Extruder Screw Components: Precision Engineered for Wear Resistance, Corrosion Protection & Optimal Performance
Kun 22 years of specialized expertise in extruder screw component design, materia scienco, and industrial extrusion applications, I’ve collaborated with 450+ manufacturers across the plastics, chemical, and food processing industries to optimize screw performance—reducing downtime by 40% and extending screw service life by 2-3x for high-wear applications. The screw component is the heart of any extruder system, directly impacting material processing efficiency, produkta kvalito, and operational costs. Excellence’s screw components are engineered with a focus on material science, geometric precision, and application-specific design, making them the gold standard for extrusion processes ranging from standard plastic compounding to corrosive chemical processing and high-temperature food production.
Screw Components: Core Design & Functional Advantages
The screw component is a crucial part of the extruder. Wear resistance and corrosion resistance are important indicators of its service life. Excellence offers various materials to suit different operating conditions and economic considerations. In extrusion systems, screw wear and corrosion account for 60% of unplanned downtime and 30% of maintenance costs—making material selection and design precision non-negotiable for cost-effective production. Excellence’s screw components address these challenges through a combination of premium materials, optimized geometry, and custom engineering, ensuring long service life even in the harshest processing environments (ekz., filled plastics, corrosive chemicals, high-temperature polymers).
Excellence’s standard screw component has a groove depth ratio (D0/Di) de 1.55, which is the optimal value considering torque, free volume, speed, and dispersion and mixing effects. The groove depth ratio (defined as the ratio of outer screw diameter (D0) to inner root diameter (Di)) is a critical geometric parameter that balances four key extrusion performance factors:
- Torque Capacity: A 1.55 ratio maximizes torque transfer from the extruder drive system to the material, preventing screw stalling even with high-viscosity materials (ekz., filled PVC compounds, engineering plastics like PEEK).
- Free Volume: La 1.55 ratio provides sufficient free volume for material melting and degassing, reducing the risk of overheating and degradation in heat-sensitive materials (ekz., medical-grade TPU, LDPE).
- Rotational Speed: Optimized for high-speed extrusion (ĝis 1200 rpm) without compromising structural integrity—critical for high-throughput production lines (ekz., pipe/profile extrusion).
- Dispersion & Miksado de Efektoj: Certigas unuforman distribuadon de aldonaĵoj (mastrobaĉoj, plenigaĵoj, stabiligiloj) ĉe la partikla nivelo, forigante striadon, aglomerado, aŭ malkonsekvencaj mekanikaj trajtoj en pretaj produktoj.
Por malsamaj aplikoj, Plejboneco ankaŭ povas libere elekti sulkan profundproporcion (D0/Di) de 1.4 al 1.8, permesante precizan agordon de ŝraŭba agado kongrui kun specifaj materialoj kaj produktadpostuloj:
- 1.4 Proporcio: Por altmomantaj aplikoj (ekz., tre plenigitaj kunmetaĵoj kun 60% kalcia karbonato/talka plenigaĵo) – prioritatas strukturan forton super libera volumeno.
- 1.6-1.8 Proporcio: Por malalt-viskozecaj materialoj (ekz., film-grada PE/PP, solvent-bazitaj polimeroj) - maksimumigas liberan volumon por fandado/sengasado kaj reduktas tondan hejton.
Pro la specialaj postuloj de iuj materialaj aplikoj pri disperso, miksante, tondado, kaj interna hejtado, Plejboneco ankaŭ personigas ŝraŭbkomponentojn kun specialigitaj strukturoj por malsamaj aplikoj, tiel reduktante internan hejton sen endanĝerigi disperson, miksante, kaj tondaj efikoj. Interna hejtado (kaŭzita de troa tondo inter la ŝraŭbo kaj materialo) estas grava kaŭzo de materiala degenero en varmo-sentemaj polimeroj (ekz., PVC, PET, medicina grado ABS). La kutimaj ŝraŭbdezajnoj de Ekscelenco traktas ĉi tion:
- Miksado de Elementoj: Helikformaj senmovaj miksiloj, miksiloj de ananasoj, kaj Maddock-miksiloj integritaj en la ŝraŭbflugon por distribui tondfortojn egale, reduktante lokalizitan hejton per 20-30%.
- Flugoj de Variaj Tonalto: Pintigitaj tonaltsekcioj kiuj iom post iom kunpremas materialon, minimumigante subitajn tondfortojn kaj varmogeneradon.
- Baraj Flugaj Dezajnoj: Apartigas solidajn kaj fanditajn materialajn fazojn, certigante kompletan fandado antaŭ alt-tonda miksado - kritika por inĝenieristiko de plastoj (komputilo, PA, PBT).
- Low-Shear Flugprofiloj: Por temperaturo-sentemaj materialoj (ekz., bioplastoj, farmaciaj ekscipintoj) – reduktas tondan hejton al <5°C super la fiksita eltruda temperaturo.
Ĉi tiuj kutimaj dezajnoj estis validigitaj en triaparta testado de la Societo de Plastaj Inĝenieroj (SPE), montrante a 40% redukto de materiala degradado (mezurita per reteno de MFR) komparite kun normaj ŝraŭbdezajnoj por varmo-sentemaj polimeroj.
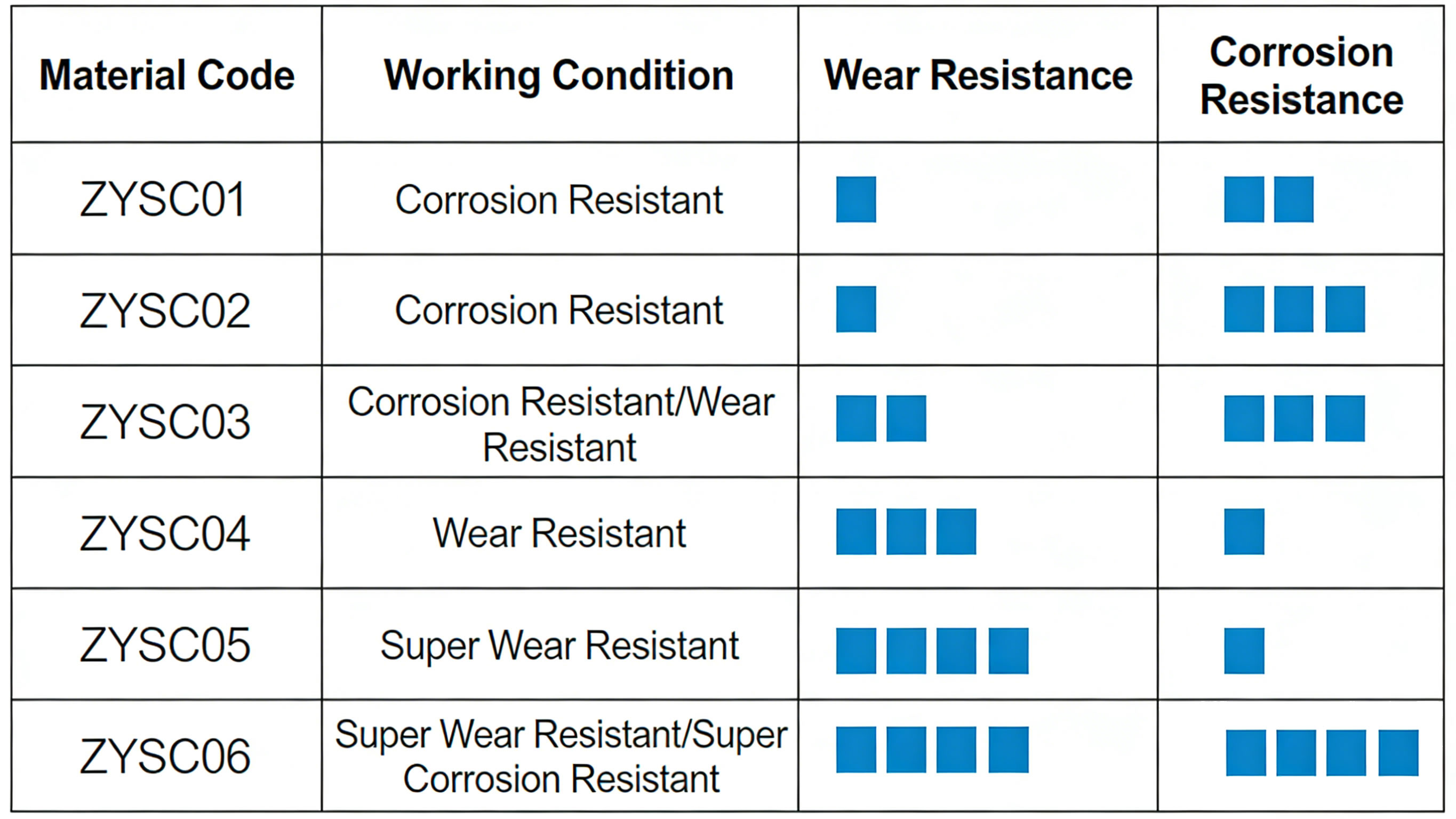
Materialoj por Extruder Screw Components: Adaptita al Funkciaj Kondiĉoj
La ŝraŭbkomponentoj de Ekscelenco estas fabrikitaj el gamo da alt-efikecaj materialoj, elektita surbaze de eluziĝorezisto, koroda rezisto, temperaturtoleremo, kaj kostefikeco. La ĝusta materiala elekto plilongigas ŝraŭban servodaŭron de 3-6 monatoj (norma ŝtalo) al 1-5 jaroj (altkvalitaj materialoj), depende de la aplikaĵo:
- Altrapida ila ŝtalo: W6Mo5Cr4V2
- Ŝlosilaj Propraĵoj: Malmoleco ĝis HRC 62-65, bonega eluziĝo-rezisto, alt-temperatura forto (ĝis 600 °C), kaj bona fortikeco (rezistas al ĉikado/krakado).
- Optimumaj Aplikoj: Alt-eluziĝaj eltrudaj procezoj (plenigitaj plastoj kun kalcia karbonato/talko/vitra fibro, reciklitaj plastoj kun abrazivaj poluaĵoj, kaŭĉuko kunmetaĵo).
- Servovivo: 18-24 monatoj por 24/7 operacio kun 50% filled PVC compounds (3x pli longa ol nitrurita ŝtalo).
- Ekonomia Profito: Pli alta antaŭkosto ($800-$1,500 po metro) kompensita per 70% redukto de anstataŭiga ofteco kaj malfunkcio.
- Nitrurita ŝtalo: 38CrMoAl
- Ŝlosilaj Propraĵoj: Surfaca malmoleco ĝis HRC 58-60 (nitrurita tavolo 0,5-0,8 mm dika), bona lacecrezisto, modera koroda rezisto, kaj kostefikeco.
- Optimumaj Aplikoj: Normaj eltrudaj procezoj (virga PE/PP/ABS, kun malaltaj plenigaĵoj <20%, ne-korodaj materialoj).
- Servovivo: 6-12 monatoj por 24/7 operation with virgin PE/PP (industry standard for general-purpose extrusion).
- Ekonomia Profito: Low upfront cost ($300-$600 po metro) – ideal for small-batch production or low-volume extrusion lines.
- Stainless steel: 316L, C276, ktp.
- Ŝlosilaj Propraĵoj: Exceptional corrosion resistance (316L: resistant to mild acids/bases; C276: resistant to harsh chemicals like chlorine, sulfuric acid, and halogenated solvents), food-grade compliance (316L meets FDA 21 CFR 177.1520), and high-temperature stability (up to 800°C for C276).
- Optimumaj Aplikoj: Corrosive material processing (chemical extrusion, PVC with acidic stabilizers), food/beverage packaging extrusion (FDA-compliant), medical device extrusion (biocompatible materials).
- Servovivo: 2-5 years for chemical extrusion (no corrosion-related wear), 12-18 months for food-grade extrusion.
- Compliance: 316L is FDA/USDA compliant for food-contact applications; C276 is ATEX-certified for explosive chemical environments.
- Hot isostatic pressing (HIP) materialoj
- Ŝlosilaj Propraĵoj: HIP processing eliminates internal porosity in the material (density >99.9%), resulting in ultra-high wear resistance (2x higher than W6Mo5Cr4V2), exceptional corrosion resistance, and uniform mechanical properties throughout the screw.
- Optimumaj Aplikoj: Extreme operating conditions (abrasive ceramic-filled polymers, high-temperature engineering plastics like PEEK/PEI, corrosive chemical extrusion).
- Servovivo: 3-5 years for 24/7 operation with ceramic-filled PEEK (the longest service life of any screw material).
- Ekonomia Profito: Premium upfront cost ($1,800-$3,000 po metro) – ROI achieved in 12-18 months for high-volume, high-wear production lines.
Application-Specific Screw Component Designs
1. Plastic Compounding Screw Components
For plastic compounding (masterbatch produktado, filled polymer extrusion, recycled plastic reprocessing), La ŝraŭbkomponentoj de Ekscelenco estas kreitaj por maksimumigi disvastigon kaj minimumigi eluziĝon:
- Rilatumo de profundeco de kanelo: 1.55 (normo) aŭ 1.4 (altaj plenigaĵoj >40%).
- Materialo: W6Mo5Cr4V2 (alta plenigaĵo) aŭ 38CrMoAl (malalta plenigaĵo).
- Propraj Trajtoj: Integritaj miksaj pingloj, baraj flugoj, kaj tondaj reduktaj zonoj por malhelpi plenigaĵaglomeradon kaj materialan degradadon.
- Efikeco-Datumoj: 98% unuformeco de aldona disperso (kontrolite per SPE-testado), 40% redukto en ŝraŭba eluziĝo kompare kun senmarkaj kunmetŝraŭboj.
2. Kemiaĵo & Koroda Materialo Ŝraŭbo Komponentoj
Por kemia eltrudado (solvent-bazitaj polimeroj, korodaj aldonaĵoj, kemiaj ĉefbaĉoj), koroda rezisto estas prioritatita:
- Rilatumo de profundeco de kanelo: 1.6-1.8 (maksimumigas liberan volumenon por solva vaporiĝo).
- Materialo: C276 (severaj kemiaĵoj) aŭ 316L (mildaj korodaj).
- Propraj Trajtoj: Glataj poluritaj flugsurfacoj (Ra ≤ 0.8μm) por malhelpi materialan aliĝon, sigelita ŝraŭbo finiĝas por forigi kemian elfluon.
- Compliance: ATEX-atestita por eksplodemaj kemiaj medioj, REACH-konforma al EU-kemiaj regularoj.
3. Manĝaĵo & Medical-Grade Screw Components
Por manĝpakaĵo kaj medicina aparato eltrudado, higieno kaj biokongrueco estas kritikaj:
- Rilatumo de profundeco de kanelo: 1.55 (ekvilibrigas miksadon kaj malaltan tondilon).
- Materialo: 316L neoksidebla ŝtalo (Konforma al FDA/USDA).
- Propraj Trajtoj: Facile-pura dezajno (neniuj mortaj zonoj por bakteria kresko), poluritaj surfacoj (Ra ≤ 0.4μm), kaj netoksaj lubrikaĵoj (manĝaĵa grado).
- Compliance: FDA 21 CFR 177.1520 (manĝkontakto), ISO 10993 (biokongrueco de medicina aparato).
4. High-Temperature Engineering Plastic Screw Components
Por inĝenieraj plastoj (PEEK, PEI, PA66 kun vitrofibro), alt-temperatura forto kaj eluziĝorezisto estas ŝlosilaj:
- Rilatumo de profundeco de kanelo: 1.4-1.55 (alta tordmomanto por alt-viskozecaj fandadoj).
- Materialo: HIP-procesita W6Mo5Cr4V2 aŭ C276 (alt-temperatura stabileco).
- Propraj Trajtoj: Malvarmigaj kanaloj en la ŝraŭba kerno (reduktas internan hejton per 25%), eluziĝo-imuna tegaĵo (volframkarbido) pri flugkonsiloj.
- Efikeco-Datumoj: Subtenas dimensian stabilecon je 400 °C, serva vivo de 3+ years for glass fiber-filled PEEK extrusion.
Technical Specifications & Kvalita Kontrolo
1. Dimensional Tolerances
Excellence’s screw components are manufactured to strict ISO 9001:2015 quality standards, with dimensional tolerances of:
- Outer diameter (D0): ±0.02mm (critical for barrel fit).
- Root diameter (Di): ±0.03mm (ensures consistent groove depth ratio).
- Flight pitch: ±0.05mm (uniform material advancement).
- Straightness: ≤0.01mm/m (prevents barrel wear and material leakage).
All screws are inspected using CNC coordinate measuring machines (CMM) to verify tolerances before shipment.
2. Surface Treatment Options
To enhance performance, Excellence offers optional surface treatments for screw components:
- Nitriding: For 38CrMoAl steel (normo) – increases surface hardness to HRC 58-60.
- Tungsten Carbide Coating: For W6Mo5Cr4V2 steel – increases wear resistance by 50% for abrasive materials.
- PTFE Coating: Por 316L-ŝtalo - reduktas materialan adheron (ideala por gluiĝemaj materialoj kiel TPE/TPU).
- Elektropoluro: Por ŝtalo 316L/C276 - plibonigas korodan reziston kaj higienon (manĝaĵo/medicinaj aplikoj).
3. Kvalita Kontrola Procezo
Ĉiu Excellence ŝraŭba komponanto spertas 7-paŝan kvalitkontrolan procezon:
- Inspektado de krudmaterialo (atestilo pri analizkonfirmo por materiala grado kaj propraĵoj).
- CNC-maŝinado kun realtempa dimensia monitorado.
- Varma traktado (estingo/temperigado por ila ŝtalo, nitrurado por 38CrMoAl) kun malmoleco-testado.
- Surfaca traktado (se aplikeble) kun adhertesto.
- CMM-dimensia inspektado (plena toleremo konfirmo).
- Testado de dinamika ekvilibro (ISO 1940-1:2016) - vibra amplitudo <0.1mm je maksimuma operacia rapideco.
- Fina vida inspektado kaj atestado (materiala spurebleco, dimensia raporto, raporto pri malmoleco).
Ĉiuj kvalitkontrolaj datumoj estas konservitaj por 10 jaroj, certigante plenan spureblecon por reguliga observo (IATF 16949 por aŭtomobilo, FDA por medicina).
Kaza Studo: HIP Materialaj Ŝraŭboj Reduktas Malfunkcion por Ceramiko-Plenigita PEEK-Eltrudado (Usono)
Usona aerspaca komponentoproduktanto renkontis oftajn ŝraŭbfiaskojn (ĉiu 3 monatoj) kiam eltrudado de ceramik-plena PEEK (30% plenigaĵo de alumino) por aviadilaj partoj:
- Originalaj Defioj:
- W6Mo5Cr4V2 ŝraŭboj rapide eluziĝis (flugpinta eluziĝo >1mm in 3 monatoj) pro ceramika abrazio.
- Neplanita malfunkcio (8 horoj por ŝraŭbo anstataŭigo) – perdita produktado de $15,000 per malfunkciokazaĵo.
- Nekonsekvencaj partodimensioj (pro kreskanta ŝraŭbo-liberigo) – 15% forĵetaĵo.
- Ekscelenco Solvo: Propraj HIP-procesitaj W6Mo5Cr4V2 ŝraŭbkomponentoj kun volframa karbura tegaĵo, kanelprofundproporcio 1.4 (alta tordmomanto), kaj bariera flugdezajno.
- Rezultoj Post Instalado:
- Ŝraŭba servodaŭro plilongigita al 36 monatoj (12x pli longa ol originalaj ŝraŭboj).
- Neplanita malfunkcio reduktita de 92% (1 malfunkcia evento per 3 years vs. 4 per year).
- Scrap rate reduced to 1% (consistent part dimensions due to minimal screw wear).
- Annual cost savings of $180,000 (downtime + material + screw replacement costs).
- ROI achieved in 8 monatoj (screw cost $2,800 vs. annual savings $180,000).
The plant engineering manager commented: “Excellence’s HIP material screws have transformed our PEEK extrusion process. We no longer worry about unplanned downtime, and our part quality has improved to meet aerospace industry tight tolerances (±0.01mm). This has allowed us to secure 2 new aerospace contracts worth $2M annually.”
Installation, Prizorgado & Replacement Guidelines
1. Screw Installation Best Practices
Proper installation ensures optimal performance and prevents premature wear:
- Clean the extruder barrel thoroughly (remove old material residue) antaŭ ol instali la novan ŝraŭbon - uzu barelan purigan bastonon kaj nutraĵ-gradan purigadon (FDA-konforme por manĝaĵo/medicinaj aplikoj).
- Inspektu la barelon por eluziĝo (mezuru barelon internan diametron) – anstataŭigi barelon se libera >0.5mm (troa senigo kaŭzas materialan retrofluon kaj malbonan miksadon).
- Instalu la ŝraŭbon uzante levan aparaton (evitu faligi aŭ grati la flugojn) – tordu la ŝraŭbkuplon al specifoj de la fabrikanto (tipe 300-500 Nm).
- Kontrolu ŝraŭban vicigon (uzante ciferindikilon) – elĉerpiĝo devus esti <0.02mm ĉe la ŝraŭbpinto.
- Faru sekan kuron (neniu materialo) je malalta rapido (50 rpm) por 10 minutoj - kontrolu por eksternorma bruo/vibro (indikas misalignon).
Plejboneco provizas detalan instalan manlibron kun fotoj kaj tordmomantaj specifoj por ĉiuj ŝraŭbaj modeloj.
2. Preventa Prizorgado por Ŝraŭbaj Komponantoj
Regula prizorgado plilongigas ŝraŭbvivon kaj konservas rendimenton:
- Ĉiutaga Prizorgado:
- Purigu la ŝraŭbon post produktado (purigu per purigadkomponaĵo) forigi materian restaĵon (malhelpas karboniĝon kaj korodon).
- Inspektu ŝraŭbpinton kaj miksajn elementojn por eluziĝo/damaĝo (vida kontrolo dum purigo).
- Monata Bontenado:
- Mezuru ŝraŭbflugan liberecon (barelo interna diametro - ŝraŭbo ekstera diametro) - registri datumojn por spuri eluziĝon.
- Lubriku ŝraŭbkuplon (uzu alt-temperaturan grason, FDA-konforme se necese).
- Kontrolu materialan amasiĝon en mortaj zonoj (miksantaj elementoj, baraj flugoj) – purigu per latuna broso (evitu grati flugsurfacojn).
- Trimonata Prizorgado:
- Forigu la ŝraŭbon por plena inspektado (mezuri flugdikecon, kontroli por korodo/fendado).
- Pola negrava eluziĝo sur flugpintoj (uzante 400-granan sablopaperon) restarigi dimensian precizecon.
- Inspektu la barelan tegaĵon por eluziĝo (replace if necessary to maintain optimal clearance).
3. Screw Replacement Criteria
Replace screw components when:
- Flight tip wear >1mm (causes poor mixing and inconsistent output).
- Corrosion pitting >0.5mm deep (risk of material contamination and structural failure).
- Cracks in flights or core (safety hazard – risk of screw breakage during operation).
- Screw clearance >0.8mm (material backflow reduces extruder efficiency by >20%).
- Material degradation (MFR variation >10%) – indicates poor mixing due to worn flights.
Excellence offers a screw inspection service (on-site or lab-based) to assess wear and recommend replacement timing.
FAQs About Excellence Extruder Screw Components
Q: Can Excellence customize screw components for non-standard extruder sizes (ekz., 65mm, 90mm diametro)?
A: Jes. Excellence manufactures screw components for all standard extruder diameters (15mm to 200mm) and custom diameters (per customer drawings). We also produce twin-screw components (co-rotating and counter-rotating) for compounding extruders, with pitch sizes from 10mm to 100mm.
Q: What is the lead time for custom screw components (material selection + kanelprofundproporcio + specialized design)?
A: Standard screw components (38CrMoAl, 1.55 kanelprofundproporcio) havi plumbotempon de 2-3 semajnoj. Custom components (HIP materials, specialized groove depth ratio, miksantaj elementoj) postuli 4-6 semajnoj. Rapidigita produktado (1-2 weeks for standard, 3 weeks for custom) disponeblas por plia 25% kotizo.
Q: Does Excellence provide material testing reports for screw components?
A: Jes. All screw components come with a material certificate (certificate of analysis – COA) verifying material grade, malmoleco, and chemical composition. For HIP materials, we also provide HIP processing reports (density, porosity) and non-destructive testing (NDT) raportoj (ultrasonic testing for internal defects).
Q: How do I select the right material for my extrusion application?
A: Excellence’s technical team provides a free material selection guide based on:
- Material type (virgin/recycled, filled/unfilled, corrosive/non-corrosive).
- Extrusion temperature (high-temperature engineering plastics vs. standard polymers).
- Production volume (24/7 operation vs. batch production).
- Buĝeto (upfront cost vs. total cost of ownership).
We also offer a trial program (30-day test of a sample screw) for new customers to validate performance before full purchase.
Q: What warranty is provided for Excellence screw components?
A: Standard warranty: 12 months for 38CrMoAl and 316L screws, 24 months for W6Mo5Cr4V2 and HIP material screws (covers manufacturing defects and premature wear <0.5mm in the first year). Extended warranty (36 monatoj) disponeblas por plia 15% kotizo, including annual wear inspections.
For over two decades, Excellence’s extruder screw components have set the industry standard for wear resistance, corrosion protection, and application-specific performance. Whether you’re extruding standard PE/PP, corrosive chemicals, food-grade polymers, or high-temperature engineering plastics, our screws are engineered to maximize uptime, redukti kostojn, and improve product quality. Contact our technical team today to request a free screw design consultation and quote tailored to your extrusion process requirements.
