Extruder Screw Components: Precision Engineered for Wear Resistance, Corrosion Protection & Optimal Performance
With 22 years of specialized expertise in extruder screw component design, material science, and industrial extrusion applications, I’ve collaborated with 450+ manufacturers across the plastics, ceimiceach, and food processing industries to optimize screw performance—reducing downtime by 40% and extending screw service life by 2-3x for high-wear applications. The screw component is the heart of any extruder system, directly impacting material processing efficiency, caighdeán an táirge, and operational costs. Excellence’s screw components are engineered with a focus on material science, geometric precision, and application-specific design, making them the gold standard for extrusion processes ranging from standard plastic compounding to corrosive chemical processing and high-temperature food production.
Screw Components: Core Design & Buntáistí Feidhmiúla
Is cuid ríthábhachtach den easbhrúiteoir é an chomhpháirt scriú. Tá friotaíocht caitheamh agus friotaíocht creimeadh mar tháscairí tábhachtacha dá shaol seirbhíse. Cuireann Sármhaitheas ábhair éagsúla ar fáil a oireann do choinníollacha oibriúcháin éagsúla agus do chúrsaí eacnamaíocha. I gcórais easbhrúite, cuntas caitheamh scriú agus creimeadh 60% d’am aga neamhphleanáilte agus 30% costais chothabhála — rud a fhágann go bhfuil roghnú ábhair agus beachtas dearaidh doshannta maidir le táirgeadh costéifeachtach. Tugann comhpháirteanna scriú Excellence aghaidh ar na dúshláin seo trí mheascán d'ábhair phréimhe, céimseata optamaithe, agus innealtóireacht saincheaptha, saol seirbhíse fada a chinntiú fiú sna timpeallachtaí próiseála is deacra (e.g., plaistigh líonta, ceimiceáin creimneach, polaiméirí ardteochta).
Tá cóimheas doimhneacht groove ag comhpháirt scriú caighdeánach Excellence (D0/Máirt) de 1.55, which is the optimal value considering torque, toirt saor in aisce, speed, and dispersion and mixing effects. The groove depth ratio (defined as the ratio of outer screw diameter (D0) to inner root diameter (Di)) is a critical geometric parameter that balances four key extrusion performance factors:
- Torque Capacity: A 1.55 ratio maximizes torque transfer from the extruder drive system to the material, preventing screw stalling even with high-viscosity materials (e.g., filled PVC compounds, engineering plastics like PEEK).
- Free Volume: Tá an 1.55 ratio provides sufficient free volume for material melting and degassing, reducing the risk of overheating and degradation in heat-sensitive materials (e.g., medical-grade TPU, LDPE).
- Rotational Speed: Optimized for high-speed extrusion (suas go dtí 1200 rpm) without compromising structural integrity—critical for high-throughput production lines (e.g., pipe/profile extrusion).
- Dispersion & Mixing Effects: Ensures uniform distribution of additives (masterbatches, líontóirí, cobhsaitheoirí) at the particle level, eliminating streaking, agglomeration, or inconsistent mechanical properties in finished products.
For different applications, Excellence can also freely select a groove depth ratio (D0/Máirt) ó 1.4 chuig 1.8, allowing precise tuning of screw performance to match specific material and production requirements:
- 1.4 Ratio: For high-torque applications (e.g., highly filled compounds with 60% carbónáit chailciam / filler talc) – prioritizes structural strength over free volume.
- 1.6-1.8 Ratio: For low-viscosity materials (e.g., film-grade PE/PP, solvent-based polymers) – maximizes free volume for melting/degassing and reduces shear heating.
Due to the special requirements of some material applications regarding dispersion, mixing, shearing, and internal heating, Déanann Sármhaitheas comhpháirteanna scriú a shaincheapadh freisin le struchtúir speisialaithe d'iarratais éagsúla, rud a laghdódh téamh inmheánach gan cur isteach ar scaipeadh, mixing, agus éifeachtaí lomadh. Téamh inmheánach (de bharr lomadh iomarcach idir an scriú agus ábhar) is cúis mhór le díghrádú ábhar i polaiméirí teas-íogair (e.g., PVC, PET, ABS de ghrád leighis). Tugann dearaí scriú saincheaptha Excellence aghaidh air seo:
- Eilimintí Meascadh: Meascthóir statach helical, meascáin anann, agus meascóirí Maddock comhtháite san eitilt scriú chun fórsaí lomadh a dháileadh go cothrom, téamh áitiúil a laghdú trí 20-30%.
- Eitiltí Páirce Athróg: Codanna páirce barrchaolaithe a dhéanann comhbhrú ábhar de réir a chéile, fórsaí lomadh tobann agus giniúint teasa a íoslaghdú.
- Dearthaí Eitilte Bacainn: Scarann sé céimeanna ábhar soladach agus leáite, ensuring complete melting before high-shear mixing—critical for engineering plastics (PC, PA, PBT).
- Low-Shear Flight Profiles: For temperature-sensitive materials (e.g., bioplastics, pharmaceutical excipients) – reduces shear heating to <5°C above set extrusion temperature.
These custom designs have been validated in third-party testing by the Society of Plastics Engineers (SPE), showing a 40% reduction in material degradation (measured by MFR retention) compared to standard screw designs for heat-sensitive polymers.
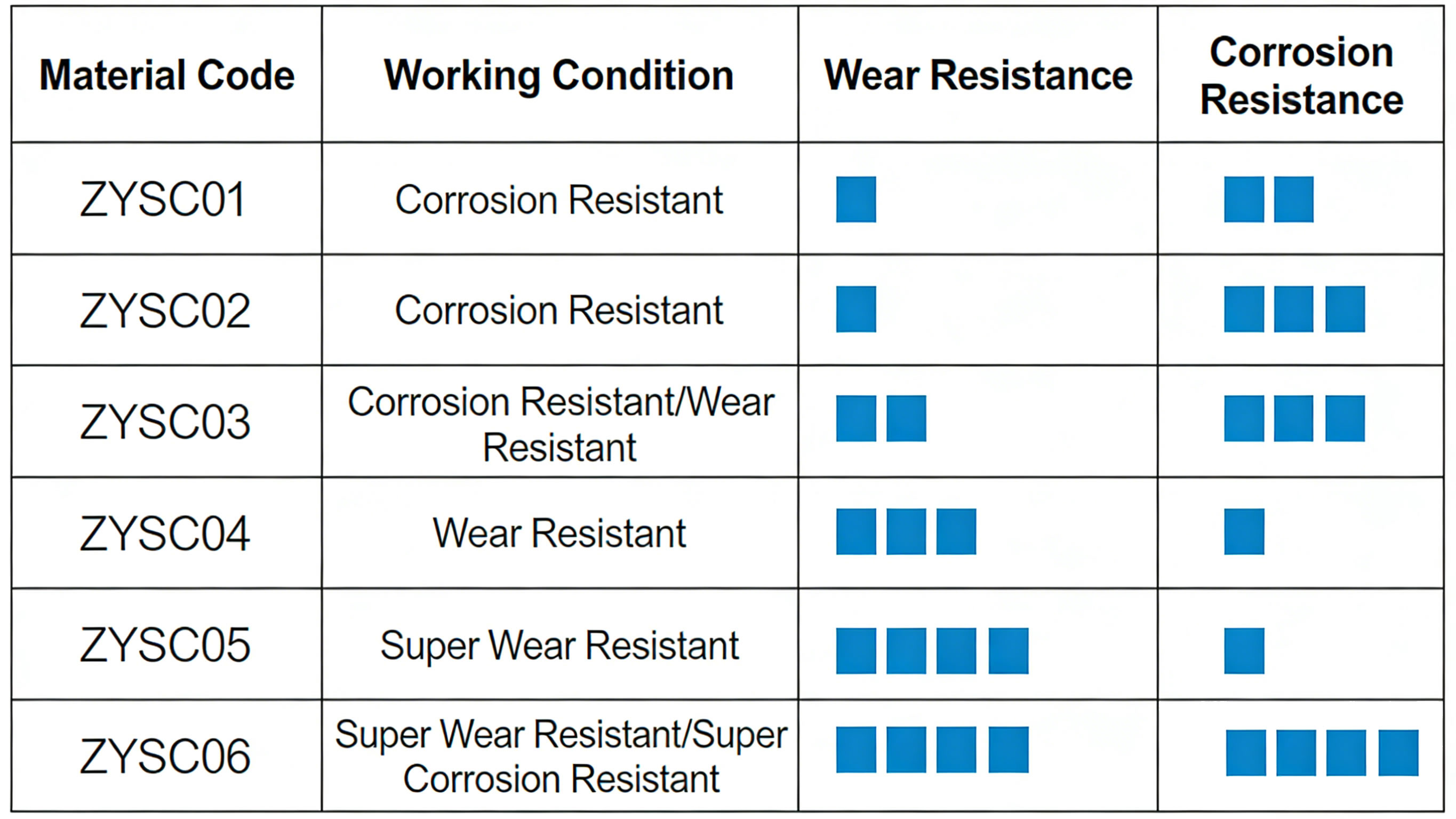
Materials for Extruder Screw Components: Tailored to Operating Conditions
Excellence’s screw components are manufactured from a range of high-performance materials, selected based on wear resistance, corrosion resistance, temperature tolerance, and cost-effectiveness. Leathnaíonn an rogha ábhartha ceart saol seirbhíse scriú ó 3-6 mhí (cruach caighdeánach) chuig 1-5 blianta (ábhair préimhe), ag brath ar an iarratas:
- Cruach uirlis ardluais: W6Mo5Cr4V2
- Príomh-Airíonna: Cruas suas go dtí HRC 62-65, friotaíocht caitheamh den scoth, neart ard-teocht (suas go dtí 600 ° C), agus toughness maith (i gcoinne chipping / scoilteadh).
- Feidhmchláir is Fearr: Próisis easbhrúite ard-chaitheamh (plaistigh líonta le carbónáit chailciam / talc / snáithín gloine, plaistigh athchúrsáilte le hábhair salaithe scríobach, cumaisc rubair).
- Saol Seirbhíse: 18-24 míonna le haghaidh 24/7 oibriú le 50% filled PVC compounds (3x níos faide ná cruach nítrídithe).
- Sochar Eacnamaíoch: Costas tosaigh níos airde ($800-$1,500 in aghaidh an mhéadair) fhritháireamh le 70% laghdú i minicíocht athsholáthair agus downtime.
- Cruach nítrídithe: 38CrMoAl
- Príomh-Airíonna: Cruas dromchla suas go dtí HRC 58-60 (ciseal nítrided 0.5-0.8mm tiubh), friotaíocht tuirse maith, friotaíocht creimeadh measartha, and cost-effectiveness.
- Feidhmchláir is Fearr: Próisis easbhrúite caighdeánach (PE/PP/ABS maighdean, comhdhúile íseal-filler <20%, ábhair neamhchreimneach).
- Saol Seirbhíse: 6-12 míonna le haghaidh 24/7 operation with virgin PE/PP (industry standard for general-purpose extrusion).
- Sochar Eacnamaíoch: Low upfront cost ($300-$600 in aghaidh an mhéadair) – ideal for small-batch production or low-volume extrusion lines.
- Stainless steel: 316L, C276, etc.
- Príomh-Airíonna: Exceptional corrosion resistance (316L: resistant to mild acids/bases; C276: resistant to harsh chemicals like chlorine, sulfuric acid, and halogenated solvents), food-grade compliance (316L meets FDA 21 CFR 177.1520), and high-temperature stability (up to 800°C for C276).
- Feidhmchláir is Fearr: Corrosive material processing (chemical extrusion, PVC with acidic stabilizers), food/beverage packaging extrusion (FDA-compliant), medical device extrusion (biocompatible materials).
- Saol Seirbhíse: 2-5 years for chemical extrusion (no corrosion-related wear), 12-18 months for food-grade extrusion.
- Compliance: 316L is FDA/USDA compliant for food-contact applications; C276 is ATEX-certified for explosive chemical environments.
- Hot isostatic pressing (HIP) ábhair
- Príomh-Airíonna: Cuireann próiseáil HIP deireadh le porosity inmheánach san ábhar (dlús >99.9%), a eascraíonn i friotaíocht caitheamh ultra-ard (2x níos airde ná W6Mo5Cr4V2), friotaíocht creimeadh eisceachtúla, agus airíonna meicniúla aonfhoirmeacha ar fud an scriú.
- Feidhmchláir is Fearr: Coinníollacha oibriúcháin an-mhór (polaiméirí líonta ceirmeacha scríobach, plaistigh innealtóireachta ardteochta mar PEEK/PEI, easbhrúite ceimiceach creimneach).
- Saol Seirbhíse: 3-5 blianta le haghaidh 24/7 oibriú le PEEK ceirmeach-líonadh (an saol seirbhíse is faide d'aon ábhar scriú).
- Sochar Eacnamaíoch: Costas tosaigh préimhe ($1,800-$3,000 in aghaidh an mhéadair) – ROI bainte amach i 12-18 mhí le haghaidh líon ard, línte táirgeachta ard-chaitheamh.
Dearthaí Comhpháirt Scriú Feidhm-Shonracha
1. Comhpháirteanna Scriú Comhdhéanta Plaisteacha
Le haghaidh cumaisc plaisteach (táirgeadh masterbatch, easbhrúite polaiméire líonta, athphróiseáil plaisteach athchúrsáilte), Excellence’s screw components are engineered to maximize dispersion and minimize wear:
- Groove depth ratio: 1.55 (standard) nó 1.4 (high-filler compounds >40%).
- Ábhar: W6Mo5Cr4V2 (high-filler) or 38CrMoAl (low-filler).
- Custom Features: Integrated mixing pins, barrier flights, and shear reduction zones to prevent filler agglomeration and material degradation.
- Sonraí Feidhmíochta: 98% additive dispersion uniformity (verified by SPE testing), 40% reduction in screw wear compared to generic compounding screws.
2. Chemical & Corrosive Material Screw Components
For chemical extrusion (solvent-based polymers, corrosive additives, chemical masterbatches), corrosion resistance is prioritized:
- Groove depth ratio: 1.6-1.8 (maximizes free volume for solvent evaporation).
- Ábhar: C276 (harsh chemicals) or 316L (mild corrosives).
- Custom Features: Smooth polished flight surfaces (Ra ≤ 0.8μm) to prevent material adhesion, sealed screw ends to eliminate chemical leakage.
- Compliance: ATEX-certified for explosive chemical environments, Comhlíonann REACH rialacháin cheimiceacha an AE.
3. Bia & Comhpháirteanna Scriú Grád Leighis
Le haghaidh pacáistiú bia agus easbhrúite feistí leighis, tá sláinteachas agus bith-chomhoiriúnacht ríthábhachtach:
- Groove depth ratio: 1.55 (iarmhéideanna mheascadh agus lomadh íseal).
- Ábhar: 316L cruach dhosmálta (Comhlíontach FDA/USDA).
- Custom Features: Dearadh éasca-ghlan (aon chriosanna marbh le haghaidh fás baictéarach), dromchlaí snasta (Ra ≤ 0.4μm), agus bealaí neamh-tocsaineacha (bia-grád).
- Compliance: FDA 21 CFR 177.1520 (bia-teagmháil), ISO 10993 (bith-chomhoiriúnacht feistí leighis).
4. Comhpháirteanna Scriú Plaisteacha Innealtóireachta Ard-Teocht
Le haghaidh plaisteach innealtóireachta (PEIC, PEI, PA66 le snáithín gloine), tá neart ard-teocht agus friotaíocht caitheamh ríthábhachtach:
- Groove depth ratio: 1.4-1.55 (chasmhóiminte ard le haghaidh ard-slaodacht leá).
- Ábhar: HIP-phróiseáilte W6Mo5Cr4V2 nó C276 (cobhsaíocht ard-teocht).
- Custom Features: Bealaí fuaraithe sa chroí scriú (laghdaíonn téamh inmheánach trí 25%), sciath chaitheamh-resistant (chomhdhúile tungstain) ar leideanna eitilte.
- Sonraí Feidhmíochta: Coinníonn sé cobhsaíocht tríthoiseach ag 400 °C, shaol seirbhíse na 3+ years for glass fiber-filled PEEK extrusion.
Sonraíochtaí Teicniúla & Quality Control
1. Dimensional Tolerances
Excellence’s screw components are manufactured to strict ISO 9001:2015 quality standards, with dimensional tolerances of:
- Outer diameter (D0): ±0.02mm (critical for barrel fit).
- Root diameter (Di): ±0.03mm (ensures consistent groove depth ratio).
- Flight pitch: ±0.05mm (uniform material advancement).
- Straightness: ≤0.01mm/m (prevents barrel wear and material leakage).
All screws are inspected using CNC coordinate measuring machines (CMM) to verify tolerances before shipment.
2. Surface Treatment Options
To enhance performance, Excellence offers optional surface treatments for screw components:
- Nitriding: For 38CrMoAl steel (standard) – increases surface hardness to HRC 58-60.
- Tungsten Carbide Coating: For W6Mo5Cr4V2 steel – increases wear resistance by 50% for abrasive materials.
- PTFE Coating: For 316L steel – reduces material adhesion (ideal for sticky materials like TPE/TPU).
- Electropolishing: For 316L/C276 steel – improves corrosion resistance and hygiene (food/medical applications).
3. Quality Control Process
Every Excellence screw component undergoes a 7-step quality control process:
- Raw material inspection (certificate of analysis verification for material grade and properties).
- CNC machining with real-time dimensional monitoring.
- Heat treatment (quenching/tempering for tool steel, nitriding for 38CrMoAl) with hardness testing.
- Surface treatment (if applicable) with adhesion testing.
- CMM dimensional inspection (full tolerance verification).
- Dynamic balance testing (ISO 1940-1:2016) – vibration amplitude <0.1mm at max operating speed.
- Final visual inspection and certification (material traceability, dimensional report, hardness report).
All quality control data is retained for 10 blianta, ensuring full traceability for regulatory compliance (IATF 16949 for automotive, FDA for medical).
Cás-Staidéar: HIP Material Screws Reduce Downtime for Ceramic-Filled PEEK Extrusion (Stáit Aontaithe Mheiriceá)
A US aerospace component manufacturer was facing frequent screw failures (gach 3 mhí) when extruding ceramic-filled PEEK (30% alumina filler) for aircraft parts:
- Original Challenges:
- W6Mo5Cr4V2 screws wore out rapidly (flight tip wear >1mm in 3 mhí) due to ceramic abrasion.
- Unplanned downtime (8 hours per screw replacement) – lost production of $15,000 per downtime event.
- Inconsistent part dimensions (due to increasing screw clearance) – 15% scrap rate.
- Excellence Solution: Custom HIP-processed W6Mo5Cr4V2 screw components with tungsten carbide coating, groove depth ratio 1.4 (high torque), and barrier flight design.
- Results After Installation:
- Screw service life extended to 36 mhí (12x longer than original screws).
- Unplanned downtime reduced by 92% (1 downtime event per 3 blianta vs. 4 in aghaidh na bliana).
- Ráta scrap laghdaithe go 1% (toisí cuid comhsheasmhach mar gheall ar chaitheamh scriú íosta).
- Coigilteas costais bhliantúla de $180,000 (downtime + ábhar + costais athsholáthair scriú).
- ROI bainte amach i 8 mhí (costas scriú $2,800 vs. coigilteas bliantúil $180,000).
Dúirt an bainisteoir innealtóireachta gléasra: “Tá ár bpróiseas easbhrúite PEEK tar éis ár bpróiseas easbhrúite PEEK a chlaochlú le scriúnna ábhar HIP Feabhais. Ní bhíonn imní orainn a thuilleadh faoi aga neamhphleanáilte, agus tá feabhas tagtha ar chaighdeán ár gcuid chun lamháltais daingean an tionscail aeraspáis a chomhlíonadh (±0.01mm). Chuir sé seo ar ár gcumas a chinntiú 2 conarthaí nua aeraspáis ar fiú $2M iad in aghaidh na bliana.”
Suiteáil, Cothabháil & Treoirlínte Athsholáthair
1. Cleachtais is Fearr maidir le Suiteáil Scriú
Cinntíonn suiteáil cheart an fheidhmíocht is fearr agus cuireann sé cosc ar chaitheamh roimh am:
- Glan an bairille easbhrúite go críochnúil (bain iarmhar ábhar d'aois) roimh an scriú nua a shuiteáil – bain úsáid as slat glantacháin bairille agus gníomhaire glantacháin bia-ghrád (FDA-compliant for food/medical applications).
- Inspect the barrel for wear (measure barrel inner diameter) – replace barrel if clearance >0.5mm (excessive clearance causes material backflow and poor mixing).
- Install the screw using a lifting fixture (avoid dropping or scratching the flights) – torque the screw coupling to manufacturer specifications (go hiondúil 300-500 Nm).
- Check screw alignment (using a dial indicator) – runout should be <0.02mm at the screw tip.
- Perform a dry run (no material) at low speed (50 rpm) for 10 minutes – check for abnormal noise/vibration (indicates misalignment).
Excellence provides a detailed installation manual with photos and torque specifications for all screw models.
2. Preventive Maintenance for Screw Components
Regular maintenance extends screw life and maintains performance:
- Daily Maintenance:
- Clean the screw after production (purge le cumaisc ghlanadh) chun iarmhar ábhar a bhaint (cosc ar charbónú agus creimeadh).
- Déan iniúchadh ar bharr an scriú agus na heilimintí meascaithe le haghaidh caitheamh/damáiste (seiceáil amhairc le linn purge).
- Cothabháil Míosúil:
- Tomhais imréiteach eitilte scriú (trastomhas istigh bairille - trastomhas seachtrach scriú) – sonraí a thaifeadadh chun an ráta caithimh a rianú.
- Lubricate cúplála scriú (bain úsáid as ramhar ardteochta, FDA-chomhlíonta más gá).
- Seiceáil an bhfuil ábhar le fáil i gcriosanna marbha (eilimintí a mheascadh, barrier flights) – glan le scuab práis (seachain scratching dromchlaí eitilte).
- Cothabháil Ráithiúil:
- Bain an scriú le haghaidh iniúchta iomlán (tiús eitilte a thomhas, seiceáil le haghaidh creimeadh / scoilteadh).
- Polainnis mionchaitheamh ar leideanna eitilte (ag baint úsáide as páirín 400-grit) chun cruinneas tríthoiseach a athbhunú.
- Iniúchadh línéar bairille le haghaidh caitheamh (athsholáthar más gá chun imréiteach optamach a choinneáil).
3. Critéir Athsholáthair Scriú
Athsholáthar comhpháirteanna scriú nuair:
- Flight tip wear >1mm (causes poor mixing and inconsistent output).
- Corrosion pitting >0.5mm deep (risk of material contamination and structural failure).
- Cracks in flights or core (safety hazard – risk of screw breakage during operation).
- Screw clearance >0.8mm (material backflow reduces extruder efficiency by >20%).
- Material degradation (MFR variation >10%) – indicates poor mixing due to worn flights.
Excellence offers a screw inspection service (on-site or lab-based) to assess wear and recommend replacement timing.
FAQs About Excellence Extruder Screw Components
C: Can Excellence customize screw components for non-standard extruder sizes (e.g., 65mm, 90trastomhas mm)?
A: Tá. Excellence manufactures screw components for all standard extruder diameters (15mm to 200mm) and custom diameters (per customer drawings). We also produce twin-screw components (comh-rothlach agus frith-rothlach) for compounding extruders, with pitch sizes from 10mm to 100mm.
C: What is the lead time for custom screw components (material selection + groove depth ratio + specialized design)?
A: Standard screw components (38CrMoAl, 1.55 groove depth ratio) have a lead time of 2-3 seachtainí. Custom components (HIP materials, specialized groove depth ratio, eilimintí a mheascadh) require 4-6 seachtainí. Expedited production (1-2 weeks for standard, 3 weeks for custom) is available for an additional 25% fee.
C: Does Excellence provide material testing reports for screw components?
A: Tá. All screw components come with a material certificate (certificate of analysis – COA) verifying material grade, cruas, and chemical composition. For HIP materials, we also provide HIP processing reports (dlús, porosity) and non-destructive testing (NDT) reports (ultrasonic testing for internal defects).
C: How do I select the right material for my extrusion application?
A: Excellence’s technical team provides a free material selection guide based on:
- Material type (maighdean/athchúrsáilte, líonadh/neamhlíonta, creimneach/neamhchreimneach).
- Teocht easbhrúite (plaistigh innealtóireachta ardteochta vs. polaiméirí caighdeánacha).
- Toirt táirgeachta (24/7 oibríocht vs. táirgeadh bhaisc).
- Buiséad (costas tosaigh vs. costas iomlán na húinéireachta).
Cuirimid clár trialach ar fáil freisin (30-tástáil lae ar scriú samplach) do chustaiméirí nua feidhmíocht a bhailíochtú roimh cheannach iomlán.
C: Cén bharántas a sholáthraítear do chomhpháirteanna scriú Feabhais?
A: Barántas caighdeánach: 12 mhí le haghaidh scriúnna 38CrMoAl agus 316L, 24 míonna le haghaidh scriúnna ábhar W6Mo5Cr4V2 agus HIP (clúdaíonn sé lochtanna déantúsaíochta agus caitheamh roimh am <0.5mm sa chéad bhliain). Barántas leathnaithe (36 mhí) is available for an additional 15% fee, lena n-áirítear iniúchtaí bliantúla caitheamh.
Le breis agus dhá scór bliain, Tá comhpháirteanna scriú easbhrúite Excellence tar éis an caighdeán tionscail a shocrú maidir le friotaíocht caitheamh, cosaint creimeadh, agus feidhmíocht a bhaineann go sonrach le feidhmchlár. Cibé an bhfuil gnáth-PE/PP á easbhrú agat, ceimiceáin creimneach, polaiméirí de ghrád bia, or high-temperature engineering plastics, our screws are engineered to maximize uptime, reduce costs, and improve product quality. Contact our technical team today to request a free screw design consultation and quote tailored to your extrusion process requirements.
