Hoe Plastic Extrusion Machines wurkje stap foar stap
Ynhâldsopjefte
Hoe Plastic Extrusion Machines wurkje stap foar stap
Jo brûke in Plastic Extrusion Machine om plestik yn lange foarmen te meitsjen. De masine triuwt it plestik troch in die. Dit proses hat in pear haadstappen:
Meitsje de masine klear troch it te laden en te ferwaarmjen. Kontrolearje hoe't it plestik troch de masine beweecht.
Fix problemen om alles goed te wurkjen.
Oer 53% fan plastic makkers brûke extrusion masines, sa witten elke stap lit sjen wêrom't it is wichtich.
Key Takeaways
Learje oer de wichtichste dielen fan in plastic extrusion masine. Elk diel helpt om rau plestik yn kleare items te meitsjen.
Kies de bêste plestik foar jo projekt. It type plestik feroaret hoe't it smelt en beweecht. Dit hat ynfloed op hoe goed it einprodukt is.
Besjoch de stappen foar iten en smelten nau. Hâld focht en temperatuer op it juste nivo. Dit stopet problemen lykas bubbels en swakke plakken.
Kontrolearje de druk by extrusion. Goede drukkontrôle hâldt de foarm en grutte korrekt. Dit soarget derfoar dat de plestik produkten fan hege kwaliteit binne.
Gebrûk kwaliteitskontrôles by elke stap. Regelmjittige kontrôles helpe problemen betiid te finen. Dit soarget derfoar dat de produkten sterk binne en goed sjogge.
Plastic Extrusion Machine Oersjoch
Key Components
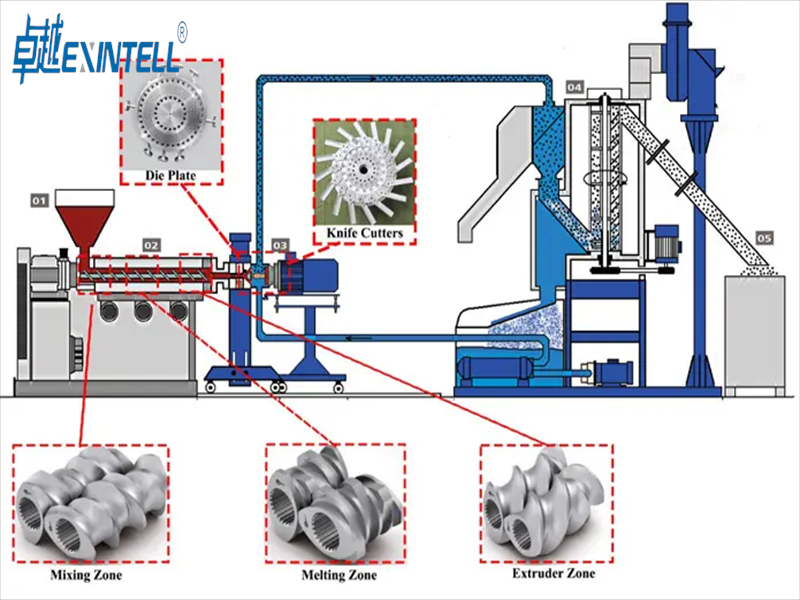
As jo sjogge nei in plastic extrusion masine, jo sjogge in protte wichtige dielen. Elk diel helpt om rau plestik te feroarjen yn ôfmakke items. De hopper hâldt it plestik foardat it proses begjint. De barrel en kachels smelte it plestik sadat it maklik kin ferpleatse. De skroef triuwt it gesmolten plestik nei foaren. De die shapes it plestik yn wat jo wolle. Koelmeganismen helpe it plestik har foarm te hâlden nei't it de stjer ferlit.
Tip: Kontrolearje dizze dielen altyd op skea of slijtage foardat jo de masine begjinne.
IN plastic extruder masine soarget derfoar dat it plestik beweecht troch elk diel yn 'e goede folchoarder. As jo hâld de masine skjin en soargje foar it, jo sille minder problemen hawwe by it meitsjen fan dingen.
It plestik dat jo kieze feroaret hoe't it smelt, streamt, en koelt. LDPE en HDPE binne fleksibel en sterk. Polypropylene has a high melting point and does not break easily. PVC is tough and good for building things. Polystyrene is stiff and used for packaging. ABS looks nice and feels smooth. Nylon is very strong. Polycarbonate does not get damaged by heat or scratches. PET is best for food and drink bottles.
Noat: The plastic you pick affects how it moves during extrusion. Good materials help stop buildup in the die and keep the final product free from defects.
You need to pick the right plastic for your project. Additives can make the plastic stronger or protect it from sunlight. If you prepare the materials well, the plastic will flow smoothly and the products will be high quality.
Extrusion Process Steps
Feeding & Melting
You start the extrusion process by feeding raw plastic into the extruder. De hopper hâldt it plestik, dat kin wêze yn 'e foarm fan pellets, korrels, of poeders. As jo lade it materiaal, jo moatte derfoar soargje dat it droech is en frij fan focht. As jo dizze stap oerslaan, jo kinne bubbels of swakke plakken sjen yn it definitive produkt. It plestik beweecht fan 'e hopper yn' e barrel, wêr't kachels begjinne om it op te waarmjen.
De smeltfase is tige wichtich foar de kwaliteit fan it ekstrudearre plestik. Jo wolle dat it plestik evenredich smelt, sadat it fertikke produkt glêd en sterk sjocht. Hjir binne wat wichtige punten om te ûnthâlden:
Fochtkontrôle is essensjeel om't oerbliuwend wetter bubbels feroarsaakje kin of sels it plestik ôfbrekke.
Goed mingen fan tafoegings soarget derfoar dat it plestik de juste kleur en sterkte hat.
Jo moatte de juste temperatuer ynstelle foar it type plestik dat jo brûke. Elk plestik smelt op in oare temperatuer. De tabel hjirûnder toant de typyske smelttemperatuerbereiken foar gewoane plestik:
Plastic Type
Melt temperatuerberik (°C)
HDPE
120–130
LDPE
105–115
Polycarbonate (PC)
230–260
Polypropylene (PP)
130–170
PEEK
320–350
HÚSDIER
250–260
ABS
105–115
Nylon (PA)
190–350
Polystyrene (PS)
rûnom 120
As jo kontrolearje de feeding en melting stappen, jo krije in glêde stream fan gesmolten plestik. Dit helpt it ekstruderingsproses sûnder problemen te rinnen en jout jo in better einprodukt.
Skroef & Barrel Aksje
Sadree't it plestik begjint te smelten, de skroef binnen de loop begjint te draaien. De skroef is it hert fan 'e extruder. It beweecht it plestik foarút, mingt it, en helpt it folslein te smelten. De skroef en barrel wurkje gear om te soargjen dat it plestik gelijkmatig opwarmt en soepel streamt.
You can think of the screw as having three main jobs:
It moves the solid plastic from the hopper toward the heaters.
It melts the plastic by pressing it against the hot barrel.
It pumps the melted plastic forward so it can be shaped.
The design of the screw and barrel affects how well the plastic mixes and melts. Some screws have special zones for feeding, smelten, and mixing. This design helps you get a steady flow of melted plastic. Bygelyks, in a toy factory, the screw and barrel help make smooth, perfect partsfor action figures. In a phone case factory, they help create shiny, flawless cases every time.
You also need to set the right screw speed. High-speed extruders can melt more plastic at once, but they need longer melting sections and special designs. Some machines can run at speeds up to 1500 rpm en produsearje tûzenen pûn fan plestik per oere. As jo brûke de rjochter screw snelheid en design, do krijst in steady, hege kwaliteit útfier fan jo extrusion proses.
Druk & Melting
As de gesmolten plestik beweecht troch de extruder, druk opbout binnen it barrel. Dizze druk is tige wichtich foar it profylekstrusjeproses. It helpt it gesmolten plestik troch de die te triuwen en jout it produkt syn foarm.
Yn de oergong sône, druk nimt ta en in melt film foarmje, dy't kritysk is foar it begjinnen fan it smeltproses. Yn 'e mjitsône, stabile druk is nedich om te soargjen dat it materiaal is folslein smelte en homogenized, driuwende konsekwint útfier.
Jo kontrolearje de druk troch it oanpassen fan de skroefsnelheid. In druksensor mjit de druk yn 'e extruder. As de druk te heech of te leech wurdt, de masine feroaret de skroefsnelheid om alles stabyl te hâlden. Dit hâldt it smelte plestik op de juste temperatuer en trochstreaming.
Jo moatte de druk nau besjen tidens it ekstruderingsproses. Good pressure control helps you get the right shape, grutte, and surface finish for your plastic products. It also keeps the profile extrusion process running smoothly and safely.
Shaping and Cooling
Die Shaping
You guide the molten plastic through the die at the end ofthe extruder. The die shapes the plastic into the form you want. The shape and size of the diedecide the final look of your extrusion. If you need a simple tube, you use a standard die. For complex profiles, you pick a special die with unique geometry. The land length, which is the distance from the die entrance to the exit, helps keep the shape and uniformity of the extruded plastic. You must make sure the die fits your product needs. If you choose the right die, you get a smooth and consistent result.
De die spilet in grutte rol yn it ekstruderingsproses. It kontrolearret de stream en foarm fan it plestik as it de extruder ferlit.
Cooling Metoaden
Nei it plastyk ferlit de die, jo koelje it fluch om syn foarm te behâlden. Cooling stopet it plestik fan ferfoarming. Jo kinne luchtkoelers of wetterbaden brûke. Wetterbaden wurkje goed foar de measte extruderlinen, om't se it plestik fluch en gelijkmatig koelje. Luchtkoeling is goed foar produkten dy't in sêftere touch nedich binne. Jo moatte de koelsnelheid kontrolearje. As jo cool it plestik te fluch, it kin barste. As jo cool it te stadich, it kin warp. Cooling is in wichtige stap yn 'e extrusion proses.
Cooling metoade
Hoe't it wurket
Bêste foar
Wetterbad
Submerges extrudate
Pipes, buizen, profilen
Air Chiller
Bliuwt koele lucht
Blêden, films
Sizing foar konsistinsje
Jo brûke sizing apparatuer direkt nei de die om de foarm en grutte fan it ekstrudearre plestik te hâlden. Kalibraasje ienheden, lykas fakuüm of wetterkuolle ark, helpe om it produkt te stabilisearjen. Dizze ienheden stopje mei warping en soargje derfoar dat jo extrusion oan krekte mjittingen foldocht. Jo moatte de grutte faak kontrolearje. Real-time tafersjoch fan temperatuer en druk helpt jo strakke tolerânsjes te hâlden. As jo wurkje yn yndustry lykas automotive of medysk, do moatst hege presyzje. Lytse feroarings yn it ekstruderingsproses kinne defekten of ôffal feroarsaakje. Foar guon materialen, do kinst berikke tolerânsjes sa strak as +/-.001″. Sêftere plestik kin in bredere tolerânsje nedich wêze.
It berikken fan strakke tolerânsjes is krúsjaal yn plestik extrusion.
Kalibraasje-ark en koelbaden kontrolearje ferstevigingsraten.
Real-time tafersjoch soarget foar dimensionale presyzje.
Precision saken yn automotive, medysk, en bouprodukten.
Lytse fariaasjes kinne liede ta defekten en fergriemde materialen.
Konsekwint maatwurk hâldt jo extruder soepel rinnen en helpt jo elke kear plestikprodukten fan hege kwaliteit te produsearjen.
Cutting en finishing yn plestik extrusion masines
Cutting Techniques
Wannear't jo brûke plastic extrusion masines, jo moatte snije it plestik neidat it koelt. Cutting bart as it plestik de extruder ferlit en fêst is. D'r binne ferskate manieren om it plestik te snijen. Rotary cutting brûkt in draaiende blêd om it plestik te snijen. Stationary cutting brûkt in blêd dat net beweecht. De manier wêrop jo snije feroaret hoe kreas jo besunigings binne en hoefolle plestik jo fergrieme. Guon masines brûke laser as ultrasone cutting foar hiel krekte besunigings en minder ôffal.
Rotary en stationary cutting feroarje hoe kreas en fergriemend it proses is.
Laser en ultrasone snijden meitsje heul skjinne rânen en strakke maten.
It koeljen fan it plestik foardat it snijen is wichtich. As jo koelje it fluch, de bûtenkant sjocht der better út, mar de binnenkant kin beklamme wurde. Stadige koeling helpt de foarm itselde te bliuwen.
Luchtkoeling of wetterbaden meitsje it plestik hurd foardat jo it snije.
Jo foarmje it plestik mei in die, cool it, en snij it dan nei de juste grutte. Dit heule proses feroaret hoe't jo produkt útkomt. As jo nedich hawwe hiel krekte maten, jo kinne spesjale ark nedich hawwe of oare manieren om te snijen.
Surface Finishing
Neidat jo snije it plestik, jo kinne it better meitsje en wurkje. Surface finishing helpt jo produkten moai útsjen en langer duorje. D'r binne in protte manieren om it oerflak ôf te meitsjen, en elk docht wat spesjaal.
Hoe't it wurdt tapast op ekstrudearre plestikprodukten
Oanpaste kleur oerienkommende
Jo kinne dielen meitsje yn spesjale kleuren of sels mear as ien kleur brûke op in produkt.
Co-ekstrudering / tri-extrusion
Jo kombinearje lagen fan ferskate keunststoffen foar spesjale funksjes yn ien profyl.
Knipjen en boarjen
Jo tafoegje gatten of foarmen nei extrusion.
Plastic lijmen en tape
Jo ferbine dielen mei lijm of tape tidens of nei it proses.
Punching
Jo meitsje útsnijdingen of spesjale foarmen om te passen by jo ûntwerp.
Plastic foarmjen
Jo bûgje of foarmje it plestik mei help fan waarmte of druk.
Heat welding
Jo ferbine plestik stikken mei waarmte en druk foar sterke gearkomsten.
Surface finishing makket jo produkten glêd en noflik om oan te raken. It makket se ek sterker en makliker skjin te meitsjen. Goede finishen hâlde de kleuren helder en helpe jo produkten langer duorje.
Tip: De juste oerflakfinish kieze kin jo plestikprodukten helpe om geweldich te sjen en oan drege regels te foldwaan.
Kwaliteitskontrôle
Jo moatte jo produkten by elke stap kontrolearje as jo extrusion brûke. Kwaliteitskontrôle begjint mei it rauwe plestik. Jo sjogge nei it plestik foardat it yn 'e masine giet om te soargjen dat it skjin en sterk is. Wylst de masine rint, do sjochst nei de temperatuer, druk, en snelheid om dingen stil te hâlden. Neidat jo snije en ôfmeitsje it plestik, jo kontrolearje it definitive produkt foar kleur, grutte, en sterkte.
Jo kontrolearje it plestik foar suverens en kwaliteit foar extrusion.
Tafersjoch by Extrusion
Jo folgje temperatuer, druk, en snelheid foar fêste útfier.
Finale produkt ynspeksjes
Jo sykje nei kleur, grutte, en sterkte yn it ôfmakke plestik.
Guon problemen dy't jo miskien sjogge binne stjerre swell, warping, rûge oerflakken, kleur feroarings, dirty spots, uneven sizes, bubbels, shrinking, melt fracture, and die lines. By checking each step, you make sure your factory makes strong and good-looking products every time.
If you know what happens at each stage, you can fix problems faster. You can also make your products better. Training operatorsand using good habits help you get more from your plasticextrusion masine. If you want to fix mistakes or make things better, look at these steps for help.
FAQ
What is the main purpose of a plastic extrusion machine?
You use a plastic extrusion machine to shape raw plastic into long forms. These forms can be pipes, buizen, or sheets. The machine melts the plastic. Then it pushes it through a die. This creates the wanted shape.
How do you choose the right plastic for extrusion?
You pick the plastic based on the product’s needs. Bygelyks, use PVC for pipes. Use PET for bottles. Check the melting point and strength. Additives can improve color, fleksibiliteit, or UV resistance.
Why does the extruded plastic sometimes have bubbles or rough spots?
Bubbles or rough spots often mean the plastic had moisture. It may also mean it did not melt evenly. Jo moatte droege it grûnstof. Stel ek de juste temperatuer yn. Dit helpt jo krije in glêd, sterk produkt.
Kin jo recycle plestik mei in extrusion masine?
Ja, do kinst recycle plastic brûkend in extrusion masine. Jo feed skjinmakke, fersnippere plestik ôffal yn 'e hopper. De masine smelt en feroaret it yn nije produkten. Dit ferminderet ôffal en besparret boarnen.
Hoe hâlde jo it ekstruderingsproses feilich?
Jo hâlde it proses feilich troch temperatueren te kontrolearjen, druk, en masine dielen faak. Brûk feiligens guards en drage beskermjende gear. Folgje altyd de feiligensynstruksjes fan 'e masine. Dit helpt ûngemakken te foarkommen.