Extruder Screw Components: Precision air a dhealbhadh airson caitheamh an-aghaidh caitheamh, Dìon corrach & Coileanadh as Fheàrr
Le 22 bliadhnaichean de eòlas sònraichte ann an dealbhadh pàirtean sgriubha extruder, saidheans stuthan, agus tagraidhean gnìomhachais às-tharraing, Tha mi air co-obrachadh leis 450+ luchd-saothrachaidh air feadh a’ phlastaig, ceimigeach, agus gnìomhachasan giollachd bìdh gus coileanadh sgriubha a mheudachadh - a’ lughdachadh ùine downt le 40% agus a’ leudachadh beatha seirbheis sgriubha le 2-3x airson tagraidhean caitheamh àrd. Is e am pàirt sgriubha cridhe siostam extruder sam bith, buaidh dhìreach air èifeachdas giollachd stuthan, càileachd toraidh, agus cosgaisean obrachaidh. Tha co-phàirtean sgriubha Sàr-mhathais air an innleachadh le fòcas air saidheans stuthan, mionaideachd geoimeatrach, agus dealbhadh sònraichte airson tagradh, making them the gold standard for extrusion processes ranging from standard plastic compounding to corrosive chemical processing and high-temperature food production.
Screw Components: Core Design & Functional Advantages
The screw component is a crucial part of the extruder. Wear resistance and corrosion resistance are important indicators of its service life. Excellence offers various materials to suit different operating conditions and economic considerations. In extrusion systems, screw wear and corrosion account for 60% of unplanned downtime and 30% of maintenance costs—making material selection and design precision non-negotiable for cost-effective production. Excellence’s screw components address these challenges through a combination of premium materials, optimized geometry, and custom engineering, a’ dèanamh cinnteach à beatha seirbheis fhada eadhon anns na h-àrainneachdan giullachd as cruaidhe (m.e., plastaig air a lìonadh, ceimigean creimneach, polymers aig teòthachd àrd).
Tha co-mheas doimhneachd groove aig pàirt sgriubha àbhaisteach Sàr-mhathais (D0/Dim) à 1.55, is e sin an luach as fheàrr a thaobh torque, tomhas-lìonaidh an-asgaidh, luaths, agus buaidhean sgaoilidh is measgachaidh. Co-mheas doimhneachd groove (air a mhìneachadh mar cho-mheas trast-thomhas sgriubha a-muigh (D0) gu trast-thomhas freumh a-staigh (Bho)) na paramadair geoimeatrach èiginneach a tha a’ cothromachadh ceithir prìomh fheartan coileanaidh eas-tharraing:
- Comas Torque: A 1.55 bidh co-mheas a’ meudachadh gluasad torque bhon t-siostam dràibhidh extruder chun stuth, a 'cur casg air sgriubha a bhith a' stad eadhon le stuthan àrd-shlaodachd (m.e., air a lìonadh le PVC todhar, plastaig innleadaireachd mar PEEK).
- Meud an-asgaidh: Tha an 1.55 tha co-mheas a’ toirt seachad tomhas gu leòr an-asgaidh airson stuthan a leaghadh agus degassing, a’ lughdachadh cunnart cus teasachadh agus truailleadh ann an stuthan a tha mothachail air teas (m.e., TPU ìre meidigeach, LDPE).
- Luas cuairteachaidh: Optimated airson eas-tharraing àrd-astar (Suas gu 1200 rpm) gun a bhith a’ toirt buaidh air ionracas structarail - deatamach airson loidhnichean toraidh àrd-thoradh (m.e., eas-tharraing pìoba/pròifil).
- Sgaoileadh & Measgachadh Buaidhean: A’ dèanamh cinnteach à cuairteachadh co-ionann de stuthan cur-ris (maighstirean-mòra, luchd-lìonaidh, stabilizers) aig ìre na gràin, cur às do streapadh, ceirtleachadh, no feartan meacanaigeach neo-chunbhalach ann am bathar crìochnaichte.
Airson diofar thagraidhean, Faodaidh sàr-mhathas cuideachd co-mheas doimhneachd groove a thaghadh gu saor (D0/Dim) bho 1.4 gu 1.8, a’ ceadachadh coileanadh sgriubha mionaideach a ghleusadh gus a bhith a rèir riatanasan stuthan sònraichte agus cinneasachadh:
- 1.4 Co-mheas: Airson tagraidhean àrd-torque (m.e., cothlamadh làn le 60% lìonadh calcium carbonate / talc) - a’ toirt prìomhachas do neart structarail thairis air meud an-asgaidh.
- 1.6-1.8 Co-mheas: Airson stuthan le slaodachd ìosal (m.e., ìre film PE / PP, polymers stèidhichte air solvent) - a ’meudachadh meud an-asgaidh airson leaghadh / degassing agus a’ lughdachadh teasachadh rùsgaidh.
Air sgàth riatanasan sònraichte cuid de stuthan stuthan a thaobh sgapadh, measgachadh, rùsgadh, agus teasachadh a-staigh, Bidh sàr-mhathas cuideachd a 'gnàthachadh co-phàirtean sgriubha le structaran sònraichte airson diofar thagraidhean, mar sin a’ lughdachadh teasachadh a-staigh gun a bhith a’ toirt buaidh air sgapadh, measgachadh, agus buaidhean rùsgaidh. Teasachadh a-staigh (air adhbhrachadh le cus rùsgadh eadar an sgriubha agus an stuth) na phrìomh adhbhar airson truailleadh stuthan ann am polymers a tha mothachail air teas (m.e., PVC, Peata, ABS ìre meidigeach). Bidh dealbhadh sgriubha àbhaisteach Sàr-mhathais a’ dèiligeadh ri seo troimhe:
- A 'measgachadh eileamaidean: Measgadairean statach helical, measgachadh pineapple, agus Maddock mixers amalaichte a-steach don itealan sgriubha gus feachdan rùsgaidh a sgaoileadh gu cothromach, a’ lughdachadh teasachadh ionadail le 20-30%.
- Itealain pitch caochlaideach: Earrannan pitch le teip a bhios a’ teannachadh stuth mean air mhean, a’ lughdachadh feachdan rùsgaidh obann agus gineadh teas.
- Dealbhadh itealaich bacaidh: A 'sgaradh ìrean stuth cruaidh agus leaghte, dèanamh cinnteach à leaghadh iomlan mus tèid measgachadh àrd-rùisgte - deatamach airson plastaic innleadaireachd (PC, PA, PBT).
- Pròifilean itealaich ìosal: Airson stuthan a tha mothachail air teòthachd (m.e., bith-phlastaig, stuthan leigheis) - a 'lùghdachadh an teas rùsgadh gu <5° C os cionn teòthachd eas-tharraing stèidhichte.
Chaidh na dealbhaidhean àbhaisteach sin a dhearbhadh ann an deuchainnean treas-phàrtaidh le Comann Einnseanairean Plastaig (SPE), a' sealltainn a 40% lùghdachadh ann an truailleadh stuthan (air a thomhas le gleidheadh MFR) an coimeas ri dealbhadh sgriubha àbhaisteach airson polymers a tha mothachail air teas.
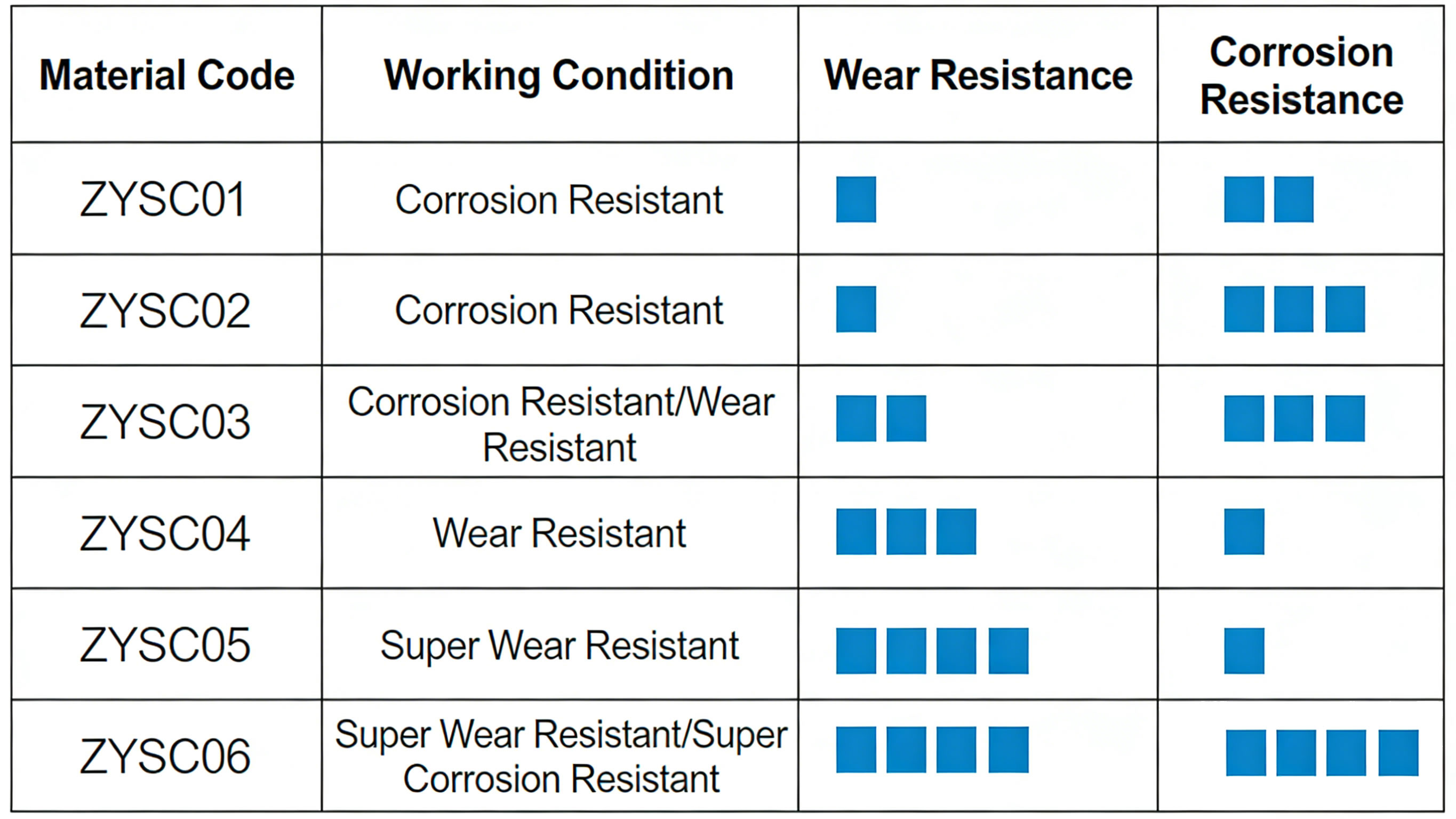
Stuthan airson co-phàirtean sgriubha extruder: Air a dhealbhadh a rèir nan suidheachaidhean obrach
Excellence’s screw components are manufactured from a range of high-performance materials, selected based on wear resistance, strì an aghaidh creimeadh, temperature tolerance, and cost-effectiveness. The right material choice extends screw service life from 3-6 mìosan (standard steel) gu 1-5 bliadhnaichean (stuthan àrd-inbhe), a rèir an tagraidh:
- High-speed tool steel: W6Mo5Cr4V2
- Prìomh fheartan: Hardness up to HRC 62-65, excellent wear resistance, high-temperature strength (up to 600°C), and good toughness (resists chipping/cracking).
- Optimal Applications: High-wear extrusion processes (filled plastics with calcium carbonate/talc/glass fiber, recycled plastics with abrasive contaminants, rubber compounding).
- Service Life: 18-24 months for 24/7 operation with 50% air a lìonadh le PVC todhar (3x longer than nitrided steel).
- Economic Benefit: Higher upfront cost ($800-$1,500 per meter) offset by 70% reduction in replacement frequency and downtime.
- Nitrided steel: 38CrMoAl
- Prìomh fheartan: Surface hardness up to HRC 58-60 (nitrided layer 0.5-0.8mm thick), good fatigue resistance, moderate corrosion resistance, and cost-effectiveness.
- Optimal Applications: Standard extrusion processes (virgin PE/PP/ABS, low-filler compounds <20%, non-corrosive materials).
- Service Life: 6-12 months for 24/7 operation with virgin PE/PP (industry standard for general-purpose extrusion).
- Economic Benefit: Low upfront cost ($300-$600 per meter) – ideal for small-batch production or low-volume extrusion lines.
- Stainless steel: 316L, C276, etc.
- Prìomh fheartan: Exceptional corrosion resistance (316L: resistant to mild acids/bases; C276: resistant to harsh chemicals like chlorine, sulfuric acid, and halogenated solvents), food-grade compliance (316L meets FDA 21 CFR 177.1520), and high-temperature stability (up to 800°C for C276).
- Optimal Applications: Corrosive material processing (chemical extrusion, PVC with acidic stabilizers), food/beverage packaging extrusion (FDA-compliant), medical device extrusion (biocompatible materials).
- Service Life: 2-5 years for chemical extrusion (no corrosion-related wear), 12-18 months for food-grade extrusion.
- Gèilleadh: 316L is FDA/USDA compliant for food-contact applications; C276 is ATEX-certified for explosive chemical environments.
- Hot isostatic pressing (HIP) stuthan
- Prìomh fheartan: HIP processing eliminates internal porosity in the material (density >99.9%), resulting in ultra-high wear resistance (2x higher than W6Mo5Cr4V2), exceptional corrosion resistance, and uniform mechanical properties throughout the screw.
- Optimal Applications: Extreme operating conditions (abrasive ceramic-filled polymers, high-temperature engineering plastics like PEEK/PEI, corrosive chemical extrusion).
- Service Life: 3-5 years for 24/7 operation with ceramic-filled PEEK (the longest service life of any screw material).
- Economic Benefit: Premium upfront cost ($1,800-$3,000 per meter) – ROI achieved in 12-18 months for high-volume, high-wear production lines.
Application-Specific Screw Component Designs
1. Plastic Compounding Screw Components
Airson measgachadh plastaig (riochdachadh masterbatch, lìonadh polymer extrusion, ath-ghiollachd plastaig ath-chuairteachadh), Tha co-phàirtean sgriubha Sàr-mhathais air an innleachadh gus an sgapadh a mheudachadh agus caitheamh a lughdachadh:
- Co-mheas doimhneachd groove: 1.55 (àbhaisteach) neo 1.4 (todhar àrd-lìonaidh >40%).
- Stuth: W6Mo5Cr4V2 (àrd-lìonaidh) no 38CrMoAl (lìonadh ìosal).
- Feartan gnàthaichte: Prìnichean measgachadh aonaichte, tursan-adhair bacaidh, agus sònaichean lughdachadh rùsgaidh gus casg a chuir air cruinneachadh lìonaidh agus truailleadh stuthan.
- Dàta Coileanaidh: 98% èideadh sgaoilidh cur-ris (air a dhearbhadh le deuchainn SPE), 40% lùghdachadh ann an caitheamh sgriubha an coimeas ri sgriothan cumanta coitcheann.
2. Ceimigeach & Co-phàirtean sgriubha stuthan creimneach
Airson eas-tharraing ceimigeach (polymers stèidhichte air solvent, stuthan cur-ris, mòr-ghiùlan ceimigeach), thathas a’ toirt prìomhachas do strì an aghaidh creimeadh:
- Co-mheas doimhneachd groove: 1.6-1.8 (a 'meudachadh tomhas-lìonaidh an-asgaidh airson fuasgladh fuasglaidh).
- Stuth: C276 (ceimigean cruaidh) no 316L (creimneach tlàth).
- Feartan gnàthaichte: Uachdar itealaich snasta rèidh (Ra ≤ 0.8μm) gus casg a chuir air adhesion stuthan, sealed screw ends to eliminate chemical leakage.
- Gèilleadh: ATEX-certified for explosive chemical environments, REACH-compliant for EU chemical regulations.
3. Biadh & Medical-Grade Screw Components
For food packaging and medical device extrusion, hygiene and biocompatibility are critical:
- Co-mheas doimhneachd groove: 1.55 (balances mixing and low shear).
- Stuth: 316L stainless steel (FDA/USDA compliant).
- Feartan gnàthaichte: Easy-clean design (no dead zones for bacterial growth), polished surfaces (Ra ≤ 0.4μm), and non-toxic lubricants (food-grade).
- Gèilleadh: FDA 21 CFR 177.1520 (conaltradh-bidhe), ISO 10993 (medical device biocompatibility).
4. High-Temperature Engineering Plastic Screw Components
For engineering plastics (PEIC, PEI, PA66 with glass fiber), high-temperature strength and wear resistance are key:
- Co-mheas doimhneachd groove: 1.4-1.55 (high torque for high-viscosity melts).
- Stuth: HIP-processed W6Mo5Cr4V2 or C276 (high-temperature stability).
- Feartan gnàthaichte: Cooling channels in the screw core (reduces internal heating by 25%), wear-resistant coating (tungsten carbide) on flight tips.
- Dàta Coileanaidh: Maintains dimensional stability at 400°C, service life of 3+ years for glass fiber-filled PEEK extrusion.
Technical Specifications & Smachd Càileachd
1. Dimensional Tolerances
Excellence’s screw components are manufactured to strict ISO 9001:2015 quality standards, with dimensional tolerances of:
- Outer diameter (D0): ±0.02mm (critical for barrel fit).
- Root diameter (Bho): ±0.03mm (ensures consistent groove depth ratio).
- Flight pitch: ±0.05mm (uniform material advancement).
- Straightness: ≤0.01mm/m (prevents barrel wear and material leakage).
All screws are inspected using CNC coordinate measuring machines (CMM) to verify tolerances before shipment.
2. Surface Treatment Options
To enhance performance, Excellence offers optional surface treatments for screw components:
- Nitriding: For 38CrMoAl steel (àbhaisteach) – increases surface hardness to HRC 58-60.
- Tungsten Carbide Coating: For W6Mo5Cr4V2 steel – increases wear resistance by 50% for abrasive materials.
- PTFE Coating: For 316L steel – reduces material adhesion (ideal for sticky materials like TPE/TPU).
- Electropolishing: For 316L/C276 steel – improves corrosion resistance and hygiene (food/medical applications).
3. Quality Control Process
Every Excellence screw component undergoes a 7-step quality control process:
- Raw material inspection (certificate of analysis verification for material grade and properties).
- CNC machining with real-time dimensional monitoring.
- Heat treatment (quenching/tempering for tool steel, nitriding for 38CrMoAl) with hardness testing.
- Surface treatment (ma tha sin iomchaidh) with adhesion testing.
- CMM dimensional inspection (full tolerance verification).
- Dynamic balance testing (ISO 1940-1:2016) – vibration amplitude <0.1mm at max operating speed.
- Final visual inspection and certification (lorg stuthan, aithris meud, aithisg cruas).
Tha a h-uile dàta smachd càileachd air a chumail airson 10 bliadhnaichean, dèanamh cinnteach à làn lorg airson gèilleadh riaghlaidh (IATF 16949 airson càraichean, FDA airson meidigeach).
Sgrùdadh Cùise: Bidh sgriothan stuth HIP a’ lughdachadh ùine downt airson eas-tharraing PEEK làn-cheirmeach (Na Stàitean Aonaichte)
Bha neach-dèanamh co-phàirt aerospace na SA an aghaidh fàilligeadh sgriubha tric (gach 3 mìosan) nuair a thèid PEEK làn ceirmeag a thoirt a-mach (30% lìonadh alumina) airson pàirtean itealain:
- Dùbhlain tùsail:
- Bha sgriothan W6Mo5Cr4V2 a’ caitheamh a-mach gu sgiobalta (caitheamh tip itealaich >1mm a-steach 3 mìosan) air sgàth sgrìobadh ceirmeag.
- Ùine downt gun phlanadh (8 uair a thìde gach sgriubha ùr) - toradh air chall $15,000 gach tachartas downtime.
- Meudan pàirt neo-chunbhalach (mar thoradh air àrdachadh ann an glanadh sgriubha) - 15% ìre sgrap.
- Fuasgladh Sàr-mhathais: Co-phàirtean sgriubha W6Mo5Cr4V2 gnàthaichte HIP le còmhdach carbide tungsten, co-mheas doimhneachd groove 1.4 (torque àrd), agus dealbhadh itealaich bacaidh.
- Toraidhean às deidh an stàladh:
- Leudaich beatha seirbheis sgriubha gu 36 mìosan (12x nas fhaide na na sgriothan tùsail).
- Lùghdaich ùine downt gun phlanadh 92% (1 tachartas downtime per 3 bliadhna vs. 4 sa bhliadhna).
- Ìre sgithidh air a dhol sìos gu 1% (tomhasan pàirt cunbhalach mar thoradh air glè bheag de chaitheamh sgriubha).
- Sàbhalaidhean cosgais bliadhnail de $180,000 (ùine downt + stuth + cosgaisean ath-nuadhachaidh sgriubha).
- Choilean ROI a-steach 8 mìosan (cosgais sgriubha $2,800 vs. sàbhalaidhean bliadhnail $180,000).
Thuirt manaidsear innleadaireachd nan lusan: “Tha sgriothan stuthan HIP Sàr-mhathais air ar pròiseas eas-tharraing PEEK atharrachadh. Chan eil dragh oirnn tuilleadh mu ùine downt gun phlanadh, agus tha càileachd ar pàirt air a thighinn air adhart gus coinneachadh ri fulangas teann gnìomhachas itealain (±0.01mm). Tha seo air leigeil leinn dèanamh cinnteach 2 cùmhnantan aerospace ùra luach $2M gach bliadhna.”
Stàladh, Cumail suas & Stiùireadh Ath-àiteachaidh
1. Cleachdaidhean as fheàrr airson stàladh sgriubha
Bidh stàladh ceart a’ dèanamh cinnteach à coileanadh as fheàrr agus a’ cur casg air caitheamh ro-luath:
- Glan am baraille extruder gu mionaideach (toirt air falbh seann stuth a tha air fhàgail) mus cuir thu a-steach an sgriubha ùr - cleachd slat glanaidh baraille agus àidseant glanaidh ìre bìdh (A’ gèilleadh ri FDA airson tagraidhean bìdh/leighis).
- Dèan sgrùdadh air a’ bharaille airson caitheamh (tomhas trast-thomhas a-staigh baraille) - cuir an àite baraille ma thèid a ghlanadh >0.5mm (bidh cus fuadach ag adhbhrachadh cùl-sruth stuthan agus droch mheasgachadh).
- Stàlaich an sgriubha a 'cleachdadh inneal togail (seachain na tursan-adhair a leigeil sìos no a sgrìobadh) - torque an sgriubha a’ ceangal ri mion-chomharrachadh an neach-dèanamh (gu h-àbhaisteach 300-500 Nm).
- Thoir sùil air co-thaobhadh sgriubha (a’ cleachdadh comharra dial) - bu chòir ruith a-mach a bhith <0.02mm aig bàrr an sgriubha.
- Dèan ruith tioram (gun stuth) aig astar ìosal (50 rpm) airson 10 mionaidean - thoir sùil airson fuaim neo-àbhaisteach / crith (a’ nochdadh mì-chofhurtachd).
Tha Sàr-mhathais a’ toirt seachad leabhar-làimhe stàlaidh mionaideach le dealbhan agus mion-chomharrachadh torque airson a h-uile modal sgriubha.
2. Cumail suas casg airson co-phàirtean sgriubha
Bidh cumail suas cunbhalach a’ leudachadh beatha sgriubha agus a’ cumail suas coileanadh:
- Cumail suas làitheil:
- Glan an sgriubha às deidh cinneasachadh (glanadh le inneal glanaidh) gus fuigheall stuthan a thoirt air falbh (a 'cur casg air carbonization agus corrach).
- Dèan sgrùdadh air tip sgriubha agus measgachadh eileamaidean airson caitheamh / milleadh (sgrùdadh lèirsinneach rè glanadh).
- Cumail suas mìosail:
- Tomhais cead itealaich sgriubha (trast-thomhas a-staigh baraille - trast-thomhas taobh a-muigh sgriubha) - clàraich dàta gus sùil a chumail air ìre caitheamh.
- Lubricate screw coupling (cleachdadh saim àrd-teòthachd, Gèilleadh ri FDA ma tha feum air).
- Thoir sùil airson cruinneachadh stuthan ann an sònaichean marbh (measgachadh eileamaidean, tursan-adhair bacaidh) - glan le bruis umha (seachain sgrìobadh uachdar itealaich).
- Cumail suas ràitheil:
- Thoir air falbh an sgriubha airson làn sgrùdadh (tomhas tighead itealaich, thoir sùil airson coirbeachd/sgàineadh).
- Mion-caitheamh Pòlach air molaidhean itealaich (a 'cleachdadh pàipear-gainmhich 400-grit) gus cruinneas meud a thoirt air ais.
- Dèan sgrùdadh air lìnidh baraille airson caitheamh (cuir an àite ma tha sin riatanach gus an cead as fheàrr a chumail suas).
3. Slatan-tomhais Ath-chuir Sgriubha
Cuir an àite pàirtean sgriubha nuair a:
- Aodach tip itealaich >1mm (ag adhbhrachadh droch mheasgachadh agus toradh neo-chunbhalach).
- A 'bualadh corrach >0.5mm domhainn (cunnart truailleadh stuthan agus fàilligeadh structarail).
- Sgàinidhean ann an tursan-adhair no cridhe (cunnart sàbhailteachd - cunnart briseadh sgriubha rè obrachadh).
- Fuadach sgriubha >0.8mm (bidh cùl-sruth stuth a’ lughdachadh èifeachdas extruder le >20%).
- Milleadh stuthan (Tha atharrachadh mòr air margaid MFR >10%) - a’ nochdadh droch mheasgachadh mar thoradh air tursan-adhair caithte.
Tha sàr-mhathas a 'tabhann seirbheis sgrùdaidh sgriubha (air an làrach no stèidhichte san obair-lann) gus caitheamh a mheasadh agus àm ùr a mholadh.
Ceistean Cumanta mu dheidhinn Co-phàirtean Scriuder Extruder Sàr-mhathais
C: An urrainn dha Sàr-mhathas co-phàirtean sgriubha a ghnàthachadh airson meudan extruder neo-àbhaisteach (m.e., 65mm, 90mm trast-thomhas)?
A: Tha. Bidh Sàr-mhathais a’ saothrachadh phàirtean sgriubha airson a h-uile trast-thomhas extruder àbhaisteach (15mm gu 200mm) agus trast-thomhas àbhaisteach (gach dealbh luchd-ceannach). Bidh sinn cuideachd a’ toirt a-mach co-phàirtean dà-sgriubha (a' co-chuairteachadh agus a' cur an aghaidh cuairteachaidh) airson extruders iom-fhillte, le meudan pitch bho 10mm gu 100mm.
C: Dè an ùine stiùiridh airson co-phàirtean sgriubha àbhaisteach (taghadh stuthan + co-mheas doimhneachd groove + dealbhadh sònraichte)?
A: Co-phàirtean sgriubha àbhaisteach (38CrMoAl, 1.55 co-mheas doimhneachd groove) bi ùine stiùiridh agad 2-3 seachdainean. Co-phàirtean gnàthaichte (Stuthan HIP, co-mheas doimhneachd groove sònraichte, measgachadh eileamaidean) feum 4-6 seachdainean. Riochdachadh luath (1-2 seachdainean airson àbhaisteach, 3 seachdainean airson cleachdaidhean) ri fhaighinn airson màl a bharrachd 25% cìs.
C: A bheil Sàr-mhathais a’ toirt seachad aithisgean deuchainn stuthan airson co-phàirtean sgriubha?
A: Tha. Bidh na pàirtean sgriubha uile a 'tighinn le teisteanas stuth (teisteanas anailis - COA) a’ dearbhadh ìre stuthan, cruas, agus co-dhèanamh ceimigeach. Airson stuthan HIP, bidh sinn cuideachd a’ toirt seachad aithisgean giollachd HIP (density, porosity) agus deuchainnean neo-sgriosail (NDT) aithisgean (deuchainn ultrasonic airson uireasbhaidhean a-staigh).
C: Ciamar a thaghas mi an stuth ceart airson an tagradh eas-tharraing agam?
A: Bidh sgioba teignigeach Sàr-mhathais a’ toirt seachad stiùireadh taghadh stuthan an-asgaidh stèidhichte air:
- Seòrsa stuth (òigh/ath-chuairteachadh, lìonta/gun lìonadh, creimneach/neo-chreimneach).
- Teòthachd eas-tharraing (plastaig innleadaireachd àrd-teòthachd vs. polymers àbhaisteach).
- Meud toraidh (24/7 obrachadh vs. riochdachadh baidse).
- Buidseat (cosgais ro-làimh vs. cosgais iomlan seilbh).
Bidh sinn cuideachd a’ tabhann prògram deuchainn (30-deuchainn latha de sgriubha sampall) airson luchd-ceannach ùr coileanadh a dhearbhadh mus tèid an làn cheannach.
C: Dè am barantas a tha air a thoirt seachad airson co-phàirtean sgriubha Sàr-mhathais?
A: Barantas àbhaisteach: 12 mìosan airson sgriothan 38CrMoAl agus 316L, 24 mìosan airson sgriothan stuth W6Mo5Cr4V2 agus HIP (a’ còmhdach easbhaidhean saothrachaidh agus caitheamh ro-luath <0.5mm anns a’ chiad bhliadhna). Barantas leudaichte (36 mìosan) ri fhaighinn airson màl a bharrachd 15% cìs, gabhail a-steach sgrùdaidhean caitheamh bliadhnail.
Airson còrr air dà dheichead, Tha co-phàirtean sgriubha extruder Sàr-mhathais air inbhe gnìomhachais a shuidheachadh airson caitheamh caitheamh, dìon corrach, agus coileanadh sònraichte airson tagradh. Co-dhiù a tha thu a’ cuir a-mach PE/PP àbhaisteach, ceimigean creimneach, polymers ìre bìdh, no plastaic innleadaireachd àrd-teòthachd, tha na sgriothan againn air an innleachadh gus an ùine as motha fhaighinn, cosgaisean a lùghdachadh, agus càileachd toraidh a leasachadh. Cuir fios chun sgioba teignigeach againn an-diugh gus co-chomhairle dealbhaidh sgriubha an-asgaidh iarraidh agus cuòt a tha air a dhealbhadh a rèir na riatanasan pròiseas eas-tharraing agad.
