Extruder Screw Components: Precision Engineered for Wear Resistance, Corrosion Protection & इष्टतम प्रदर्शन
साथ 22 एक्सट्रूडर स्क्रू घटक डिज़ाइन में वर्षों की विशेष विशेषज्ञता, भौतिक विज्ञान, और औद्योगिक एक्सट्रूज़न अनुप्रयोग, मैंने साथ सहयोग किया है 450+ प्लास्टिक के निर्माता, रासायनिक, और खाद्य प्रसंस्करण उद्योग पेंच प्रदर्शन को अनुकूलित करने के लिए - डाउनटाइम को कम करके 40% और उच्च घिसाव वाले अनुप्रयोगों के लिए स्क्रू सेवा जीवन को 2-3x तक बढ़ाना. स्क्रू घटक किसी भी एक्सट्रूडर सिस्टम का दिल है, सामग्री प्रसंस्करण दक्षता पर सीधा प्रभाव पड़ रहा है, उत्पाद की गुणवत्ता, और परिचालन लागत. एक्सीलेंस के स्क्रू घटकों को सामग्री विज्ञान पर ध्यान केंद्रित करके इंजीनियर किया गया है, ज्यामितीय परिशुद्धता, और एप्लिकेशन-विशिष्ट डिज़ाइन, मानक प्लास्टिक कंपाउंडिंग से लेकर संक्षारक रासायनिक प्रसंस्करण और उच्च तापमान वाले खाद्य उत्पादन तक की एक्सट्रूज़न प्रक्रियाओं के लिए उन्हें स्वर्ण मानक बनाना.
पेंच घटक: कोर डिज़ाइन & Functional Advantages
The screw component is a crucial part of the extruder. Wear resistance and corrosion resistance are important indicators of its service life. Excellence offers various materials to suit different operating conditions and economic considerations. In extrusion systems, screw wear and corrosion account for 60% of unplanned downtime and 30% of maintenance costs—making material selection and design precision non-negotiable for cost-effective production. Excellence’s screw components address these challenges through a combination of premium materials, optimized geometry, and custom engineering, ensuring long service life even in the harshest processing environments (जैसे, filled plastics, corrosive chemicals, high-temperature polymers).
Excellence’s standard screw component has a groove depth ratio (दि0/मंगलवार) का 1.55, which is the optimal value considering torque, free volume, रफ़्तार, and dispersion and mixing effects. The groove depth ratio (defined as the ratio of outer screw diameter (D0) to inner root diameter (Di)) is a critical geometric parameter that balances four key extrusion performance factors:
- Torque Capacity: ए 1.55 ratio maximizes torque transfer from the extruder drive system to the material, preventing screw stalling even with high-viscosity materials (जैसे, filled PVC compounds, engineering plastics like PEEK).
- Free Volume: The 1.55 ratio provides sufficient free volume for material melting and degassing, reducing the risk of overheating and degradation in heat-sensitive materials (जैसे, medical-grade TPU, एलडीपीई).
- Rotational Speed: Optimized for high-speed extrusion (तक 1200 आरपीएम) without compromising structural integrity—critical for high-throughput production lines (जैसे, pipe/profile extrusion).
- Dispersion & मिश्रण प्रभाव: एडिटिव्स का समान वितरण सुनिश्चित करता है (मास्टरबैच, फिलर्स, स्थिरिकारी) कण स्तर पर, धारियाँ हटाना, ढेर, या तैयार उत्पादों में असंगत यांत्रिक गुण.
विभिन्न अनुप्रयोगों के लिए, उत्कृष्टता खांचे की गहराई के अनुपात का भी स्वतंत्र रूप से चयन कर सकती है (दि0/मंगलवार) से 1.4 को 1.8, विशिष्ट सामग्री और उत्पादन आवश्यकताओं से मेल खाने के लिए स्क्रू प्रदर्शन की सटीक ट्यूनिंग की अनुमति देना:
- 1.4 अनुपात: उच्च-टोक़ अनुप्रयोगों के लिए (जैसे, अत्यधिक भरे हुए यौगिक 60% कैल्शियम कार्बोनेट/टैल्क भराव) - फ्री वॉल्यूम की तुलना में संरचनात्मक मजबूती को प्राथमिकता देता है.
- 1.6-1.8 अनुपात: कम-चिपचिपापन सामग्री के लिए (जैसे, फिल्म-ग्रेड पीई/पीपी, विलायक-आधारित पॉलिमर) - पिघलने/डीगैसिंग के लिए मुक्त मात्रा को अधिकतम करता है और कतरनी ताप को कम करता है.
फैलाव के संबंध में कुछ सामग्री अनुप्रयोगों की विशेष आवश्यकताओं के कारण, मिश्रण, कर्तन, और आंतरिक तापन, Excellence also customizes screw components with specialized structures for different applications, thereby reducing internal heating without compromising dispersion, मिश्रण, and shearing effects. Internal heating (caused by excessive shear between the screw and material) is a major cause of material degradation in heat-sensitive polymers (जैसे, पीवीसी, पालतू, medical-grade ABS). Excellence’s custom screw designs address this through:
- Mixing Elements: Helical static mixers, pineapple mixers, and Maddock mixers integrated into the screw flight to distribute shear forces evenly, reducing localized heating by 20-30%.
- Variable Pitch Flights: Tapered pitch sections that gradually compress material, minimizing sudden shear forces and heat generation.
- Barrier Flight Designs: Separates solid and molten material phases, ensuring complete melting before high-shear mixing—critical for engineering plastics (पीसी, देहात, पीबीटी).
- Low-Shear Flight Profiles: For temperature-sensitive materials (जैसे, bioplastics, pharmaceutical excipients) – reduces shear heating to <5°C above set extrusion temperature.
These custom designs have been validated in third-party testing by the Society of Plastics Engineers (SPE), showing a 40% reduction in material degradation (measured by MFR retention) compared to standard screw designs for heat-sensitive polymers.
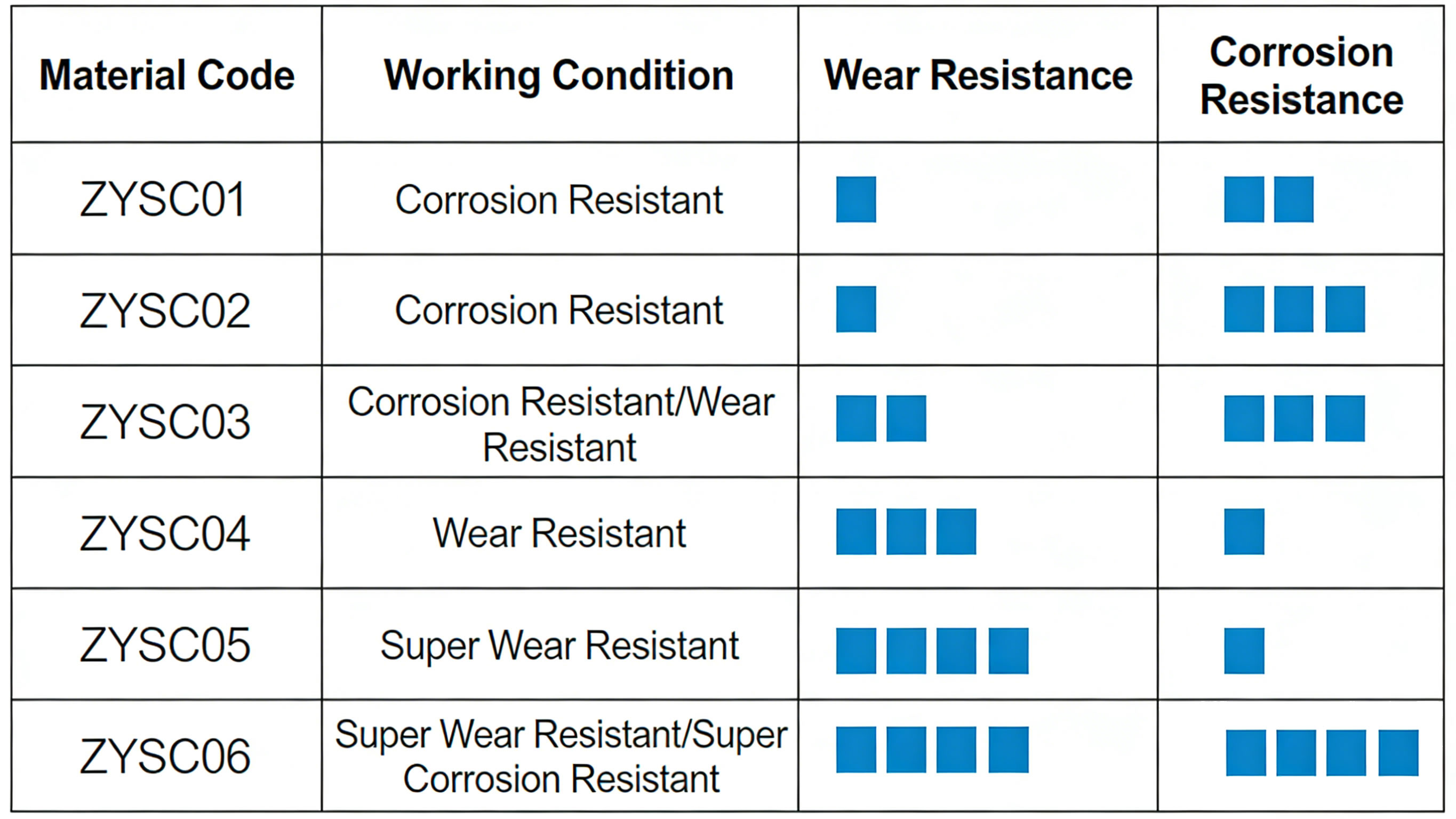
Materials for Extruder Screw Components: Tailored to Operating Conditions
Excellence’s screw components are manufactured from a range of high-performance materials, selected based on wear resistance, संक्षारण प्रतिरोध, temperature tolerance, and cost-effectiveness. The right material choice extends screw service life from 3-6 महीने (standard steel) को 1-5 साल (premium materials), आवेदन के आधार पर:
- High-speed tool steel: W6Mo5Cr4V2
- प्रमुख गुण: Hardness up to HRC 62-65, excellent wear resistance, high-temperature strength (up to 600°C), and good toughness (resists chipping/cracking).
- Optimal Applications: High-wear extrusion processes (filled plastics with calcium carbonate/talc/glass fiber, recycled plastics with abrasive contaminants, rubber compounding).
- Service Life: 18-24 months for 24/7 operation with 50% filled PVC compounds (3x longer than nitrided steel).
- Economic Benefit: Higher upfront cost ($800-$1,500 per meter) offset by 70% reduction in replacement frequency and downtime.
- Nitrided steel: 38CrMoAl
- प्रमुख गुण: Surface hardness up to HRC 58-60 (nitrided layer 0.5-0.8mm thick), good fatigue resistance, moderate corrosion resistance, and cost-effectiveness.
- Optimal Applications: Standard extrusion processes (virgin PE/PP/ABS, low-filler compounds <20%, non-corrosive materials).
- Service Life: 6-12 months for 24/7 वर्जिन पीई/पीपी के साथ संचालन (सामान्य प्रयोजन एक्सट्रूज़न के लिए उद्योग मानक).
- Economic Benefit: कम अग्रिम लागत ($300-$600 per meter) - छोटे-बैच उत्पादन या कम मात्रा वाली एक्सट्रूज़न लाइनों के लिए आदर्श.
- स्टेनलेस स्टील: 316एल, सी276, वगैरह.
- प्रमुख गुण: असाधारण संक्षारण प्रतिरोध (316एल: हल्के अम्ल/क्षार के प्रति प्रतिरोधी; सी276: क्लोरीन जैसे कठोर रसायनों के प्रति प्रतिरोधी, सल्फ्यूरिक एसिड, और हैलोजेनेटेड सॉल्वैंट्स), खाद्य ग्रेड अनुपालन (316एल एफडीए से मिलता है 21 सीएफआर 177.1520), और उच्च तापमान स्थिरता (C276 के लिए 800°C तक).
- Optimal Applications: संक्षारक सामग्री प्रसंस्करण (रासायनिक निष्कासन, अम्लीय स्टेबलाइजर्स के साथ पीवीसी), खाद्य/पेय पदार्थ पैकेजिंग बाहर निकालना (एफडीए अनुरूप), चिकित्सा उपकरण बाहर निकालना (जैवसंगत सामग्री).
- Service Life: 2-5 रासायनिक निष्कासन के लिए वर्ष (कोई संक्षारण-संबंधी घिसाव नहीं), 12-18 खाद्य-ग्रेड एक्सट्रूज़न के लिए महीने.
- अनुपालन: 316एल खाद्य-संपर्क अनुप्रयोगों के लिए एफडीए/यूएसडीए के अनुरूप है; C276 विस्फोटक रासायनिक वातावरण के लिए ATEX-प्रमाणित है.
- गर्म आइसोस्टैटिक दबाव (कूल्हा) सामग्री
- प्रमुख गुण: HIP प्रसंस्करण सामग्री में आंतरिक सरंध्रता को समाप्त कर देता है (घनत्व >99.9%), जिसके परिणामस्वरूप अल्ट्रा-उच्च पहनने का प्रतिरोध होता है (2x W6Mo5Cr4V2 से अधिक है), असाधारण संक्षारण प्रतिरोध, और पूरे पेंच में एक समान यांत्रिक गुण.
- Optimal Applications: चरम परिचालन स्थितियाँ (अपघर्षक सिरेमिक से भरे पॉलिमर, PEEK/PEI जैसे उच्च तापमान वाले इंजीनियरिंग प्लास्टिक, संक्षारक रासायनिक निष्कासन).
- Service Life: 3-5 वर्षों के लिए 24/7 सिरेमिक से भरे PEEK के साथ संचालन (किसी भी पेंच सामग्री का सबसे लंबा सेवा जीवन).
- Economic Benefit: प्रीमियम अग्रिम लागत ($1,800-$3,000 per meter) - आरओआई हासिल किया गया 12-18 उच्च मात्रा के लिए महीने, उच्च पहनने वाली उत्पादन लाइनें.
अनुप्रयोग-विशिष्ट पेंच घटक डिज़ाइन
1. प्लास्टिक कंपाउंडिंग पेंच घटक
प्लास्टिक कंपाउंडिंग के लिए (मास्टरबैच उत्पादन, भरा हुआ पॉलिमर बाहर निकालना, पुनर्नवीनीकरण प्लास्टिक पुनर्प्रसंस्करण), एक्सीलेंस के स्क्रू घटकों को फैलाव को अधिकतम करने और घिसाव को कम करने के लिए इंजीनियर किया गया है:
- नाली गहराई अनुपात: 1.55 (मानक) या 1.4 (उच्च-भरण यौगिक >40%).
- सामग्री: W6Mo5Cr4V2 (उच्च भराव) या 38CrMoAl (कम भराव वाला).
- कस्टम सुविधाएँ: एकीकृत मिश्रण पिन, बाधा उड़ानें, और भराव एकत्रीकरण और सामग्री क्षरण को रोकने के लिए कतरनी कटौती क्षेत्र.
- प्रदर्शन डेटा: 98% योगात्मक फैलाव एकरूपता (एसपीई परीक्षण द्वारा सत्यापित), 40% सामान्य कंपाउंडिंग स्क्रू की तुलना में स्क्रू घिसाव में कमी.
2. रासायनिक & संक्षारक सामग्री पेंच घटक
रासायनिक निष्कासन के लिए (विलायक-आधारित पॉलिमर, संक्षारक योजक, रासायनिक मास्टरबैच), संक्षारण प्रतिरोध को प्राथमिकता दी जाती है:
- नाली गहराई अनुपात: 1.6-1.8 (विलायक वाष्पीकरण के लिए मुक्त मात्रा को अधिकतम करता है).
- सामग्री: सी276 (कठोर रसायन) या 316L (हल्के संक्षारक).
- कस्टम सुविधाएँ: चिकनी पॉलिश वाली उड़ान सतहें (रा ≤ 0.8μm) सामग्री के आसंजन को रोकने के लिए, रासायनिक रिसाव को खत्म करने के लिए सीलबंद पेंच सिरे.
- अनुपालन: विस्फोटक रासायनिक वातावरण के लिए ATEX-प्रमाणित, यूरोपीय संघ के रासायनिक नियमों के लिए पहुंच-अनुपालक.
3. खाना & मेडिकल-ग्रेड स्क्रू घटक
खाद्य पैकेजिंग और चिकित्सा उपकरण बाहर निकालना के लिए, स्वच्छता और जैव अनुकूलता महत्वपूर्ण हैं:
- नाली गहराई अनुपात: 1.55 (मिश्रण और कम कतरनी को संतुलित करता है).
- सामग्री: 316एल स्टेनलेस स्टील (एफडीए/यूएसडीए के अनुरूप).
- कस्टम सुविधाएँ: आसान-साफ़ डिज़ाइन (जीवाणु वृद्धि के लिए कोई मृत क्षेत्र नहीं), पॉलिश की गई सतहें (रा ≤ 0.4μm), और गैर विषैले स्नेहक (भोजन पदवी).
- अनुपालन: एफडीए 21 सीएफआर 177.1520 (खाद्य संपर्क), आईएसओ 10993 (चिकित्सा उपकरण जैव अनुकूलता).
4. उच्च तापमान इंजीनियरिंग प्लास्टिक स्क्रू घटक
इंजीनियरिंग प्लास्टिक के लिए (तिरछी, पी, ग्लास फाइबर के साथ PA66), उच्च तापमान की ताकत और पहनने का प्रतिरोध प्रमुख हैं:
- नाली गहराई अनुपात: 1.4-1.55 (उच्च-चिपचिपापन पिघलने के लिए उच्च टोक़).
- सामग्री: HIP-संसाधित W6Mo5Cr4V2 या C276 (उच्च तापमान स्थिरता).
- कस्टम सुविधाएँ: स्क्रू कोर में कूलिंग चैनल (द्वारा आंतरिक ताप को कम करता है 25%), पहनने के लिए प्रतिरोधी कोटिंग (टंगस्टन कार्बाइड) उड़ान युक्तियों पर.
- प्रदर्शन डेटा: 400°C पर आयामी स्थिरता बनाए रखता है, की सेवा जीवन 3+ ग्लास फाइबर से भरे PEEK एक्सट्रूज़न के लिए वर्ष.
तकनीकी निर्देश & गुणवत्ता नियंत्रण
1. आयामी सहनशीलता
Excellence’s screw components are manufactured to strict ISO 9001:2015 quality standards, with dimensional tolerances of:
- Outer diameter (D0): ±0.02mm (critical for barrel fit).
- Root diameter (Di): ±0.03mm (ensures consistent groove depth ratio).
- Flight pitch: ±0.05mm (uniform material advancement).
- Straightness: ≤0.01mm/m (prevents barrel wear and material leakage).
All screws are inspected using CNC coordinate measuring machines (CMM) to verify tolerances before shipment.
2. Surface Treatment Options
To enhance performance, Excellence offers optional surface treatments for screw components:
- Nitriding: For 38CrMoAl steel (मानक) – increases surface hardness to HRC 58-60.
- Tungsten Carbide Coating: For W6Mo5Cr4V2 steel – increases wear resistance by 50% for abrasive materials.
- PTFE Coating: For 316L steel – reduces material adhesion (ideal for sticky materials like TPE/TPU).
- Electropolishing: 316L/C276 स्टील के लिए - संक्षारण प्रतिरोध और स्वच्छता में सुधार करता है (भोजन/चिकित्सा अनुप्रयोग).
3. गुणवत्ता नियंत्रण प्रक्रिया
प्रत्येक उत्कृष्टता स्क्रू घटक 7-चरणीय गुणवत्ता नियंत्रण प्रक्रिया से गुजरता है:
- कच्चे माल का निरीक्षण (सामग्री ग्रेड और गुणों के लिए विश्लेषण सत्यापन का प्रमाण पत्र).
- वास्तविक समय आयामी निगरानी के साथ सीएनसी मशीनिंग.
- उष्मा उपचार (टूल स्टील के लिए शमन/तड़का लगाना, 38CrMoAl के लिए नाइट्राइडिंग) कठोरता परीक्षण के साथ.
- सतह का उपचार (यदि लागू हो) आसंजन परीक्षण के साथ.
- सीएमएम आयामी निरीक्षण (पूर्ण सहनशीलता सत्यापन).
- गतिशील संतुलन परीक्षण (आईएसओ 1940-1:2016) - कंपन आयाम <0.1अधिकतम परिचालन गति पर मिमी.
- अंतिम दृश्य निरीक्षण और प्रमाणीकरण (सामग्री का पता लगाने की क्षमता, आयामी रिपोर्ट, कठोरता रिपोर्ट).
सभी गुणवत्ता नियंत्रण डेटा को बरकरार रखा जाता है 10 साल, नियामक अनुपालन के लिए पूर्ण पता लगाने की क्षमता सुनिश्चित करना (आईएटीएफ 16949 ऑटोमोटिव के लिए, चिकित्सा के लिए एफ.डी.ए).
केस स्टडी: HIP मटेरियल स्क्रू सिरेमिक-भरे PEEK एक्सट्रूज़न के लिए डाउनटाइम को कम करते हैं (यूएसए)
एक अमेरिकी एयरोस्पेस घटक निर्माता को बार-बार स्क्रू विफलता का सामना करना पड़ रहा था (प्रत्येक 3 महीने) सिरेमिक से भरे PEEK को बाहर निकालते समय (30% एल्युमिना भराव) विमान के हिस्सों के लिए:
- मूल चुनौतियाँ:
- W6Mo5Cr4V2 स्क्रू तेजी से खराब हो गए (फ्लाइट टिप घिसाव >1मिमी में 3 महीने) सिरेमिक घर्षण के कारण.
- अनियोजित डाउनटाइम (8 प्रति पेंच प्रतिस्थापन के घंटे) - का उत्पादन नष्ट हो गया $15,000 प्रति डाउनटाइम इवेंट.
- असंगत भाग आयाम (स्क्रू क्लीयरेंस बढ़ने के कारण) – 15% स्क्रैप दर.
- उत्कृष्टता समाधान: टंगस्टन कार्बाइड कोटिंग के साथ कस्टम HIP-संसाधित W6Mo5Cr4V2 स्क्रू घटक, नाली गहराई अनुपात 1.4 (उच्च टोक़), और बाधा उड़ान डिजाइन.
- स्थापना के बाद परिणाम:
- पेंच सेवा जीवन बढ़ाया गया 36 महीने (12x मूल स्क्रू से अधिक लंबा).
- अनियोजित डाउनटाइम कम हो गया 92% (1 डाउनटाइम घटना प्रति 3 वर्ष बनाम. 4 प्रति वर्ष).
- स्क्रैप दर को कम किया गया 1% (न्यूनतम स्क्रू घिसाव के कारण भाग के सुसंगत आयाम).
- की वार्षिक लागत बचत $180,000 (बंद रहने के समय + सामग्री + पेंच प्रतिस्थापन लागत).
- ROI में हासिल किया गया 8 महीने (पेंच लागत $2,800 बनाम. वार्षिक बचत $180,000).
प्लांट इंजीनियरिंग प्रबंधक ने टिप्पणी की: “एक्सीलेंस के HIP मटेरियल स्क्रू ने हमारी PEEK एक्सट्रूज़न प्रक्रिया को बदल दिया है. अब हमें अनियोजित डाउनटाइम की चिंता नहीं है, और एयरोस्पेस उद्योग की सख्त सहनशीलता को पूरा करने के लिए हमारे हिस्से की गुणवत्ता में सुधार हुआ है (±0.01मिमी). इससे हमें सुरक्षित रहने में मदद मिली है 2 सालाना 2 मिलियन डॉलर मूल्य के नए एयरोस्पेस अनुबंध।”
इंस्टालेशन, रखरखाव & प्रतिस्थापन दिशानिर्देश
1. स्क्रू इंस्टालेशन की सर्वोत्तम प्रथाएँ
उचित स्थापना इष्टतम प्रदर्शन सुनिश्चित करती है और समय से पहले खराब होने से रोकती है:
- एक्सट्रूडर बैरल को अच्छी तरह साफ करें (पुरानी सामग्री के अवशेष हटा दें) नया स्क्रू स्थापित करने से पहले - बैरल सफाई रॉड और खाद्य-ग्रेड सफाई एजेंट का उपयोग करें (FDA-compliant for food/medical applications).
- Inspect the barrel for wear (measure barrel inner diameter) – replace barrel if clearance >0.5मिमी (excessive clearance causes material backflow and poor mixing).
- Install the screw using a lifting fixture (avoid dropping or scratching the flights) – torque the screw coupling to manufacturer specifications (आम तौर पर 300-500 Nm).
- Check screw alignment (using a dial indicator) – runout should be <0.02mm at the screw tip.
- Perform a dry run (no material) at low speed (50 आरपीएम) for 10 minutes – check for abnormal noise/vibration (indicates misalignment).
Excellence provides a detailed installation manual with photos and torque specifications for all screw models.
2. Preventive Maintenance for Screw Components
Regular maintenance extends screw life and maintains performance:
- Daily Maintenance:
- Clean the screw after production (purge with cleaning compound) to remove material residue (prevents carbonization and corrosion).
- Inspect screw tip and mixing elements for wear/damage (visual check during purge).
- Monthly Maintenance:
- Measure screw flight clearance (barrel inner diameter – screw outer diameter) – record data to track wear rate.
- Lubricate screw coupling (use high-temperature grease, FDA-compliant if needed).
- Check for material buildup in dead zones (तत्वों का मिश्रण, बाधा उड़ानें) – clean with a brass brush (avoid scratching flight surfaces).
- Quarterly Maintenance:
- Remove the screw for full inspection (measure flight thickness, check for corrosion/cracking).
- Polish minor wear on flight tips (using 400-grit sandpaper) to restore dimensional accuracy.
- Inspect barrel liner for wear (replace if necessary to maintain optimal clearance).
3. Screw Replacement Criteria
Replace screw components when:
- फ्लाइट टिप घिसाव >1मिमी (खराब मिश्रण और असंगत आउटपुट का कारण बनता है).
- संक्षारण गड्ढा >0.5मिमी गहरा (सामग्री संदूषण और संरचनात्मक विफलता का जोखिम).
- उड़ानों या कोर में दरारें (सुरक्षा खतरा - ऑपरेशन के दौरान पेंच टूटने का खतरा).
- पेंच निकासी >0.8मिमी (सामग्री बैकफ़्लो एक्सट्रूडर दक्षता को कम कर देता है >20%).
- सामग्री का क्षरण (एमएफआर भिन्नता >10%) - घिसी हुई उड़ानों के कारण खराब मिश्रण का संकेत देता है.
एक्सीलेंस एक स्क्रू निरीक्षण सेवा प्रदान करता है (ऑन-साइट या लैब-आधारित) घिसाव का आकलन करना और प्रतिस्थापन समय की सिफारिश करना.
उत्कृष्टता एक्सट्रूडर स्क्रू घटकों के बारे में अक्सर पूछे जाने वाले प्रश्न
क्यू: क्या एक्सीलेंस गैर-मानक एक्सट्रूडर आकारों के लिए स्क्रू घटकों को अनुकूलित कर सकता है (जैसे, 65मिमी, 90मिमी व्यास)?
ए: हाँ. एक्सीलेंस सभी मानक एक्सट्रूडर व्यासों के लिए स्क्रू घटकों का निर्माण करती है (15मिमी से 200 मिमी) और कस्टम व्यास (प्रति ग्राहक चित्र). हम ट्विन-स्क्रू घटकों का भी उत्पादन करते हैं (सह-घूर्णन और प्रति-घूर्णन) कंपाउंडिंग एक्सट्रूडर के लिए, 10 मिमी से 100 मिमी तक पिच आकार के साथ.
क्यू: कस्टम स्क्रू घटकों के लिए लीड टाइम क्या है? (सामग्री चयन + नाली गहराई अनुपात + विशेष डिज़ाइन)?
ए: मानक पेंच घटक (38CrMoAl, 1.55 नाली गहराई अनुपात) का नेतृत्व समय है 2-3 हफ्तों. कस्टम घटक (एचआईपी सामग्री, विशेष नाली गहराई अनुपात, तत्वों का मिश्रण) ज़रूरत होना 4-6 हफ्तों. शीघ्र उत्पादन (1-2 मानक के लिए सप्ताह, 3 कस्टम के लिए सप्ताह) अतिरिक्त के लिए उपलब्ध है 25% शुल्क.
क्यू: क्या एक्सीलेंस स्क्रू घटकों के लिए सामग्री परीक्षण रिपोर्ट प्रदान करता है?
ए: हाँ. सभी स्क्रू घटक सामग्री प्रमाणपत्र के साथ आते हैं (विश्लेषण का प्रमाण पत्र - सीओए) सामग्री ग्रेड का सत्यापन, कठोरता, और रासायनिक संरचना. एचआईपी सामग्री के लिए, हम एचआईपी प्रोसेसिंग रिपोर्ट भी प्रदान करते हैं (घनत्व, सरंध्रता) और गैर-विनाशकारी परीक्षण (एनडीटी) रिपोर्टों (आंतरिक दोषों के लिए अल्ट्रासोनिक परीक्षण).
क्यू: मैं अपने एक्सट्रूज़न एप्लिकेशन के लिए सही सामग्री का चयन कैसे करूं??
ए: उत्कृष्टता की तकनीकी टीम के आधार पर निःशुल्क सामग्री चयन मार्गदर्शिका प्रदान करती है:
- सामग्री का प्रकार (virgin/recycled, filled/unfilled, corrosive/non-corrosive).
- Extrusion temperature (high-temperature engineering plastics vs. standard polymers).
- Production volume (24/7 operation vs. batch production).
- बजट (upfront cost vs. total cost of ownership).
We also offer a trial program (30-day test of a sample screw) for new customers to validate performance before full purchase.
क्यू: What warranty is provided for Excellence screw components?
ए: Standard warranty: 12 months for 38CrMoAl and 316L screws, 24 months for W6Mo5Cr4V2 and HIP material screws (covers manufacturing defects and premature wear <0.5mm in the first year). Extended warranty (36 महीने) अतिरिक्त के लिए उपलब्ध है 15% शुल्क, including annual wear inspections.
For over two decades, Excellence’s extruder screw components have set the industry standard for wear resistance, corrosion protection, and application-specific performance. Whether you’re extruding standard PE/PP, corrosive chemicals, खाद्य-ग्रेड पॉलिमर, या उच्च तापमान इंजीनियरिंग प्लास्टिक, हमारे स्क्रू को अधिकतम अपटाइम के लिए इंजीनियर किया गया है, लागत घटाएं, और उत्पाद की गुणवत्ता में सुधार करें. अपनी एक्सट्रूज़न प्रक्रिया आवश्यकताओं के अनुरूप निःशुल्क स्क्रू डिज़ाइन परामर्श और कोटेशन का अनुरोध करने के लिए आज ही हमारी तकनीकी टीम से संपर्क करें.
