
How Different Extrusion Systems Stack Up for Manufacturing

I have seen that the choice of extrusion system shapes the entire manufacturing process. Most manufacturers use single-screw systems, which hold a 62% market share, while twin-screw systems account for 38%.
| Extrusion System Type | Market Share Percentage |
|---|---|
| Single-screw | 62% |
| Twin-screw | 38% |
Selecting between screw types affects efficiency, Produit Qualitéit, and material compatibility. When I match extrusion technology to manufacturing goals, I notice improvements in cost-effectiveness, design versatility, an Nohaltegkeet.
| Faktor | Impact on Manufacturing Efficiency | Impact on Product Quality |
|---|---|---|
| Controlled parameters | Maintains uniform product quality | Achieves micrometer tolerances |
I rely on Complete Extrusion Systems to deliver consistent results and precise screw performance.
Schlëssel Takeaways
- Wielt de richtege Extrusiounssystem baséiert op Äre Fabrikatiounsziler a Materialeigenschaften fir eng optimal Leeschtung ze garantéieren.
- Single-screw extruders sinn ideal fir héich-Volumen Produktioun vun einfache Materialien, iwwerdeems Zwilling-Schrauwen Systemer excel am Vermëschung komplex Materialien.
- Regelméisseg Ënnerhalt an Iwwerwaachung vun Extrusiounssystemer verhënnert d'Ausdauer an d'Effizienz verbesseren, konsequent Produktqualitéit assuréieren.
- Betruecht de Schrauwen Duerchmiesser an L / D Verhältnis wann Dir en Extruder auswielen, wéi dës Faktoren Impakt Duerchgang an Vermëschung Effizienz.
- Benotzt Co-Extrusioun fir Multi-Layer Produkter ze kreéieren déi verschidde Materialien kombinéieren, Verbesserung vun der Funktionalitéit an der Leeschtung.
- Evaluéiert d'Kompatibilitéit vu Materialien mam gewielten Extrusiounssystem fir Mängel ze vermeiden a qualitativ héichwäerteg Ausgang ze garantéieren.
- Bleift informéiert iwwer opkomende Trends an der Extrusiounstechnologie, such as IoT and AI, to improve efficiency and adapt to changing production needs.
- Create a checklist of key factors before selecting an extrusion machine to avoid costly mistakes and ensure the system meets application requirements.
Choosing the Right Extrusion System for Manufacturing
Key Factors in System Selection
I never find a universal “best” extrusion system. My experience tells me that the ideal choice depends on the manufacturing goals, Material Eegeschaften, and product requirements. When I select an extrusion system, I always match its capabilities to the intended application. This approach ensures that the extrusion process delivers consistent quality and optimal performance.
I consider several critical factors before making an extrusion machine selection. I use the following table to guide my decision:
| Faktor | Beschreiwung |
|---|---|
| Research Objective | Purpose of the machine (Ausbildung, Material Entwécklung, oder kommerziell Pilot Produktioun) |
| Material Typ | Typ vu Polymere fir ze veraarbecht (Hëtzt-empfindlech, liichtflüchtege, oder reaktiv) |
| Néideg Output Kapazitéit | Duerchgangskapazitéit (Gramm oder Kilogramm pro Stonn) |
| Fortgeschratt Prozess Ufuerderunge | Bedierfnes fir Gasinjektioun, Vakuum Entgasung, oder reaktiv extrusion Méiglechen stoussen |
| Budget a Laborraum | Iwwerleeung fir modulär Expansioun fir zukünfteg Upgrades |
| Zukunft Skala-Up Bedierfnesser | Kompatibilitéit mat industriellen Extrusiounsmoduler fir d'Produktioun opzebauen |
Ech bezuelen ëmmer Opmierksamkeet op d'Schrauwen Duerchmiesser an L / D Verhältnis. Dës Parameter bestëmmen d'Duerchschnëttskapazitéit an d'Vermëschungseffizienz. Ech wielt en Extruder mat der richteger Ausgangskapazitéit, déi ka variéieren vun 0.25 kg/h ze 150 kg/h jee no Modell. Modular Design erlaabt mech Komponente séier ze ersetzen, déi Flexibilitéit fir Fuerschung an Entwécklung gëtt. Ech vertrauen op fortgeschratt Kontroll Systemer, such as PLC and HMI, to achieve precise control and data traceability.
When I evaluate types of extrusion machines, I consider the complexity of the profile and the tolerances required. Intricate designs demand precise tooling and can increase costs. I also look at order quantity. Higher volumes reduce the cost per unit because setup costs spread across more units. Finishing and secondary operations, such as anodizing or CNC machining, add value and cost.
Tipp: I recommend making a checklist of these factors before starting the extrusion machine selection process. This practice helps avoid costly mistakes and ensures the system matches the intended applications.
Impact on Manufacturing Efficiency
I notice that the extrusion system I choose directly affects manufacturing efficiency. The screw design, mixing capability, an extrusion Technologie spillt all eng Roll wéi glat de Prozess leeft. Zum Beispill, a eenzege Schraufextruder Wierker oft gutt fir einfach Polymer an héich-Volumen Produktioun. Twin-screw extruders handhaben komplex Materialien a fortgeschratt Uwendungen, wéi reaktiv Extrusioun oder Spezialmëschungen.
Ech hu gesinn datt héich Viskositéit a festen Inhalt an energesche Materialien Verstoppung verursaachen, onbestänneg Extrusioun, an nozzle zouzedrécken. Dës Themen reduzéieren Effizienz a kompromittéiere Sécherheet. Ech adresséieren dës Erausfuerderungen andeems de Kneadsystem Design optiméiert. Verbesserte Mëschunguniformitéit an Extrusiounsgenauegkeet verbesseren d'Sécherheet an d'Effizienz.
Ech benotzen eng zwee-Etapp Zwilling-Schrauwen extrusion System wann ech méi Stabilitéit an Adaptatioun brauchen. Simulatioune weisen datt dësen Design de Floweigenschaften verbessert an eng konsequent Ausgang behält. Ech iwwerwaachen ëmmer den Extrusiounsprozess fir eng eenheetlech Qualitéit ze garantéieren an d'Downtime ze minimiséieren.
| Beweis Typ | Beschreiwung |
|---|---|
| Erausfuerderungen an der Additiv Fabrikatioun | Héich Viskositéit a festen Inhalt vun energesche Materialien féieren zu Probleemer wéi Verstoppung, onbestänneg Extrusioun, an nozzle zouzedrécken, Effizienz a Sécherheet beaflossen. |
| Kneading System Leeschtung | Den Design vum Kneadsystem beaflosst d'Materialvermëschung vun der Uniformitéit an der Extrusiounsgenauegkeet, mat spezifesche Optimisatiounen proposéiert fir Sécherheet an Effizienz ze verbesseren. |
| Extrusioun System Design | En zweestufegen Zwilling-Schrauwen-Extrusiounssystem ass entwéckelt fir Stabilitéit an Adaptabilitéit am Extrusiounsprozess ze verbesseren, mat Simulatioune déi Flowcharakteristike vu verschiddene Systemer weisen. |
Ech passen ëmmer den Extrusiounssystem un d'Produktiounsufuerderungen. Dës Praxis garantéiert datt den Extruder déi gewënscht Qualitéit an Leeschtung liwwert. I select the screw configuration based on the material type and the complexity of the application. I rely on advanced extrusion technology to maximize efficiency and maintain high standards of product quality.
Note: I recommend regular maintenance and process monitoring to sustain peak efficiency and prevent unexpected downtime.
Types of Complete Extrusion Systems
When I evaluate complete extrusion systems for manufacturing, I always start by identifying the main types of extrusion machines. The most common options include single screw extrusion machines, twin screw extrusion machines, and ram extrusion machines. Each system offers unique strengths and limitations, so I focus on matching the right technology to the application.
| Type of Extrusion Machine |
|---|
| Single Screw Extrusion Machines |
| Twin Screw Extrusion Machines |
| Ram Extrusion Machines |
Single-Screw Extrusion
I often use a single screw extruder for straightforward extrusion processes. This machine features one rotating screw inside a heated barrel. D'Schraube dréckt Material no vir, schmëlzt et, a formt et duerch e Stierwen. I rely on this system for high-volume production of thermoplastics, food products, and rubber compounds. The simplicity of the design makes it easy to operate and maintain.
| Industrie | Applikatioun Beschreiwung | Market Growth Forecasts |
|---|---|---|
| Plastik | Melting and forming thermoplastics, driven by rising PE and PP use. | CAGR of approximately 4-5% duerch 2030 |
| Liewensmëttel Veraarbechtung | Producing processed foods like snacks and cereals. | Market to reach over $75 Milliarde vun 2026 |
| Gummi Zesummesetzung | Mëschung a Form vun Gummi fir Pneuen an Autosdeeler. | Tire production to surpass 2 billion units by 2025 |
| Biomedizinesch | Biopolymer production for packaging and medical devices. | Emerging market with new extrusion technology |
Allerdéngs, I recognize the limitations of single screw extrusion. Achieving uniform mixing can be difficult, especially when I add fillers or additives. Pressure consistency often varies with feedstock changes, and high-viscosity materials may not flow well, leading to defects. These challenges guide my extrusion machine selection when I need higher quality or more complex processing.
Tipp: For simple, high-volume applications, I recommend starting with a single screw extruder. For advanced mixing or specialty materials, consider other options.
Twin-Screw Extrusion
When I require advanced processing, Ech dréinen zu Zwilling Schraube extruder technology. This system uses two screws that rotate together inside the barrel. The screws can intermesh or run parallel, depending on the design. Ech fannen datt Zwillingsschrauwen Extruderen eng super Vermëschungseffizienz liwweren, besser plasticizing fir héich-viskositéit Materialien, a verstäerkte Kontroll iwwer Temperatur an Drock. Dës Fonctiounen verbesseren d'Produktqualitéit a Prozesskonsistenz.
Zwilling Schrauwen Extrusioun erlaabt mech och e puer Veraarbechtungsschrëtt an enger Maschinn auszeféieren. Ech kann mixen, schmelzen, vent, a souguer Material reagéieren während engem eenzege Pass. Dës Flexibilitéit reduzéiert Offall a beschleunegt d'Produktioun. Wann Dir Zwilling Schrauwen vs Single Schrauwen Extruder vergläicht, Ech gesinn méi séier Rendement op Investitiounen a méi eenheetlech Resultater mat Zwilling Schrauwen Systemer, besonnesch fir komplex Mëschungen oder recycléiertem Plastik.
Zwilling-Schrauwen Ënnertypen
Ech betruechten ëmmer déi verschidden Aarte vun Extrudermaschinnen an der Zwillingschraufkategorie. D'Schraubekonfiguratioun beaflosst d'Leeschtung, Effizienz, an der Gamme vun Uwendungen.
Intermeshing
Intermeshing twin screw extruders feature screws that overlap and mesh together. This design provides precise material transport and high shear forces. I use intermeshing systems for improved compounding and compatibilization, especially when I need to disperse additives or fillers evenly.
Non-Intermeshing
Non-intermeshing twin screw extruders have screws that rotate without overlapping. This setup offers gentler mixing and less shear. I choose non-intermeshing designs for sensitive materials that require minimal mechanical stress.
Co-Rotating
Co-rotating twin screw extruders have screws that turn in the same direction. This subtype excels in mixing efficiency and material transport. I use co-rotating systems for reactive extrusion, devolatilization, and high-performance polymer compounding. Allerdéngs, high shear rates can degrade heat-sensitive materials, also ech iwwerwaachen Schrauwen Design an Ofkillung enk.
| Ënnertyp | Veraarbechtung Kënnen a Virdeeler | Aschränkungen an Iwwerleeungen | Beschte Applikatiounen |
|---|---|---|---|
| Co-rotéierend Zwilling-Screw Extruder | Héich Vermëschungseffizienz, gëeegent fir reaktiv extrusion, héich Schéier Tariffer | Risiko vu Materialdegradatioun, verlaangt präzis Schrauwen Design | Polymer Kompositioun, nanokomposite, Labo-zu-Produktioun Workflows |
Konter-Rotatioun
Konterrotéierend Zwillingsschrauwen-Extruder hunn Schrauwen déi an entgéintgesate Richtungen dréinen. Dës Konfiguratioun generéiert méi niddereg Schéierkraaft, déi fragil Materialien schützt. Ech vertrauen op Konter-rotéierend Systemer fir Keramik, Bio-Polymeren, an pharmazeuteschen Formuléierungen. Den Design bitt och gutt Drockopbau an effektiv Dichtung, obwuel d'Mëschungsintensitéit méi niddereg ass wéi mat ko-rotéierende Systemer.
| Ënnertyp | Veraarbechtung Kënnen a Virdeeler | Aschränkungen an Iwwerleeungen | Beschte Applikatiounen |
|---|---|---|---|
| Counter-rotéierend Zwilling-Screw Extruder | Niddereg Schéierkraaft, gutt Drock opbauen, effektiv Dichtung | Méi niddereg Vermëschungsintensitéit, méi komplex Dichtungs- a Lagerdesign | Keramik, Bio-Polymeren, pharmazeuteschen |
Wann ech e komplette Extrusiounssystem auswielen, Ech passen ëmmer d'Schraubentyp an d'Konfiguratioun un d'Material- a Prozessfuerderunge. Dës Approche garantéiert héich Qualitéit, Effizienz, an zouverlässeg Leeschtung iwwer all Uwendungen.
Ram Extrusioun
Ech wielen dacks Ram-Extrusioun wann ech Material musse veraarbechten, déi héich Drock a präzis Form erfuerderen. Dës Method benotzt en hydraulesche Ram fir Material duerch e gehëtzt Faass ze drécken a stierwen, anstatt op eng rotativ Schraube ze vertrauen. Ech fannen Ram-Extruder besonnesch nëtzlech fir Produkter aus Thermosetplastik ze bilden, Keramik, an PTFE. De Prozess erlaabt mech Staang ze kreéieren, Réier, a Profiler mat konsequent Dimensiounen.
Ram Extrusioun ënnerscheet sech tëscht Typen vun Extrusiounsmaschinnen well et Materialien handhabt déi traditionell Schrauwenextruder net effizient kënne veraarbechten. Ech benotzen dës Technologie an Industrien wéi Plastik, Iessen, an pharmazeuteschen. Zum Beispill, Ech produzéiere Snacks a Getreide mat eenzegaartege Formen, an ech fabrizéieren Pëllen a Kapselen mat exakt Spezifikatioune.
Ech hu verschidde Virdeeler an Erausfuerderunge gemierkt wann Dir Ram-Extruder benotzt:
- Ram-Extruder excel bei der Produktioun vu qualitativ héichwäerteg Produkter aus schwéier veraarbechte Materialien.
- Ech vertrauen op hinnen fir Uwendungen wou Schraube-Extrusiounstechnologie kuerz ass, wéi PTFE a Keramik Profiler.
- De Prozess liwwert konsequent Qualitéit a Dimensiounsgenauegkeet.
- Héich operationell Käschten kënnen Effizienz an allgemeng Leeschtung Afloss.
- Streng Reglementer an der Plastiksproduktioun erfuerderen virsiichteg Prozesskontrolle.
- Konkurrenz vun alternativen Extrusiounssystemer dréckt mech fir meng Extrusiounsmaschinnauswiel ze optimiséieren.
Ech waacht ëmmer dës Faktoren ier ech Ram-Extrusioun fir komplett Extrusiounssystemer auswielen. Ech iwwerwaachen de Prozess no fir Qualitéit an Effizienz z'erhalen, besonnesch wann Dir mat Spezialmaterialien schafft.
Co-Extrusioun
Co-extrusion erlaabt mir verschidde Materialien an een eenzegt Produkt ze kombinéieren, Multi-Layer Profiler mat verstäerkten Eegeschafte erstellen. Ech benotzen dës Extrusiounstechnologie fir verschidden Thermoplasten z'integréieren, all Layer bitt eenzegaarteg Charakteristiken. De Prozess implizéiert verschidde Materialien duerch een eenzegen Stierwen ze drécken, doraus zu engem vereenegt Profil datt komplex Produktioun Ufuerderunge meets.
Ech vertrauen op Co-Extrusioun fir Produkter ze fabrizéieren déi Haltbarkeet verlaangen, Flexibilitéit, an ästheteschen Appel. Dës Method erlaabt mir d'Qualitéit vun all Layer unzepassen, Leeschtung a Funktionalitéit verbesseren. Ech gesinn Co-extrusion als Schlëssel Fortschrëtt am komplett extrusion Systemer, besonnesch wann ech Saache mat spezialiséierte Fonctiounen produzéiere muss.
D'Industrie profitéiere vu Co-Extrusioun op verschidde Weeër:
- Bau: Ech fabrizéiert Fënsterbäll, Rummen, an Stécker ze schneiden déi Kraaft a visuell Appel kombinéieren.
- Retail: Ech bauen Regal- a Displaysystemer déi souwuel haltbar an attraktiv sinn.
- Schëlder: Ech produzéiere illuminéiert Schëlder a Rummen mat propperen Ofschloss an zouverlässeg Leeschtung.
Co-extrusion erweidert der Palette vun Uwendungen fir extrusion Technologie. Ech benotzen et fir exigent Produktiounsziler z'erreechen an Produkter mat héichqualitativer Qualitéit ze liwweren. Wann ech en extruder fir co-extrusion wielen, Ech betruecht Schrauwen Design, Prozess Kontroll, and material compatibility. Dës Approche garantéiert Effizienz a konsequent Resultater.
Tipp: Ech recommandéieren Co-Extrusioun fir Projeten déi Multi-Layer Profiler a verstäerkte Produktfunktionalitéit erfuerderen. Virsiichteg Extrusiounsmaschinn Auswiel a Prozess Iwwerwaachung sinn essentiell fir eng optimal Qualitéit z'erreechen.
Struktur an Operatioun vun extrusion Systemer

Schrauwen a Faass Design
Ech fänken ëmmer meng Extrusiounsmaschinnauswiel un andeems ech d'Schraube- a Faass-Design ënnersicht. D'Geometrie vun der Schraube bestëmmt wéi effizient den Extruder schmëlzt, vermëscht, a vermëttelt Material. Ech ajustéieren d'Längt-bis-Duerchmiesser (L/D) Verhältnis zu Kontroll Residenz Zäit a Vermëschung. E méi héije L / D Verhältnis erlaabt d'Material ze schmëlzen a méi grëndlech ze vermëschen, wat essentiell ass fir eenheetlech Qualitéit am Endprodukt z'erreechen. Ech vertrauen op Barrière-Designen am Schrauffass fir d'Schmelzstabilitéit ze halen an d'Degradatioun ze vermeiden, besonnesch wann ech sensibel Materialien veraarbecht. Parallel Zwilling Schrauwen a Faass Designen spillt eng kritesch Roll bei der Extrusiounsgeschwindegkeet, Produit Qualitéit, an Energieeffizienz. Ech benotzen Zoning a präzis Temperaturkontrolle fir de Schmelzfloss ze stabiliséieren an agespaart Gase ze vermeiden, déi Dicht a Konsistenz verbessert. D'Uewerflächefinanz vum Faass an d'Geometrie vun der Schraube beaflossen och d'Energieeffizienz an d'Produktkonsistenz. Ech passen ëmmer de Schraube Design un déi spezifesch Ufuerderunge vun der Applikatioun fir d'Performance ze maximéieren.
- E méi héije L / D Verhältnis verbessert d'Mëschung a Schmelze Uniformitéit, wat essentiell ass fir qualitativ héichwäerteg Produkter.
- Barrière Designs hëllefen d'Schmelzstabilitéit z'erhalen an d'Degradatioun ze vermeiden.
- Schrauwen Geometrie a Faass Uewerfläch Finish Impakt Energieeffizienz a Produit Konsequenz.
Material Bewegung a Vermëschung
Ech konzentréieren op effizient Materialbewegung a Vermëschung fir sécherzestellen datt den Extrusiounsprozess glat leeft. Ech benotzen robust pneumatic oder mechanesch conveyors Matière première séier a mat minimalem Ënnerhalt ze transferéieren. Fortgeschratt Mixer Designs garantéieren grëndlech an eenheetlech Kompositioun, déi Variatiounen an de fäerdege Produkter verhënnert. Ech integréieren automatiséiert Kontrollen mat PLC Systemer fir Echtzäit Iwwerwachung an Rezept Gestioun. Dës Approche erlaabt mir d'Produktioun nahtlos ze iwwerwaachen an d'Parameteren unzepassen wéi néideg. Ech wielt skalierbar Konfiguratiounen fir souwuel kleng Atelieren wéi och grouss industriell Operatiounen opzehuelen. Verbesserte Stëbs Kontroll Funktiounen halen d'Aarbechtsplaz propper a sécher. Konsequent, homogene Mëschunge reduzéieren Qualitéitsschwankungen a verbesseren den Duerchgang. Automatiséiert Systemer minimiséieren manuell Handhabung, wat d'Produktiounszyklen verkierzt an d'Aarbechtskäschte reduzéiert. Ech Prioritéit ëmmer dës Fonctiounen wann ech Zorte vun extrusion Maschinnen fir nei Uwendungen bewäerten.
| Fonktioun | Beschreiwung |
|---|---|
| Effikass Material Transfert | Schnell, niddereg Ënnerhalt Bewegung vu Matière première |
| Präzisioun Mëschung | Duerchduechte, eenheetlech Zesummesetzung fir konsequent Qualitéit |
| Automatiséiert Kontrollen | Echtzäit Iwwerwaachung a Rezeptmanagement |
| Skalierbar Konfiguratiounen | Flexibel Layouten fir all Produktiounskapazitéit |
| Verbesserte Stëbs Kontroll | Propper, méi sécher Aarbechtsplaz |
| Verbesserte Produit Qualitéit | Homogene Mëschungen, reduzéiert Schwankungen |
| Erhéicht Duerchgang | Méi kuerz Produktiounszyklen, manner manuell Ëmgank |
| Reduzéiert Offall | Genau Messung, manner Käschten |
| Niddereg Aarbechtskäschte | Automatisatioun befreit d'Personal fir Aufgaben mat Wäerter |
| Sécher Aarbechtsëmfeld | Zougemaach Linnen a Stëbs Kontroll |
Process Control and Output Quality
I depend on advanced process control technology to maintain high output quality in extrusion manufacturing. I select high-quality thermoplastics to ensure the final products meet strength, durability, and flexibility requirements. I monitor extrusion parameters closely to reduce discrepancies during production. Dimensional accuracy remains a top priority for me, as it guarantees that components fit their intended applications. I use surface inspection to detect defects such as warping or air bubbles, which helps me maintain consistent product quality. Early detection of issues reduces waste and saves on production costs. I always ensure that my process complies with regulatory standards, which protects both my business and my customers. Héichqualitativ Produkter verbesseren meng Marke Ruff an erhéijen d'Zefriddenheet vun de Clienten. Fortgeschratt Iwwerwaachungssystemer erlaben mir d'Produktiounsgeschwindegkeet z'erhéijen ouni d'Genauegkeet ofzeschafen, déi allgemeng Effizienz a komplette Extrusiounssystemer erhéicht.
| Element / Virdeel | Beschreiwung |
|---|---|
| Material Auswiel | Assuréiert Kraaft, durability, a Flexibilitéit |
| Prozess Iwwerwachung | Reduzéiert Diskrepanzen an hält Konsistenz |
| Dimensioun Genauegkeet | Garantéiert adäquate Fit fir all Uwendungen |
| Surface Inspektioun | Identifizéiert Mängel fréi fir besser Qualitéit |
| Konsequent Produktqualitéit | All Batch entsprécht héije Standarden |
| Offall Reduktioun | Spuert Material a Produktiounskäschte |
| Reguléierungskonformitéit | Entsprécht legal a Sécherheet Ufuerderunge |
| Client Zefriddenheet | Baut Ruff a Loyalitéit |
| Prozess Effizienz | Erhéicht d'Geschwindegkeet wärend d'Genauegkeet behalen |
Tipp: I recommend regular calibration and maintenance of all extrusion technology to sustain peak performance and consistent quality.
Comparing the Extrusion Process
Single-Screw vs. Twin-Screw Process
When I compare single-screw and twin-screw extruders, I focus on how each system handles the extrusion process. The screw design shapes the way material moves and mixes. A single-screw extruder uses one helical screw inside a simple, cylindrical barrel. Am Géigesaz, a twin-screw extruder features two intermeshing screws and a more complex, oft segmentéiert barrel. I see that temperature control in single-screw systems remains basic, while twin-screw machines offer advanced control with multiple heating and cooling zones. This difference impacts both throughput and energy efficiency.
| Aspekt | Single Screw Extruder | Zwilling Screw Extruder |
|---|---|---|
| Schrauwen Design | Single helical screw | Zwee intermeshing Schrauwen |
| Faass Struktur | Einfach, zylindresch | Méi komplex, dacks segmentéiert |
| Temperatur Kontroll | Basis Heizung / Ofkillung | Fortgeschratt, Multi-Zone |
| Output Kapazitéit | Mëttelméisseg | Héich |
| Energieverbrauch | Allgemeng méi héich | Méi efficace |
| Flexibilitéit am Duerchgang | Limitéiert | Héich |
Ech vertrauen op Zwilling-Schrauwen-Extruder fir méi héich Ausgang a besser Energieeffizienz. Wann ech brauch Flexibilitéit am Débit oder fortgeschratt Prozess Kontroll, Ech wielen Zwilling-Schrauwen Systemer. Fir einfach Uwendungen, Single-Screw Extruders bidden nach ëmmer zouverlässeg Leeschtung.
Materialkompatibilitéit am Extrusiounsprozess
Materialkompatibilitéit spillt eng kritesch Roll bei der Auswiel vun der Extrusiounsmaschinn. Ech passen ëmmer d'Schraubekonfiguratioun un d'Art vum Material, deen ech plangen ze veraarbechten. Single-screw extruders handhaben Standard thermoplastics gutt, awer si kämpfen mat Materialien déi intensiv Vermëschung erfuerderen oder héich Fillergehalt hunn. Twin-Screw Extruders excel mat Spezialverbindungen, recycled plastics, and reactive materials. I use segmented screws to adjust mixing and shearing for each application.
When I work with complete extrusion systems, I consider how each screw design affects the final product. Twin-screw extruders allow me to process a wider range of materials, including those with additives or sensitive properties. This flexibility supports more types of extrusion machines and expands the range of possible applications.
Tipp: I recommend evaluating the chemical and physical properties of your raw materials before choosing an extruder. This step ensures compatibility and reduces the risk of defects.
Product Quality and Consistency
I know that the extrusion process directly impacts the quality of the finished product. Modern extrusion lines integrate automation and advanced control platforms. These systems analyze multiple variables at once, which helps me maintain consistent quality across every batch.
Quality consistency is a productivity multiplier. Advanced control platforms analyze patterns across multiple variables simultaneously, ensuring that product quality is maintained throughout the extrusion process.
I monitor key factors such as stable melt pressure, output rate, and surface finish. Stable melt pressure prevents warping and dimensional drift. Higher and more stable output reduces scrap rates and downtime. Better surface finish and precise dimensional control enhance the impact on the quality of the finished product.
| Key Factors | Impact on Quality and Consistency |
|---|---|
| Stable melt pressure | Prevents dimensions from drifting or warping |
| Higher and more stable output | Reduces scrap rates and downtime |
| Better surface finish | Enhances overall product quality |
| Dimensiounskontroll | Assuréiert Präzisioun am Endprodukt Spezifikatioune |
| Méi séier ROI | Verbessert Rentabilitéit vunn fir Hiersteller |
Wann Dir Zwilling Schrauwen vs Single Schrauwen Extruder vergläicht, Ech gesinn datt Zwilling-Schrauwen Systemer besser Konsistenz a méi niddereg Operatiounskäschte liwweren. Ech erreechen méi séier ROI a verbessert Leeschtung andeems ech an fortgeschratt Extrusiounstechnologie investéieren. Ech prioritär ëmmer Prozess Iwwerwachung an Automatisatioun fir héich Qualitéit an Effizienz an der Produktioun ze garantéieren.
- Higher and more stable output
- Niddereg Schrott an Ënnerbriechung
- Besser Surface Finish a Dimensiounskontroll
- Reduzéiert Operatiounskäschte
- Méi séier ROI
Ech vertrauen op dës Strategien fir d'Virdeeler vun der Extrusioun ze maximéieren a Produkter ze liwweren déi strikt Fabrikatiounsnormen entspriechen.
Leeschtung Verglach Table
Duerchgang an Effizienz
Ech evaluéieren ëmmer Débit an Effizienz wann ech Zorte vun extrusion Maschinnen vergläichen. Throughput measures how much material the extruder processes in a given time. Efficiency reflects how well the screw design converts raw material into finished products with minimal waste and energy use. I see that single-screw extruders often deliver steady throughput for standard polymers. Zwilling-Schrauwen extruders, with their advanced screw geometry, handle higher output and maintain better energy efficiency, especially for complex blends.
| Extruder Typ | Duerchgang (kg/h) | Energieeffizienz | Best Use Cases |
|---|---|---|---|
| Single-Schrauwen | 50–500 | Mëttelméisseg | High-volume, simple polymers |
| Zwilling-Schrauwen | 100–1000+ | Héich | Complex blends, specialty jobs |
| Ram Extruder | 10–100 | Low–Moderate | PTFE, Keramik, specialty |
| Co-Extrusion Systems | Varies | Héich | Multi-layered profiles |
I always match the screw configuration to the material and production requirements. This approach ensures the process delivers consistent quality and meets manufacturing goals. I rely on complete extrusion systems to maximize throughput and efficiency for every application.
Tipp: I recommend monitoring energy consumption and output rates regularly. This practice helps optimize extrusion machine selection and reduces operational costs.
Maintenance and Reliability
I prioritize maintenance and reliability when I select an extruder. The screw and barrel experience constant wear from abrasive materials and high temperatures. I schedule routine inspections and replace worn components to prevent unexpected downtime. Single-screw extruders require less maintenance due to their simple design. Zwilling-Schrauwen extruders, with more moving parts and segmented screws, need more frequent checks but offer greater flexibility.
| Extruder Typ | Maintenance Needs | Reliability Level | Common Issues |
|---|---|---|---|
| Single-Schrauwen | Low–Moderate | Héich | Occasional screw wear |
| Zwilling-Schrauwen | Moderate–High | Héich | Segment wear, seal failure |
| Ram Extruder | Mëttelméisseg | Mëttelméisseg | Hydraulic leaks, die wear |
| Co-Extrusion Systems | Héich (Multi-Schrauwen) | Héich | Synchroniséierung, Schrauwen Verschleiung |
Ech benotze fortgeschratt Iwwerwaachungssystemer fir Schrauwenverschleiung a Prozessstabilitéit ze verfolgen. Dës Strategie verbessert Zouverlässegkeet a verlängert d'Liewen vu menger Extrusiounstechnologie. Ech halen ëmmer Ersatzschrauwen a Fässer op der Hand fir d'Dauer vum Ënnerhalt ze minimiséieren.
Produkt Komplexitéit a Flexibilitéit
Ech schätzen Design Flexibilitéit an extrusion. D'Kapazitéit fir d'Schraube a stierwen ze personaliséieren erlaabt mech komplex Profiler fir eng breet Palette vun Uwendungen ze kreéieren. Ech benotzen Extrusioun fir alles ze fabrizéieren vun einfache Plastiksschlauch bis komplizéiert Fënsterrahmen. Ech kann Verstäerkungen oder speziell Funktiounen am kontinuéierleche Material addéieren, déi meng Produktoffer erweidert.
| Aspekt | Beschreiwung |
|---|---|
| Design Flexibilitéit | Extrusioun erlaabt eng bedeitend Designflexibilitéit duerch Stierfpersonaliséierung, komplex Profiler erméiglechen. |
| Uwendungen | Gëeegent fir verschidden Uwendungen, dorënner komplizéiert Fënster Rummen an einfach Plastik tubing. |
| Personnalisatioun | Hiersteller kënnen Verstäerkungen oder zousätzlech Funktiounen am kontinuéierleche Material enthalen. |
- An MedTech, Ech muss enk Toleranzen fir medizinesch Geräter erreechen.
- Ech garantéieren Biokompatibilitéit fir all medizinesch Extrusiounsprodukter.
- Ech iwwerwaachen d'Mauerdicke genau, well et beaflosst d'Flëssegkeet an d'strukturell Kraaft.
Ech wielt d'Schraubekonfiguratioun an d'Extrusiounsmaschinn baséiert op der Komplexitéit vum Design an den erfuerderlechen Toleranzen. Dës Approche garantéiert héich Qualitéit an ënnerstëtzt fortgeschratt Fabrikatiounsbedürfnisser.
Note: Ech recommandéieren mat Extrusiounsexperten ze konsultéieren wann Dir nei Produktdesignen plangt. Hir Erfahrung hëlleft deier Feeler ze vermeiden a garantéiert déi richteg Schraube a Prozesskonfiguratioun.
Applikatioun Suitability an Fabrikatioun
Héich-Volume Fabrikatioun
Ech fänken ëmmer meng Extrusiounsmaschinn Auswiel un andeems Dir d'Ufuerderunge vun der High-Volumen-Fabrikatioun berücksichtegt. Wann ech muss Dausende vun Unitéiten pro Dag produzéiere, Ech vertrauen op Single-screw extruders. Dës Maschinnen liwweren e stännegen Duerchgang a behalen konsequent Qualitéit. D'Schrauwen Design an Single-Screw Extruders erlaabt mech Standard Polymer effizient ze veraarbecht. Ech iwwerwaachen de Prozess enk fir eenheetlech Schmelz ze garantéieren an Mängel ze minimiséieren. Ech wielt de richtege Schrauwen Duerchmiesser a Längt fir d'Produktiounsufuerderungen ze passen. Dës Approche hëlleft mir héich Effizienz z'erreechen an Offall ze reduzéieren. Ech benotzen automatiséiert Kontrollen fir d'Ausgab ze verfolgen an d'Qualitéitsnormen z'erhalen. Héich-Volumen Uwendungen profitéiere vu robusten Typen vun Extrusiounsmaschinnen déi kontinuéierlech mat minimalem Ausdauer funktionnéiere kënnen. Ech halen ëmmer Ersatzschrauwen a Fässer prett fir Ënnerbriechungen an der Produktioun ze vermeiden.
Tipp: Ech recommandéieren regelméisseg Ënnerhalt fir Extruderen ze plangen, déi an der Fabrikatioun mat héijer Volumen benotzt ginn. Dës Praxis verlängert d'Liewen vun der Schraube a garantéiert zouverlässeg Leeschtung.
Komplex Produkt Fabrikatioun
Wann ech Fabrikatioun komplex oder Multi-Komponent Produiten, Ech ginn op d'fortgeschratt Extrusiounstechnologie. Zwilling-Schrauwen extruders ginn mech méi Kontroll iwwer Vermëschung an Material Verdeelung. Ech benotzen segmentéiert Schrauwen fir d'Schéier unzepassen an de Prozess fir all Applikatioun ze optimiséieren. Co-extrusion Technologie erlaabt mech verschidde Polymer ze kombinéieren an Multi-Layer Filmer a Päifen. Dës Method verbessert d'Barriäreigenschaften a verbessert d'Kraaft, Flexibilitéit, a chemesch Resistenz.
| Technologie | Virdeeler |
|---|---|
| Co-extrusion | Enables the creation of multi-layer films and pipes with improved barrier properties, combining different polymers for strength, Flexibilitéit, a chemesch Resistenz. |
I select the screw configuration based on the complexity of the product. For intricate designs, I rely on precise tooling and advanced process monitoring. I always test the extruder setup before full-scale production to ensure quality and performance. Complex applications require careful extrusion machine selection and attention to detail.
Specialty Materials and Customization
I often work with specialty materials that demand custom solutions. I use advanced shaping processes, such as sheet extrusion and thermoforming, to control material characteristics. Sheet extrusion gives me the ability to manage thickness and material distribution with high accuracy. Co-extrusion capabilities allow me to create multi-layer constructions that enhance material properties. I integrate downstream shaping processes to ensure consistent performance in finished components. Engineering services help me optimize component designs and select the best materials for specific applications.
- Advanced shaping processes, such as sheet extrusion and thermoforming, allow for precise control over material characteristics.
- Sheet extrusion provides a foundation for custom material solutions, enabling thickness control and material distribution accuracy.
- Co-extrusion capabilities facilitate the creation of multi-layer constructions, enhancing material properties.
- Integration with downstream shaping processes ensures consistent performance characteristics in finished components.
- Engineering services optimize component designs and material selection, ensuring suitability for specific applications.
I always match the screw design to the requirements of specialty materials. Customization in extrusion depends on selecting the right extruder and process parameters. I monitor quality at every stage to deliver products that meet strict standards. Specialty applications benefit from flexible types of extrusion machines and expert guidance.
Note: I recommend consulting with extrusion specialists when working with new materials or custom designs. Their expertise helps achieve the desired quality and performance.
Selection Criteria for Extrusion Systems
Product Design and Complexity
I always start my extrusion machine selection by analyzing the product design and complexity. The geometry of the profile influences the choice of extruder and screw configuration. Komplex Formen erhéijen d'Toolingskäschte a kreéieren Produktiounsfuerderunge. Ech vereinfachen d'Profilgeometrie wann et méiglech ass fir de Materialfloss ze verbesseren an Mängel ze reduzéieren. Glat Iwwergäng am Design verhënneren Stéierungen am Materialfloss, wat entscheedend ass fir konsequent Extrusiounsqualitéit. Ech wielen dat richtegt Material fréi am Prozess well d'Materialwahl souwuel d'Eegeschafte vum Deel an d'Liichtegkeet vun der Extrusioun beaflosst. Dës Entscheedung beaflosst d'Fabrikatioun an d'allgemeng Leeschtung.
- Vereinfachung Profil Geometrie reduzéiert Tooling Käschten a reduzéiert Produktioun Erausfuerderungen.
- Design fir Material Flux garantéiert konsequent extrusion Qualitéit a miniméiert Mängel.
- D'Wiel vum richtege Material fréi verbessert d'Fabrikabilitéit an d'Produktleistung.
Ech passen de Schraube Design un d'Komplexitéit vum Produkt. Fir komplizéiert Profiler, Ech benotzen fortgeschratt Schraubekonfiguratiounen déi d'Mëschung an d'Materialtransport optimiséieren. Ech vertrauen op präzis Tooling a Prozess Iwwerwaachung fir héich Qualitéit ze halen. Wann ech mat komplexen Uwendungen schaffen, Ech konsultéieren mat Extrusiounstechnologie Experten fir deier Feeler ze vermeiden an déi bescht Resultater ze garantéieren.
Tipp: Ech recommandéieren d'Profilgeometrie an d'Materialfloss ze iwwerpréiwen ier Dir d'Auswiel vun der Extrusiounsmaschinn finaliséiert. Dëse Schrëtt hëlleft Produktiounsprobleemer ze vermeiden an ënnerstëtzt effizient Fabrikatioun.
Material Eegeschafte
Material Eegeschafte spillen eng kritesch Roll bei der Auswiel vun der richteger Extruder a Schraubekonfiguratioun. Ech identifizéieren Applikatioun Ufuerderunge wéi Temperaturresistenz, UV Beliichtung, an Impakt Haltbarkeet. Ech betruecht mechanesch Eegeschafte wéi Flexibilitéit, hardness, a Kraaftkraaft fir déi virgesinn Benotzung. Ëmweltbedéngungen beaflossen meng Materialwahl, besonnesch wann ech Wiederresistenz oder Flexibilitéit a kale Ëmfeld brauch. Ech evaluéieren Ästhetesch an Ofschloss Ufuerderunge, dorënner Faarf, glanz, an Uewerfläch Textur, baséiert op Projet Besoinen. Reguléierungs- a Konformitéitsbedürfnisser guidéieren meng Auswiel fir sécherzestellen datt Materialien Industriespezifesch Normen an Zertifizéierungen entspriechen.
- Applikatioun Ufuerderunge bestëmmen de Besoin fir Temperatur Resistenz, UV Beliichtung, an Impakt Haltbarkeet.
- Mechanesch Eegeschafte wéi Flexibilitéit, hardness, an tensile Kraaft Afloss op d'Wiel vun extruder a Schrauwen.
- Ëmweltbedéngungen erfuerderen Materialien, déi d'Wiederstand widderstoen oder flexibel bleiwen a kale Klima.
- Ästhetesch an Ofschloss Ufuerderunge Afloss Faarf, glanz, an Uewerfläch Textur.
- Reguléierungs- a Konformitéitsbedürfnisser garantéieren datt Materialien d'Industrienormen entspriechen.
Ech wielt de Schraube Design baséiert op d'Eegeschafte vum Material. Fir Hëtztempfindlech Materialien, Ech benotzen Schrauwen mat sanft Mëschungszonen a präzis Temperaturkontroll. Beim Veraarbechtung vu schwéieren oder abrasive Verbindungen, Ech wielen robust Schraubegeometrien déi Verschleiung widderstoen an Effizienz behalen. Ech testen ëmmer Materialien a Piloten fir d'Kompatibilitéit mam Extruder z'iwwerpréiwen a konsequent Qualitéit ze garantéieren.
Note: Ech recommandéieren d'Materialdatenblieder an d'Industrienormen ze konsultéieren ier ech en Extruder auswielen. Dës Praxis hëlleft Material Eegeschafte mat der extrusion Prozess Match an ënnerstëtzt zouverlässeg Leeschtung.
Produktioun Volumen a Skala
Produktioun Volumen a Skala Afloss d'Käschte-Effizienz vun extrusion Maschinn Auswiel. Méi héich Produktiounsvolumen reduzéieren Eenheetskäschte well Toolkäschte sinn iwwer méi Deeler verdeelt. An der Etapp vum Prototyp, Tooling Käschten sinn héich am Verglach zu der Quantitéit produzéiert. An der Mass Produktioun, Stierfkäschte ginn iwwer méi grouss Bänn amortiséiert, féiert zu manner Käschten pro Eenheet. Zum Beispill, engem stierwen kascht $2,000 mat enger Liewensdauer vun 40,000 kg Resultater an engem Käschten vun $0.05 pro kg amortiséiert.
- Méi héich Produktiounsvolumen senken Eenheetskäschte andeems Dir Toolingskäschte verbreet.
- Prototyp Etappe hunn héich Tooling Käschten relativ zu der Unzuel vun Deeler produzéiert.
- D'Massproduktioun erlaabt d'Sterbkäschte iwwer méi grouss Bänn ze verdeelen, reduzéieren pro Eenheet Käschten.
- Beispill: A stierwen kascht $2,000 mat enger Liewensdauer vun 40,000 kg Resultater an engem Käschten vun $0.05 pro kg.
Ech wielt den Extruder a Schraubekonfiguratioun baséiert op dem erwaarten Produktiounsvolumen. Fir héich-Volumen Fabrikatioun, Ech benotze robust Aarte vun Extrusiounsmaschinnen déi e konstante Duerchgang liwweren an Effizienz behalen. An niddereg-Volumen oder Prototyp Uwendungen, Ech prioritär Flexibilitéit a séier Ëmstellung. Ech iwwerwaachen d'Produktiounsraten a passen d'Schraubeparameter un fir d'Ausgab an d'Qualitéit ze optimiséieren.
Tipp: Ech recommandéieren d'amortiséiert Toolkäschte ze berechnen ier Dir eng Produktiounsskala engagéiert. Dëse Schrëtt hëlleft déi kosteneffektivst Extrusiounstechnologie ze bestëmmen an ënnerstëtzt laangfristeg Fabrikatiounsziler.
Technesch a Budget Considératiounen
Ech Approche ëmmer extrusion Maschinn Auswiel mat engem klore Schwéierpunkt op technesch Ufuerderunge a Budget Aschränkungen. Meng Erfahrung seet mir datt Investitioun an fortgeschratt Extrusiounstechnologie virsiichteg Planung verlaangt. Ech evaluéieren all Aspekt vum System, vum Schraubedesign bis Prozesskontrolle, fir Käschteneffizienz an zouverlässeg Leeschtung ze garantéieren.
Ech fänken un mat der Analyse vun den technesche Spezifikatioune vum Extruder. Ech kucken op d'Schraubegeometrie, barrel Längt, and compatibility with different types of extrusion machines. I select a screw that matches the material properties and the complexity of the applications. I check if the extruder can handle the desired throughput and maintain consistent quality. I also assess the integration of feeders, temperature controllers, an Downstream Ausrüstung. System integration plays a crucial role in maximizing efficiency and avoiding bottlenecks in production.
Budget considerations influence every decision I make. I break down the costs into several categories to understand the financial impact. I use the following table to guide my investment strategy:
| Budget Consideration | Beschreiwung | Financial Impact / Benefit Example |
|---|---|---|
| Energieeffizienz | Reducing energy consumption by upgrading control systems or screws | 33% energy reduction saves nearly $100,000 annually on $288,000 energy cost |
| Scrap Reduction | Lowering scrap rate from 15% zu 5% duerch Daten Acquisitioun a Prozess Kontroll | Spuert $200,000 monatlecht bzw $2.4 Millioune Joer u Materialien, Aarbechtsmaart, an Energie Käschten |
| Duerchgang Erhéijung | Upgrade op Zwilling-Schrauwen-Extruder erhéicht den Duerchgang duerch 30% | Generéiert $600,000 zousätzlech Mount Recetten mat >50% inkrementell Gewënnmarge |
| Ënnerhalt Käschten Reduktioun | Predictive Maintenance an Zoustand Iwwerwachung reduzéieren Noutfall Reparaturen an Ënnerbriechung | Ënnerhaltskäschte falen 20-30%, D'Disponibilitéit vun Ausrüstung erhéicht |
| System Integratioun | Budget fir kompatibel fidderen, temperature controllers, an Downstream Ausrüstung | Deelweis Upgrades erfaassen nëmmen ~40% vu potenzielle Virdeeler |
| Bedreiwer Training | Training op Material Charakteristiken, Maschinnen, Instrumentatioun, a Kontrollen | Wichteg fir d'Technologie Virdeeler voll ze realiséieren; Mangel Offäll Investitiounen |
| Data Acquisitioun Infrastruktur | Adäquate Sensoren an Analyse Software fir Optimisatioun néideg | Net genuch Infrastruktur limitéiert d'Optimisatioun; too many sensors without analytics causes overload |
| Downstream Constraints | Ensuring cutting, Verpakung, and inspection keep pace with increased extruder output | Bottlenecks reduce overall system benefit |
I prioritize energy efficiency when selecting an extruder. Upgrading control systems or optimizing screw design can reduce energy consumption by up to 33%. This improvement saves nearly $100,000 each year on a typical $288,000 energy bill. I also focus on scrap reduction. By implementing advanced process control and data acquisition, I lower scrap rates from 15% zu 5%. This change saves $200,000 every month in materials, Aarbechtsmaart, an Energie Käschten.
Increasing throughput is another key goal. Upgrading to a twin-screw extruder boosts output by 30%. This increase generates $600,000 in additional monthly revenue, with more than a 50% inkrementell Gewënnmarge. I invest in predictive maintenance and condition monitoring to reduce emergency repairs and downtime. Ënnerhaltskäschte falen erof 20-30%, an Equipement Disponibilitéit verbessert.
Systemintegratioun ass wesentlech fir d'Virdeeler vun der Extrusiounstechnologie ze maximéieren. Ech Budget fir kompatibel fidderen, temperature controllers, an Downstream Ausrüstung. Deelweis Upgrades erfaassen nëmmen ongeféier 40% vun de potenzielle Virdeeler. Bedreiwer Training ass kritesch. Ech garantéieren datt mäi Team materiell Charakteristiken versteet, Maschinnen, Instrumentatioun, a Kontrollen. Ouni richteg Formatioun, d'Investitioun an fortgeschratt Extrusiounstechnologie geet an d'Verschwendung.
Ech investéieren an Daten Acquisitioun Infrastruktur. Adäquate Sensoren an Analysesoftware optimiséieren de Prozess. Net genuch Infrastruktur limitéiert d'Optimisatioun, während ze vill Sensoren ouni Analysen Informatiounsiwwerlaascht verursaachen. Ech adresséieren Downstream Aschränkungen andeems ech d'Ausschneiden garantéieren, Verpakung, and inspection keep pace with increased extruder output. Flaschenhals an dëse Beräicher reduzéieren den allgemenge Virdeel vum System.
Ech Gläichgewiicht ëmmer technesch Ufuerderunge mat Budget Aschränkungen. Ech wielt eng Schraube déi héich Qualitéit an Effizienz liwwert ouni meng finanziell Ressourcen ze iwwerschreiden. Ech plangen fir zukünfteg Upgrades a modulär Expansioun fir verännert Produktiounsbedierfnesser z'ënnerstëtzen. Ech iwwerwaachen all Aspekt vum Extrusiounsprozess fir Käschteneffizienz an zouverlässeg Leeschtung ze halen.
Tipp: Ech recommandéieren en detailléierte Budgetsplang ze kreéieren ier Dir an nei Extrusiounstechnologie investéiert. Energiekäschten enthalen, Ënnerhalt, Bedreiwer Training, a Systemintegratioun. Dës Approche garantéiert datt den Extruder maximal Wäert liwwert an ënnerstëtzt laangfristeg Fabrikatiounsziler.
Actionable Abléck fir Hiersteller
Passende System zu Applikatioun
Ech passen ëmmer den Extrusiounssystem un déi spezifesch Applikatioun. ech Materialverbrauch optimiséieren fir Stäerkt a liicht Design ze balanséieren. Ech definéieren kritesch Dimensiounstoleranzen fréi, wat garantéiert datt Deeler passen a funktionnéieren wéi virgesinn. Ech designen fir Fabrikatioun, sécherstellen, datt Formen konsequent a kosteneffektiv extrudéiert kënne ginn. Ech wielen Aluminiumlegierungen op Basis vun Uwendungsbedierfnesser, wéi Kraaft a Korrosiounsbeständegkeet. Ech vereinfachen Designen fir Käschten ze reduzéieren, onnéideg Komplexitéit an Profiler vermeiden. Ech Prototyp an Test fréi, wat hëlleft mir potenziell Erausfuerderunge virun der voller Produktioun z'identifizéieren. Dës Schrëtt hëllefen mir héich Qualitéit an zouverlässeg Leeschtung an all extrusion Prozess erreechen.
- Optimiséiert d'Materialverbrauch fir Stäerkt a liicht Design.
- Definéiert kritesch Dimensiounstoleranzen fréi.
- Design fir manufacturability.
- Wielt entspriechend Aluminiumlegierungen fir Uwendungsbedierfnesser.
- Vereinfacht Designen fir Käschten ze reduzéieren.
- Prototyp an Test fréi.
Ech betruechten ëmmer d'Schlësselkomponente vun engem Extruder, wéi Schrauwen Geometrie a Faass Design, fir sécherzestellen datt de System d'Produktiounsufuerderunge entsprécht. Ech iwwerpréiwen verschidden Zorte vun extruder Maschinnen déi bescht fit fir meng Uwendungen ze fannen an Plastik extrusion. Dës Approche ënnerstëtzt Skalierbarkeet an ënnerhält Qualitéitskontroll uechter d'Fabrikatioun.
Gemeinsam Auswiel Feeler
Ech hu vill Hiersteller gesinn Feeler während der Auswiel vun Extrusiounsmaschinn. Inadequater Mëschung vum Material féiert dacks zu Produktimperfektioune a verstäerkte Käschten aus der Veraarbechtung. Aalt oder inkompatibel Kontrollsystemer verursaachen Integratiounsprobleemer an Ineffizienz. Onkonsequent Fütterungsraten stéieren den Extrusiounsprozess, resultéiert zu Produktvariabilitéiten a méi héije Schrottraten. Vernoléissegt präventiv Ënnerhalt erlaabt kleng mechanesch Problemer zu grouss Produktioun Problemer ze eskaléieren, Afloss Recetten. Ignoréieren vum Bedreiwer Training féiert zu Mësskonfiguratiounen a verpasst Optimisatiounsméiglechkeeten.
- Inadequater Materialvermëschung erhéicht d'Käschte a reduzéiert d'Qualitéit.
- Verouderte Kontrollsystemer verursaachen Ineffizienz.
- Onkonsequent Fütterungsraten stéieren den Extrusiounsprozess.
- Vernoléissegt präventiv Ënnerhalt féiert zu grousse Produktiounsproblemer.
- Ignoréieren vum Bedreiwer Training Resultater an verpasst Optimisatioun.
Ech iwwerwaachen ëmmer d'Schrauwenverschleiung an erhalen den Extruder regelméisseg. Ech investéieren an Bedreiwer Training fir maximal Effizienz a Qualitéit ze maximéieren. Ech vermeiden dës Feeler andeems ech op Prozessstabilitéit a Leeschtung fokusséieren.
Zukünfteg Trends an Extrusiounstechnologie
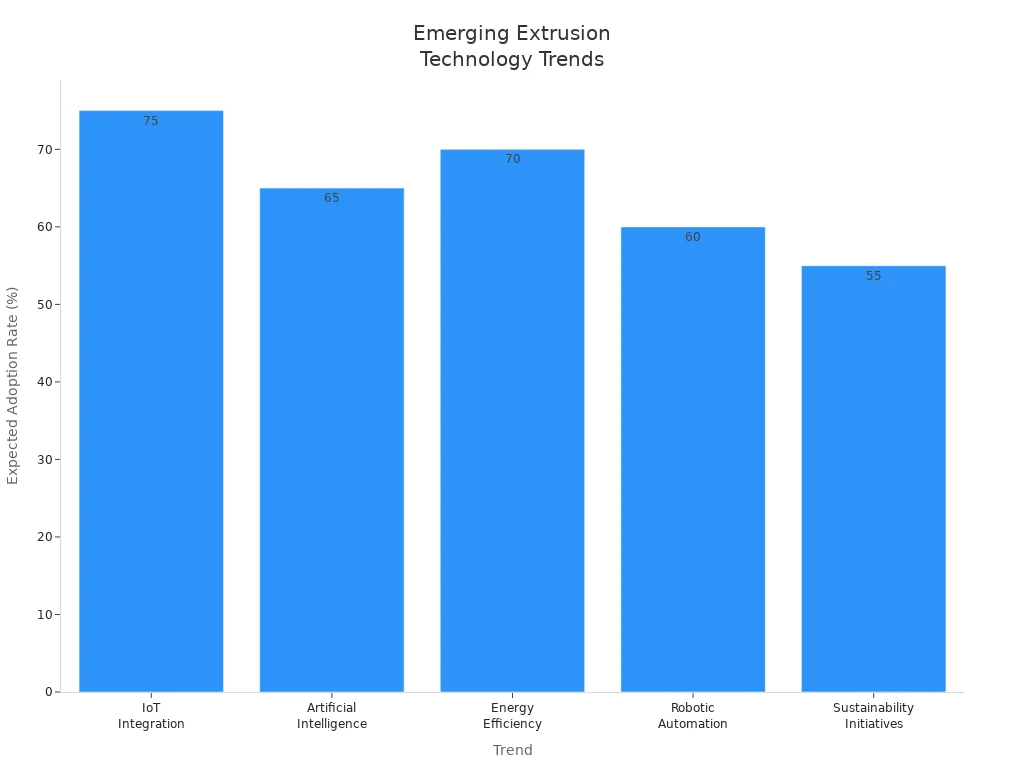
Ech gesinn séier Ännerungen an der Extrusiounstechnologie, déi d'Zukunft vun der Fabrikatioun formen. IoT Integratioun erlaabt Echtzäit Iwwerwaachung an Analyse, d'Effizienz verbesseren. Kënschtlech Intelligenz ënnerstëtzt prévisiv Ënnerhalt an Optimisatioun, déi d'Leeschtung verbessert. Energieeffizienz ass e wuessende Fokus, mat Hiersteller no Weeër fir de Konsum am Extrusiounsprozess ze reduzéieren. Roboter Automatioun streamlines Material Handhabung a Qualitéitskontroll. Nohaltegkeetsinitiativen féieren d'Benotzung vu recycléiertem Materialien an ëmweltfrëndleche Prozesser.
| Trend | Beschreiwung | Impakt op Effizienz | Erwaart Adoptiounsquote (%) |
|---|---|---|---|
| IoT Integratioun | Echtzäit Iwwerwaachung an Analyse | Héich | 75% |
| Kënschtlech Intelligenz | Predictive Ënnerhalt an Optimisatioun | Ganz héich | 65% |
| Energieeffizienz | Energieverbrauch reduzéieren | Mëttelméisseg | 70% |
| Roboter Automatisatioun | Material Ëmgank a Qualitéitskontroll | Héich | 60% |
| Nohaltegkeet Initiativen | Recycléiert Materialien an ëmweltfrëndlech Prozesser | Mëttelméisseg | 55% |
Ech bemierken Fortschrëtter a Materialkompatibilitéit, besonnesch mat Bioplastik, transforméieren d'Extrusiounsindustrie. Vill Hiersteller prioritären elo Flexibilitéit am Ausrüstungsdesign, with modular systems allowing easy upgrades and modifications. Sustainability is essential, with most manufacturers focusing on energy-efficient equipment and waste reduction strategies. Smart extrusion machines reduce downtime by 20%, which improves overall efficiency and quality control. I always stay updated on these trends to maintain high performance and support new applications in plastic extrusion.
Tipp: I recommend reviewing the overview of extruder machines in manufacturing regularly. Staying informed about new types of extrusion machines and screw designs helps me adapt to changing production needs and maintain scalability.
I recognize that each extrusion system offers unique advantages and limitations. My experience shows that single-screw extruders excel in high-volume production, while twin-screw systems provide superior mixing and flexibility. Ram and co-extrusion machines support specialty applications. I always use comparison tables and selection criteria to evaluate:
- Technical capabilities and long-term reliability
- Customer service and design assistance
- Quality standards and energy efficiency
I recommend manufacturers understand their application needs and consult extrusion experts for optimal results.
FAQ
What is the main difference between single-screw and twin-screw extruders?
I see that single-screw extruders use one rotating screw for basic mixing. Twin-screw extruders use two screws for advanced mixing and better control. I choose twin-screw systems for complex materials and higher flexibility.
How do I decide which extrusion system fits my application?
I start by reviewing my material type, Produktioun Volumen, a Produkt Komplexitéit. Ech passen dës Bedierfnesser un d'Stäerkte vun all System. Ech konsultéieren mat Experten wann ech eenzegaarteg Ufuerderunge stellen.
Kann ech verwäert Material mat extrusion Systemer Prozess?
Ech veraarbecht recycléiertem Material mat Zwilling-Schrauwen-Extruderen. Dës Maschinnen handhaben variabel Fudder an Zousatzstoffer besser wéi Single-Schrauwen Systemer. Ech iwwerwaachen Qualitéit no fir konsequent Resultater ze garantéieren.
Wéi oft soll ech Ënnerhalt op meng extruder Leeschtunge?
Ech plangen Routinspektiounen all Mount. Ech kontrolléieren fir Schrauwen Verschleiung, barrel Zoustand, a Kontroll System Leeschtung. Regelméisseg Ënnerhalt verhënnert Ausdauer a verlängert Ausrüstungsliewen.
Wat sinn déi heefegst Extrusiounsfehler déi ech begéinen?
Ech gesinn oft Uewerfläch roughness, dimensional Drift, a Schmelzen Frakturen. Ech adresséieren dës duerch Temperatur ajustéieren, Schrauwen Vitesse, a Material fidderen. Ech benotzen Prozess Iwwerwachung fir Problemer fréi ze fänken.
Ass Co-Extrusioun gëeegent fir all Material?
Ech benotzen Co-Extrusioun haaptsächlech fir Thermoplastik. E puer Materialien kënnen net gutt a Multi-Layer Profiler verbannen. Ech testen d'Materialkompatibilitéit ier ech d'Produktioun starten.
Wéi verbessert d'Automatisatioun d'Extrusiounsqualitéit?
Ech vertrauen op Automatisatioun fir Echtzäit Iwwerwaachung a präzis Kontroll. Automatiséiert Systemer reduzéieren mënschleche Feeler, konsequent Ausgang behalen, a verbesseren allgemeng Produktqualitéit.
Wéi eng Sécherheetsmoossname verfollegen ech während der Extrusioun?
Ech droen Schutzausrüstung a verfollegen Sperrprozeduren. Ech halen d'Aarbechtsberäich propper a kontrolléieren d'Noutstopp regelméisseg. Ech trainéieren meng Equipe op sécher Operatioun an Noutfall.