງເສັ້ນຜ່າສູນກາງ screw ນອກ (D0) ເສັ້ນຜ່າສູນກາງຂອງຮາກພາຍໃນ (ຈາກ)) ແມ່ນຕົວກໍານົດການເລຂາຄະນິດທີ່ສໍາຄັນທີ່ດຸ່ນດ່ຽງສີ່ປັດໃຈການປະຕິບັດການ extrusion ທີ່ສໍາຄັນ:
- ຄວາມອາດສາມາດຂອງແຮງບິດ: ກ 1.55 ອັດຕາສ່ວນ maximizes ການໂອນແຮງບິດຈາກລະບົບຂັບ extruder ກັບວັດສະດຸ, ປ້ອງກັນການຢຸດສະກູເຖິງແມ່ນວ່າມີວັດສະດຸທີ່ມີຄວາມຫນືດສູງ (ຕົວຢ່າງ:, ທາດປະສົມ PVC ເຕັມໄປ, ວິສະວະກໍາພາດສະຕິກເຊັ່ນ PEEK).
- ປະລິມານຟຣີ: ໄດ້ 1.55 ອັດຕາສ່ວນໃຫ້ປະລິມານຟຣີພຽງພໍສໍາລັບການລະລາຍແລະ degassing ອຸປະກອນການ, reducing the risk of overheating and degradation in heat-sensitive materials (ຕົວຢ່າງ:, TPU ເກຣດທາງການແພດ, LDPE).
- Rotational Speed: Optimized for high-speed extrusion (ເຖິງ 1200 rpm) without compromising structural integrity—critical for high-throughput production lines (ຕົວຢ່າງ:, pipe/profile extrusion).
- Dispersion & Mixing Effects: Ensures uniform distribution of additives (masterbatches, ເຄື່ອງເຕີມເຕັມ, stabilizers) at the particle level, eliminating streaking, ການລວມຕົວ, or inconsistent mechanical properties in finished products.
For different applications, Excellence can also freely select a groove depth ratio (D0/ວັນອັງຄານ) ຈາກ 1.4 ກັບ 1.8, allowing precise tuning of screw performance to match specific material and production requirements:
- 1.4 Ratio: For high-torque applications (ຕົວຢ່າງ:, highly filled compounds with 60% calcium carbonate/talc filler) – prioritizes structural strength over free volume.
- 1.6-1.8 Ratio: For low-viscosity materials (ຕົວຢ່າງ:, film-grade PE/PP, ໂພລີເມີທີ່ອີງໃສ່ສານລະລາຍ) - ຂະຫຍາຍປະລິມານຟຣີສູງສຸດສໍາລັບການລະລາຍ / degassing ແລະຫຼຸດຜ່ອນຄວາມຮ້ອນ shear.
ເນື່ອງຈາກຄວາມຕ້ອງການພິເສດຂອງຄໍາຮ້ອງສະຫມັກວັດສະດຸບາງຢ່າງກ່ຽວກັບການກະແຈກກະຈາຍ, ການປະສົມ, ຕັດ, ແລະຄວາມຮ້ອນພາຍໃນ, ທີ່ດີເລີດຍັງປັບແຕ່ງອົງປະກອບສະກູດ້ວຍໂຄງສ້າງພິເສດສໍາລັບການນໍາໃຊ້ທີ່ແຕກຕ່າງກັນ, ດັ່ງນັ້ນການຫຼຸດຜ່ອນຄວາມຮ້ອນພາຍໃນໂດຍບໍ່ມີການທໍາລາຍການກະຈາຍ, ການປະສົມ, ແລະຜົນກະທົບການຕັດ. ຄວາມຮ້ອນພາຍໃນ (ເກີດມາຈາກການ shear ຫຼາຍເກີນໄປລະຫວ່າງ screw ແລະວັດສະດຸ) ເປັນສາເຫດຕົ້ນຕໍຂອງການເຊື່ອມໂຊມຂອງວັດສະດຸໃນໂພລີເມີທີ່ອ່ອນໄຫວຕໍ່ຄວາມຮ້ອນ (ຕົວຢ່າງ:, PVC, PET, ABS ລະດັບທາງການແພດ). ການອອກແບບສະກູແບບກຳນົດເອງຂອງ Excellence ກ່າວເຖິງເລື່ອງນີ້:
- ອົງປະກອບປະສົມ: ເຄື່ອງປະສົມສະຕິກ Helical, ເຄື່ອງປະສົມໝາກນັດ, ແລະເຄື່ອງປະສົມ Maddock ປະສົມປະສານເຂົ້າໃນການບິນຂອງສະກູເພື່ອແຈກຢາຍກໍາລັງ shear ໃຫ້ເທົ່າທຽມກັນ, ການຫຼຸດຜ່ອນຄວາມຮ້ອນໃນທ້ອງຖິ່ນໂດຍ 20-30%.
- ຖ້ຽວບິນທີ່ປ່ຽນແປງໄດ້: Tapered pitch sections that gradually compress material, minimizing sudden shear forces and heat generation.
- Barrier Flight Designs: Separates solid and molten material phases, ensuring complete melting before high-shear mixing—critical for engineering plastics (PC, PA, PBT).
- Low-Shear Flight Profiles: For temperature-sensitive materials (ຕົວຢ່າງ:, ພາດສະຕິກຊີວະພາບ, pharmaceutical excipients) – reduces shear heating to <5°C above set extrusion temperature.
These custom designs have been validated in third-party testing by the Society of Plastics Engineers (SPE), showing a 40% reduction in material degradation (measured by MFR retention) compared to standard screw designs for heat-sensitive polymers.
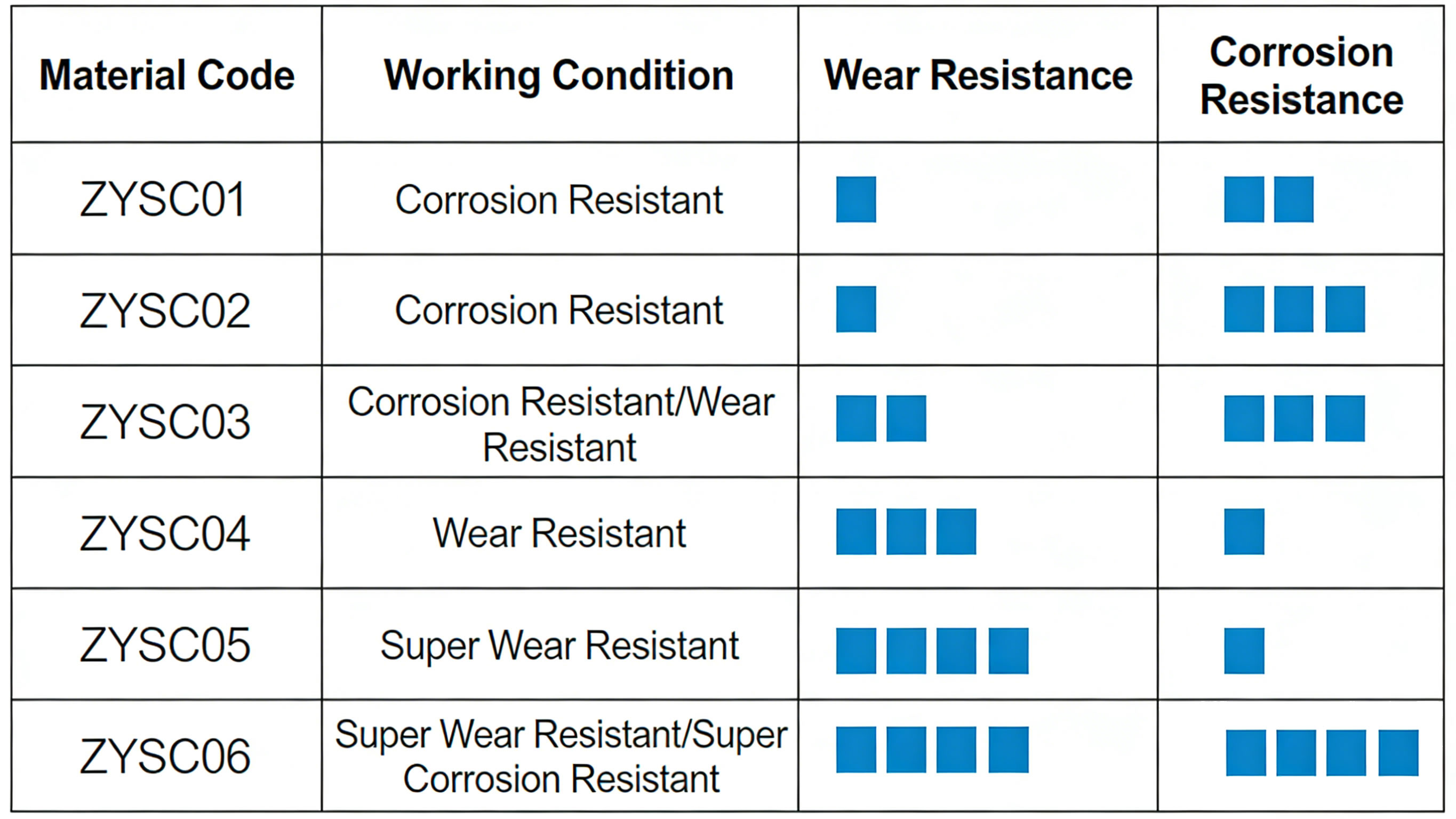
Materials for Extruder Screw Components: Tailored to Operating Conditions
ອົງປະກອບສະກູຂອງ Excellence ແມ່ນຜະລິດຈາກວັດສະດຸທີ່ມີປະສິດຕິພາບສູງ, ເລືອກໂດຍອີງໃສ່ຄວາມທົນທານຕໍ່ການສວມໃສ່, ການຕໍ່ຕ້ານ corrosion, ຄວາມທົນທານຕໍ່ອຸນຫະພູມ, ແລະປະສິດທິພາບຄ່າໃຊ້ຈ່າຍ. ທາງເລືອກວັດສະດຸທີ່ເຫມາະສົມຂະຫຍາຍຊີວິດການບໍລິການ screw ຈາກ 3-6 ເດືອນ (ເຫຼັກມາດຕະຖານ) ກັບ 1-5 ປີ (ວັດສະດຸທີ່ນິຍົມ), ຂຶ້ນກັບຄໍາຮ້ອງສະຫມັກ:
- ເຫຼັກເຄື່ອງມືຄວາມໄວສູງ: W6Mo5Cr4V2
- ຄຸນສົມບັດຫຼັກ: ຄວາມແຂງເຖິງ HRC 62-65, ການຕໍ່ຕ້ານການສວມໃສ່ທີ່ດີເລີດ, ຄວາມແຮງຂອງອຸນຫະພູມສູງ (ສູງເຖິງ 600 ອົງສາ), ແລະຄວາມທົນທານທີ່ດີ (ຕ້ານການ chipping / cracking).
- ຄໍາຮ້ອງສະຫມັກທີ່ດີທີ່ສຸດ: ຂະບວນການ extrusion ພັຍສູງ (ບັນຈຸພາດສະຕິກທີ່ມີທາດການຊຽມຄາບອນ / talc / ເສັ້ນໄຍແກ້ວ, ພາດສະຕິກທີ່ນຳມາໃຊ້ໃໝ່ດ້ວຍສານປົນເປື້ອນທີ່ຂັດ, ການປະສົມຢາງ).
- ຊີວິດການບໍລິການ: 18-24 ເດືອນສໍາລັບ 24/7 ການດໍາເນີນງານກັບ 50% ທາດປະສົມ PVC ເຕັມໄປ (3x ຍາວກວ່າເຫຼັກ nitrided).
- ຜົນປະໂຫຍດທາງດ້ານເສດຖະກິດ: ຄ່າໃຊ້ຈ່າຍລ່ວງຫນ້າທີ່ສູງຂຶ້ນ ($800-$1,500 ຕໍ່ແມັດ) ຊົດເຊີຍໂດຍ 70% ການຫຼຸດລົງໃນຄວາມຖີ່ຂອງການທົດແທນແລະການ downtime.
- ເຫຼັກ nitride: 38CrMoAl
- ຄຸນສົມບັດຫຼັກ: ຄວາມແຂງຂອງພື້ນຜິວສູງເຖິງ HRC 58-60 (ຊັ້ນ nitrided ຫນາ 0.5-0.8mm), ຄວາມຕ້ານທານຄວາມເມື່ອຍລ້າທີ່ດີ, ການຕໍ່ຕ້ານ corrosion ປານກາງ, ແລະປະສິດທິພາບຄ່າໃຊ້ຈ່າຍ.
- ຄໍາຮ້ອງສະຫມັກທີ່ດີທີ່ສຸດ: ຂະບວນການ extrusion ມາດຕະຖານ (ເວີຈິນໄອແລນ PE/PP/ABS, ສານປະກອບຕ່ໍາ <20%, ວັດສະດຸທີ່ບໍ່ມີການກັດກ່ອນ).
- ຊີວິດການບໍລິການ: 6-12 ເດືອນສໍາລັບ 24/7 ປະຕິບັດງານກັບ PE/PP ເວີຈິນໄອແລນ (ມາດຕະຖານອຸດສາຫະກໍາສໍາລັບການ extrusion ຈຸດປະສົງທົ່ວໄປ).
- ຜົນປະໂຫຍດທາງດ້ານເສດຖະກິດ: ຄ່າໃຊ້ຈ່າຍລ່ວງຫນ້າຕ່ໍາ ($300-$600 ຕໍ່ແມັດ) - ເຫມາະສໍາລັບການຜະລິດເປັນຊຸດຂະຫນາດນ້ອຍຫຼືສາຍ extrusion ປະລິມານຕ່ໍາ.
- ສະແຕນເລດ: 316ລ, C276, ແລະອື່ນໆ.
- ຄຸນສົມບັດຫຼັກ: ການຕໍ່ຕ້ານ corrosion ພິເສດ (316ລ: ທົນທານຕໍ່ອາຊິດອ່ອນໆ / ຖານ; C276: ທົນທານຕໍ່ກັບສານເຄມີທີ່ຮຸນແຮງເຊັ່ນ: chlorine, ອາຊິດຊູນຟູຣິກ, ແລະສານລະລາຍ halogenated), ການປະຕິບັດຕາມລະດັບອາຫານ (316L ພົບກັບ FDA 21 CFR 177.1520), ແລະຄວາມຫມັ້ນຄົງຂອງອຸນຫະພູມສູງ (ສູງເຖິງ 800 ° C ສໍາລັບ C276).
- ຄໍາຮ້ອງສະຫມັກທີ່ດີທີ່ສຸດ: ການປຸງແຕ່ງວັດສະດຸທີ່ກັດກ່ອນ (ສານເຄມີ extrusion, PVC ກັບ stabilizer ອາຊິດ), ການຫຸ້ມຫໍ່ອາຫານ / ເຄື່ອງດື່ມ extrusion (ສອດຄ້ອງກັບ FDA), extrusion ອຸປະກອນທາງການແພດ (ວັດສະດຸເຂົ້າກັນໄດ້ທາງຊີວະພາບ).
- ຊີວິດການບໍລິການ: 2-5 ປີສໍາລັບການ extrusion ສານເຄມີ (ບໍ່ມີການສວມໃສ່ທີ່ກ່ຽວຂ້ອງກັບການກັດກ່ອນ), 12-18 ເດືອນສໍາລັບການ extrusion ຊັ້ນອາຫານ.
- ການປະຕິບັດຕາມ: 316L is FDA/USDA compliant for food-contact applications; C276 is ATEX-certified for explosive chemical environments.
- Hot isostatic pressing (HIP) ວັດສະດຸ
- ຄຸນສົມບັດຫຼັກ: HIP processing eliminates internal porosity in the material (density >99.9%), resulting in ultra-high wear resistance (2x higher than W6Mo5Cr4V2), exceptional corrosion resistance, and uniform mechanical properties throughout the screw.
- ຄໍາຮ້ອງສະຫມັກທີ່ດີທີ່ສຸດ: Extreme operating conditions (abrasive ceramic-filled polymers, high-temperature engineering plastics like PEEK/PEI, corrosive chemical extrusion).
- ຊີວິດການບໍລິການ: 3-5 years for 24/7 operation with ceramic-filled PEEK (the longest service life of any screw material).
- ຜົນປະໂຫຍດທາງດ້ານເສດຖະກິດ: Premium upfront cost ($1,800-$3,000 ຕໍ່ແມັດ) – ROI achieved in 12-18 months for high-volume, high-wear production lines.
Application-Specific Screw Component Designs
1. Plastic Compounding Screw Components
For plastic compounding (ການຜະລິດ masterbatch, ຕື່ມການ extrusion polymer, recycled plastic recycled), ອົງປະກອບສະກູຂອງ Excellence ໄດ້ຖືກອອກແບບເພື່ອເພີ່ມປະສິດທິພາບການກະຈາຍແລະຫຼຸດຜ່ອນການສວມໃສ່:
- ອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງ: 1.55 (ມາດຕະຖານ) ຫຼື 1.4 (ສານປະກອບສູງ >40%).
- ວັດສະດຸ: W6Mo5Cr4V2 (ເຕີມເຕັມ) ຫຼື 38CrMoAl (ຕົວຕື່ມຂໍ້ມູນຕໍ່າ).
- ຄຸນສົມບັດທີ່ກໍາຫນົດເອງ: ເຂັມປະສົມແບບປະສົມປະສານ, ອຸປະສັກການບິນ, ແລະເຂດການຫຼຸດຜ່ອນການຕັດເພື່ອປ້ອງກັນການລວມຕົວຂອງ filler ແລະການເຊື່ອມໂຊມຂອງອຸປະກອນການ.
- ຂໍ້ມູນປະສິດທິພາບ: 98% ເພີ່ມຄວາມເປັນເອກະພາບການກະຈາຍ (ກວດສອບໂດຍການທົດສອບ SPE), 40% ການຫຼຸດຜ່ອນການສວມໃສ່ຂອງ screw ເມື່ອທຽບກັບ screws ປະສົມທົ່ວໄປ.
2. ເຄມີ & ອົງປະກອບ Screw ວັດສະດຸ Corrosive
ສໍາລັບການ extrusion ສານເຄມີ (ໂພລີເມີທີ່ອີງໃສ່ສານລະລາຍ, ສານເຕີມແຕ່ງ corrosive, masterbatches ເຄມີ), ຄວາມຕ້ານທານ corrosion ແມ່ນບູລິມະສິດ:
- ອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງ: 1.6-1.8 (ຂະຫຍາຍປະລິມານຟຣີສູງສຸດສໍາລັບການລະເຫີຍຂອງສານລະລາຍ).
- ວັດສະດຸ: C276 (ສານເຄມີທີ່ຮຸນແຮງ) ຫຼື 316L (corrosive ອ່ອນໆ).
- ຄຸນສົມບັດທີ່ກໍາຫນົດເອງ: ດ້ານການບິນຂັດກ້ຽງ (Ra ≤ 0.8μm) ເພື່ອປ້ອງກັນການຍຶດຕິດຂອງວັດສະດຸ, ສະກູປະທັບຕາສິ້ນສຸດລົງເພື່ອກໍາຈັດການຮົ່ວໄຫຼຂອງສານເຄມີ.
- ການປະຕິບັດຕາມ: ATEX-certified for explosive chemical environments, REACH-compliant for EU chemical regulations.
3. Food & Medical-Grade Screw Components
For food packaging and medical device extrusion, hygiene and biocompatibility are critical:
- ອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງ: 1.55 (balances mixing and low shear).
- ວັດສະດຸ: 316L stainless steel (FDA/USDA compliant).
- ຄຸນສົມບັດທີ່ກໍາຫນົດເອງ: Easy-clean design (no dead zones for bacterial growth), polished surfaces (Ra ≤ 0.4μm), and non-toxic lubricants (ຊັ້ນອາຫານ).
- ການປະຕິບັດຕາມ: FDA 21 CFR 177.1520 (food-contact), ISO 10993 (medical device biocompatibility).
4. High-Temperature Engineering Plastic Screw Components
For engineering plastics (PEEK, PEI, PA66 with glass fiber), high-temperature strength and wear resistance are key:
- ອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງ: 1.4-1.55 (high torque for high-viscosity melts).
- ວັດສະດຸ: HIP-processed W6Mo5Cr4V2 or C276 (high-temperature stability).
- ຄຸນສົມບັດທີ່ກໍາຫນົດເອງ: Cooling channels in the screw core (reduces internal heating by 25%), wear-resistant coating (tungsten carbide) on flight tips.
- ຂໍ້ມູນປະສິດທິພາບ: Maintains dimensional stability at 400°C, ຊີວິດການບໍລິການຂອງ 3+ ປີສໍາລັບການ extrusion PEEK ທີ່ເຕັມໄປດ້ວຍເສັ້ນໄຍແກ້ວ.
ຂໍ້ມູນຈໍາເພາະ & ການຄວບຄຸມຄຸນນະພາບ
1. ຄວາມທົນທານຕໍ່ມິຕິ
ອົງປະກອບສະກູຂອງ Excellence ແມ່ນຜະລິດເພື່ອ ISO ທີ່ເຂັ້ມງວດ 9001:2015 ມາດຕະຖານຄຸນນະພາບ, ມີຄວາມທົນທານຂະຫນາດຂອງ:
- ເສັ້ນຜ່າສູນກາງນອກ (D0): ±0.02ມມ (ສໍາຄັນສໍາລັບການປັບຖັງ).
- ເສັ້ນຜ່າສູນກາງຂອງຮາກ (ຈາກ): ±0.03ມມ (ຮັບປະກັນອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງທີ່ສອດຄ່ອງ).
- ສະຫນາມບິນ: ±0.05ມມ (ຄວາມກ້າວຫນ້າດ້ານອຸປະກອນເອກະພາບ).
- ຄວາມຊື່ສັດ: ≤0.01ມມ/ມມ (ປ້ອງກັນການສວມໃສ່ຂອງຖັງແລະການຮົ່ວໄຫລຂອງວັດສະດຸ).
ສະກູທັງຫມົດຖືກກວດກາໂດຍໃຊ້ເຄື່ອງວັດແທກປະສານງານ CNC (CMM) ເພື່ອກວດສອບຄວາມທົນທານກ່ອນການຂົນສົ່ງ.
2. ທາງເລືອກການປິ່ນປົວຜິວຫນ້າ
ເພື່ອເພີ່ມປະສິດທິພາບ, ທີ່ດີເລີດສະຫນອງການປິ່ນປົວດ້ານທາງເລືອກສໍາລັບອົງປະກອບຂອງ screw:
- Nitriding: ສໍາລັບເຫຼັກກ້າ 38CrMoAl (ມາດຕະຖານ) - ເພີ່ມຄວາມແຂງຂອງພື້ນຜິວໃຫ້ HRC 58-60.
- ການເຄືອບ Tungsten Carbide: ສໍາລັບເຫຼັກ W6Mo5Cr4V2 - ເພີ່ມທະວີການຕໍ່ຕ້ານການສວມໃສ່ໂດຍ 50% ສໍາລັບວັດສະດຸຂັດ.
- ການເຄືອບ PTFE: ສໍາລັບເຫຼັກກ້າ 316L - ຫຼຸດຜ່ອນການຍຶດຕິດຂອງວັດສະດຸ (ເຫມາະສໍາລັບວັດສະດຸຫນຽວເຊັ່ນ TPE / TPU).
- ການຂັດໄຟຟ້າ: ສໍາລັບເຫຼັກກ້າ 316L/C276 – ປັບປຸງການຕໍ່ຕ້ານ corrosion ແລະສຸຂະອະນາໄມ (ການນໍາໃຊ້ອາຫານ / ການແພດ).
3. ຂະບວນການຄວບຄຸມຄຸນນະພາບ
ທຸກໆອົງປະກອບສະກູທີ່ດີເລີດຜ່ານຂະບວນການຄວບຄຸມຄຸນນະພາບ 7 ຂັ້ນຕອນ:
- ການກວດກາວັດຖຸດິບ (ໃບຢັ້ງຢືນການຢັ້ງຢືນການວິເຄາະສໍາລັບຊັ້ນວັດສະດຸແລະຄຸນສົມບັດ).
- ເຄື່ອງຈັກ CNC ດ້ວຍການຕິດຕາມມິຕິລະດັບໃນເວລາທີ່ແທ້ຈິງ.
- ການປິ່ນປົວຄວາມຮ້ອນ (quenching/tempering ສໍາລັບເຫຼັກເຄື່ອງມື, nitriding ສໍາລັບ 38CrMoAl) ດ້ວຍການທົດສອບຄວາມແຂງ.
- ການປິ່ນປົວດ້ານ (ຖ້າເປັນໄປໄດ້) ດ້ວຍການທົດສອບການຍຶດຕິດ.
- ການກວດສອບຂະຫນາດ CMM (ການຢັ້ງຢືນຄວາມທົນທານຢ່າງເຕັມທີ່).
- ການທົດສອບຄວາມສົມດຸນແບບໄດນາມິກ (ISO 1940-1:2016) - ຄວາມກວ້າງໃຫຍ່ຂອງການສັ່ນສະເທືອນ <0.1ມມ ດ້ວຍຄວາມໄວໃນການເຮັດວຽກສູງສຸດ.
- ການກວດກາຕາສຸດທ້າຍແລະການຢັ້ງຢືນ (ການກວດສອບອຸປະກອນການ, ບົດລາຍງານຂະຫນາດ, ບົດລາຍງານຄວາມແຂງ).
ຂໍ້ມູນການຄວບຄຸມຄຸນນະພາບທັງຫມົດແມ່ນເກັບຮັກສາໄວ້ສໍາລັບ 10 ປີ, ຮັບປະກັນການກວດສອບການຕິດຕາມຢ່າງເຕັມທີ່ສໍາລັບການປະຕິບັດຕາມກົດລະບຽບ (IATF 16949 ສໍາລັບລົດຍົນ, FDA ສໍາລັບທາງການແພດ).
ກໍລະນີສຶກສາ: Screws ວັດສະດຸ HIP ຫຼຸດຜ່ອນເວລາການຢຸດສໍາລັບເຊລາມິກ PEEK Extrusion (ສະຫະລັດ)
ຜູ້ຜະລິດອົງປະກອບອະວະກາດຂອງສະຫະລັດກໍາລັງປະເຊີນກັບຄວາມລົ້ມເຫຼວຂອງ screw ເລື້ອຍໆ (ທຸກໆ 3 ເດືອນ) ເມື່ອ extruding PEEK ທີ່ເຕັມໄປດ້ວຍເຊລາມິກ (30% ອາລູມີນາ filler) ສໍາລັບພາກສ່ວນຂອງເຮືອບິນ:
- ສິ່ງທ້າທາຍຕົ້ນສະບັບ:
- ສະກູ W6Mo5Cr4V2 ໝົດໄວ (ໃສ່ປາຍຖ້ຽວບິນ >1ມມ 3 ເດືອນ) ເນື່ອງຈາກການຂັດເຊລາມິກ.
- ເວລາຢຸດເຮັດວຽກທີ່ບໍ່ໄດ້ວາງແຜນໄວ້ (8 ຊົ່ວໂມງຕໍ່ການປ່ຽນສະກູ) - ສູນເສຍການຜະລິດຂອງ $15,000 ຕໍ່ເຫດການເວລາຢຸດເຮັດວຽກ.
- ຂະໜາດສ່ວນທີ່ບໍ່ສອດຄ່ອງກັນ (ເນື່ອງຈາກການເພີ່ມການເກັບກູ້ screw) – 15% ອັດຕາການຂູດ.
- ການແກ້ໄຂທີ່ດີເລີດ: ອົງປະກອບສະກູ W6Mo5Cr4V2 ທີ່ປຸງແຕ່ງດ້ວຍ HIP ທີ່ມີການເຄືອບ tungsten carbide, ອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງ 1.4 (ແຮງບິດສູງ), ແລະການອອກແບບການບິນອຸປະສັກ.
- ຜົນໄດ້ຮັບຫຼັງຈາກການຕິດຕັ້ງ:
- Screw ອາຍຸການບໍລິການຂະຫຍາຍໄປ 36 ເດືອນ (12x ຍາວກວ່າ screws ຕົ້ນສະບັບ).
- Unplanned downtime reduced by 92% (1 downtime event per 3 ປີ vs. 4 ຕໍ່ປີ).
- Scrap rate reduced to 1% (consistent part dimensions due to minimal screw wear).
- Annual cost savings of $180,000 (downtime + ວັດສະດຸ + screw replacement costs).
- ROI achieved in 8 ເດືອນ (screw cost $2,800 ທຽບກັບ. annual savings $180,000).
The plant engineering manager commented: “Excellence’s HIP material screws have transformed our PEEK extrusion process. We no longer worry about unplanned downtime, and our part quality has improved to meet aerospace industry tight tolerances (±0.01mm). This has allowed us to secure 2 new aerospace contracts worth $2M annually.”
ການຕິດຕັ້ງ, ບໍາລຸງຮັກສາ & Replacement Guidelines
1. Screw Installation Best Practices
Proper installation ensures optimal performance and prevents premature wear:
- Clean the extruder barrel thoroughly (remove old material residue) before installing the new screw – use a barrel cleaning rod and food-grade cleaning agent (FDA-compliant for food/medical applications).
- Inspect the barrel for wear (measure barrel inner diameter) – replace barrel if clearance >0.5ມມ (excessive clearance causes material backflow and poor mixing).
- Install the screw using a lifting fixture (avoid dropping or scratching the flights) – torque the screw coupling to manufacturer specifications (ໂດຍປົກກະຕິ 300-500 Nm).
- Check screw alignment (using a dial indicator) – runout should be <0.02mm at the screw tip.
- Perform a dry run (no material) at low speed (50 rpm) ສໍາລັບ 10 minutes – check for abnormal noise/vibration (indicates misalignment).
Excellence provides a detailed installation manual with photos and torque specifications for all screw models.
2. Preventive Maintenance for Screw Components
Regular maintenance extends screw life and maintains performance:
- Daily Maintenance:
- Clean the screw after production (purge with cleaning compound) to remove material residue (prevents carbonization and corrosion).
- Inspect screw tip and mixing elements for wear/damage (visual check during purge).
- Monthly Maintenance:
- Measure screw flight clearance (barrel inner diameter – screw outer diameter) – record data to track wear rate.
- Lubricate screw coupling (use high-temperature grease, FDA-compliant if needed).
- Check for material buildup in dead zones (ອົງປະກອບປະສົມ, ອຸປະສັກການບິນ) – clean with a brass brush (avoid scratching flight surfaces).
- Quarterly Maintenance:
- Remove the screw for full inspection (measure flight thickness, check for corrosion/cracking).
- Polish minor wear on flight tips (using 400-grit sandpaper) to restore dimensional accuracy.
- Inspect barrel liner for wear (replace if necessary to maintain optimal clearance).
3. Screw Replacement Criteria
Replace screw components when:
- Flight tip wear >1ມມ (causes poor mixing and inconsistent output).
- Corrosion pitting >0.5mm deep (risk of material contamination and structural failure).
- Cracks in flights or core (safety hazard – risk of screw breakage during operation).
- Screw clearance >0.8ມມ (material backflow reduces extruder efficiency by >20%).
- Material degradation (MFR variation >10%) – indicates poor mixing due to worn flights.
Excellence offers a screw inspection service (on-site or lab-based) to assess wear and recommend replacement timing.
FAQs About Excellence Extruder Screw Components
ຖາມ: Can Excellence customize screw components for non-standard extruder sizes (ຕົວຢ່າງ:, 65ມມ, 90ມມ ເສັ້ນຜ່າສູນກາງ)?
ກ: ແມ່ນແລ້ວ. Excellence manufactures screw components for all standard extruder diameters (15mm to 200mm) and custom diameters (per customer drawings). We also produce twin-screw components (ໝູນວຽນຮ່ວມກັນ ແລະ counter-rotating) for compounding extruders, with pitch sizes from 10mm to 100mm.
ຖາມ: What is the lead time for custom screw components (ການຄັດເລືອກວັດສະດຸ + ອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງ + specialized design)?
ກ: Standard screw components (38CrMoAl, 1.55 ອັດຕາສ່ວນຄວາມເລິກຂອງຮ່ອງ) ມີເວລານໍາຂອງ 2-3 ອາທິດ. Custom components (HIP materials, specialized groove depth ratio, ອົງປະກອບປະສົມ) require 4-6 ອາທິດ. Expedited production (1-2 weeks for standard, 3 weeks for custom) is available for an additional 25% fee.
ຖາມ: Does Excellence provide material testing reports for screw components?
ກ: ແມ່ນແລ້ວ. All screw components come with a material certificate (certificate of analysis – COA) verifying material grade, ຄວາມແຂງ, and chemical composition. For HIP materials, we also provide HIP processing reports (density, porosity) and non-destructive testing (NDT) ບົດລາຍງານ (ultrasonic testing for internal defects).
ຖາມ: How do I select the right material for my extrusion application?
ກ: Excellence’s technical team provides a free material selection guide based on:
- Material type (virgin/recycled, filled/unfilled, corrosive/non-corrosive).
- Extrusion temperature (high-temperature engineering plastics vs. standard polymers).
- Production volume (24/7 operation vs. batch production).
- ງົບປະມານ (upfront cost vs. total cost of ownership).
We also offer a trial program (30-day test of a sample screw) for new customers to validate performance before full purchase.
ຖາມ: What warranty is provided for Excellence screw components?
ກ: Standard warranty: 12 months for 38CrMoAl and 316L screws, 24 months for W6Mo5Cr4V2 and HIP material screws (covers manufacturing defects and premature wear <0.5mm in the first year). Extended warranty (36 ເດືອນ) is available for an additional 15% fee, including annual wear inspections.
For over two decades, Excellence’s extruder screw components have set the industry standard for wear resistance, corrosion protection, and application-specific performance. Whether you’re extruding standard PE/PP, ສານເຄມີ corrosive, food-grade polymers, or high-temperature engineering plastics, our screws are engineered to maximize uptime, reduce costs, and improve product quality. Contact our technical team today to request a free screw design consultation and quote tailored to your extrusion process requirements.
