Cydrannau Sgriw Allwthiwr: Cywirdeb Wedi'i Beirianneg ar gyfer Gwrthsefyll Gwisgo, Diogelu rhag Cyrydiad & Perfformiad Gorau posibl
Gyda 22 blynyddoedd o arbenigedd arbenigol mewn dylunio cydrannau sgriw allwthiwr, gwyddor materol, a chymwysiadau allwthio diwydiannol, Rwyf wedi cydweithio â 450+ gweithgynhyrchwyr ar draws y plastigau, cemegol, a diwydiannau prosesu bwyd i wneud y gorau o berfformiad sgriwiau - gan leihau amser segur erbyn 40% ac ymestyn bywyd gwasanaeth sgriw 2-3x ar gyfer cymwysiadau traul uchel. Y gydran sgriw yw calon unrhyw system allwthiwr, effeithio'n uniongyrchol ar effeithlonrwydd prosesu deunydd, ansawdd cynnyrch, a chostau gweithredu. Mae cydrannau sgriw Excellence yn cael eu peiriannu gyda ffocws ar wyddoniaeth ddeunydd, cywirdeb geometrig, a dylunio cais-benodol, gan eu gwneud yn safon aur ar gyfer prosesau allwthio yn amrywio o gyfansawdd plastig safonol i brosesu cemegol cyrydol a chynhyrchu bwyd tymheredd uchel.
Cydrannau Sgriw: Dylunio Craidd & Manteision Swyddogaethol
Mae'r gydran sgriw yn rhan hanfodol o'r allwthiwr. Mae ymwrthedd gwisgo a gwrthsefyll cyrydiad yn ddangosyddion pwysig o'i fywyd gwasanaeth. Mae Rhagoriaeth yn cynnig deunyddiau amrywiol i weddu i amodau gweithredu gwahanol ac ystyriaethau economaidd. Mewn systemau allwthio, ôl traul sgriw a cyrydu cyfrif am 60% amser segur heb ei gynllunio a 30% costau cynnal a chadw - gwneud dewis deunydd a thrachywiredd dylunio yn amhosib eu trafod ar gyfer cynhyrchu cost-effeithiol. Mae cydrannau sgriw Excellence yn mynd i'r afael â'r heriau hyn trwy gyfuniad o ddeunyddiau premiwm, geometreg wedi'i optimeiddio, a pheirianneg arferiad, ensuring long service life even in the harshest processing environments (e.e., filled plastics, corrosive chemicals, high-temperature polymers).
Excellence’s standard screw component has a groove depth ratio (D0/Maw) o 1.55, which is the optimal value considering torque, free volume, speed, and dispersion and mixing effects. The groove depth ratio (defined as the ratio of outer screw diameter (D0) to inner root diameter (Di)) is a critical geometric parameter that balances four key extrusion performance factors:
- Torque Capacity: A 1.55 ratio maximizes torque transfer from the extruder drive system to the material, preventing screw stalling even with high-viscosity materials (e.e., filled PVC compounds, engineering plastics like PEEK).
- Free Volume: Mae'r 1.55 ratio provides sufficient free volume for material melting and degassing, lleihau'r risg o orboethi a diraddio mewn deunyddiau sy'n sensitif i wres (e.e., TPU gradd feddygol, LDPE).
- Cyflymder Cylchdro: Wedi'i optimeiddio ar gyfer allwthio cyflym (hyd at 1200 rpm) heb gyfaddawdu cyfanrwydd strwythurol - hanfodol ar gyfer llinellau cynhyrchu trwybwn uchel (e.e., allwthio pibell / proffil).
- Gwasgariad & Cymysgu Effeithiau: Yn sicrhau dosbarthiad unffurf o ychwanegion (masterbatches, llenwyr, sefydlogwyr) ar lefel y gronynnau, dileu llinellau, crynhoad, neu briodweddau mecanyddol anghyson mewn cynhyrchion gorffenedig.
Ar gyfer gwahanol geisiadau, Gall rhagoriaeth hefyd ddewis cymhareb dyfnder rhigol yn rhydd (D0/Maw) rhag 1.4 i 1.8, caniatáu tiwnio perfformiad sgriw yn fanwl gywir i gyd-fynd â gofynion deunydd a chynhyrchu penodol:
- 1.4 Cymhareb: Ar gyfer cymwysiadau torque uchel (e.e., cyfansoddion llenwi iawn gyda 60% llenwad calsiwm carbonad/talc) - yn blaenoriaethu cryfder strwythurol dros gyfaint rhydd.
- 1.6-1.8 Cymhareb: Ar gyfer deunyddiau gludedd isel (e.e., addysg gorfforol/PP gradd ffilm, polymerau sy'n seiliedig ar doddydd) – yn gwneud y mwyaf o gyfaint rhydd ar gyfer toddi / dadnwyo ac yn lleihau gwresogi cneifio.
Oherwydd gofynion arbennig rhai cymwysiadau materol o ran gwasgariad, cymysgu, cneifio, a gwres mewnol, Mae Rhagoriaeth hefyd yn addasu cydrannau sgriw gyda strwythurau arbenigol ar gyfer gwahanol gymwysiadau, a thrwy hynny leihau gwresogi mewnol heb beryglu gwasgariad, cymysgu, ac effeithiau cneifio. Gwres mewnol (a achosir gan gneifio gormodol rhwng y sgriw a deunydd) yn un o brif achosion diraddio deunydd mewn polymerau sy'n sensitif i wres (e.e., PVC, PET, ABS gradd feddygol). Mae dyluniadau sgriw arfer Excellence yn mynd i'r afael â hyn drwodd:
- Cymysgu Elfennau: Cymysgwyr statig helical, cymysgwyr pîn-afal, a chymysgwyr Maddock wedi'u hintegreiddio i'r hedfan sgriw i ddosbarthu grymoedd cneifio'n gyfartal, lleihau gwresogi lleol gan 20-30%.
- Teithiau Awyr Amrywiol: Adrannau traw taprog sy'n cywasgu deunydd yn raddol, lleihau grymoedd cneifio sydyn a chynhyrchu gwres.
- Dyluniadau Hedfan Rhwystr: Yn gwahanu cyfnodau deunydd solet a thawdd, sicrhau toddi llwyr cyn cymysgu cneifio uchel - hanfodol ar gyfer plastigau peirianneg (PC, PA, PBT).
- Proffiliau Hedfan Cneifio Isel: Ar gyfer deunyddiau sy'n sensitif i dymheredd (e.e., bioplastigion, sylweddau fferyllol) – yn lleihau gwresogi cneifio i <5° C uwchlaw'r tymheredd allwthio gosodedig.
Mae'r dyluniadau arfer hyn wedi'u dilysu mewn profion trydydd parti gan Gymdeithas y Peirianwyr Plastig (SPE), yn dangos a 40% gostyngiad mewn diraddio materol (wedi'i fesur gan gadw MFR) o'i gymharu â dyluniadau sgriw safonol ar gyfer polymerau sy'n sensitif i wres.
Deunyddiau ar gyfer Cydrannau Sgriw Allwthiwr: Wedi'i deilwra i Amodau Gweithredu
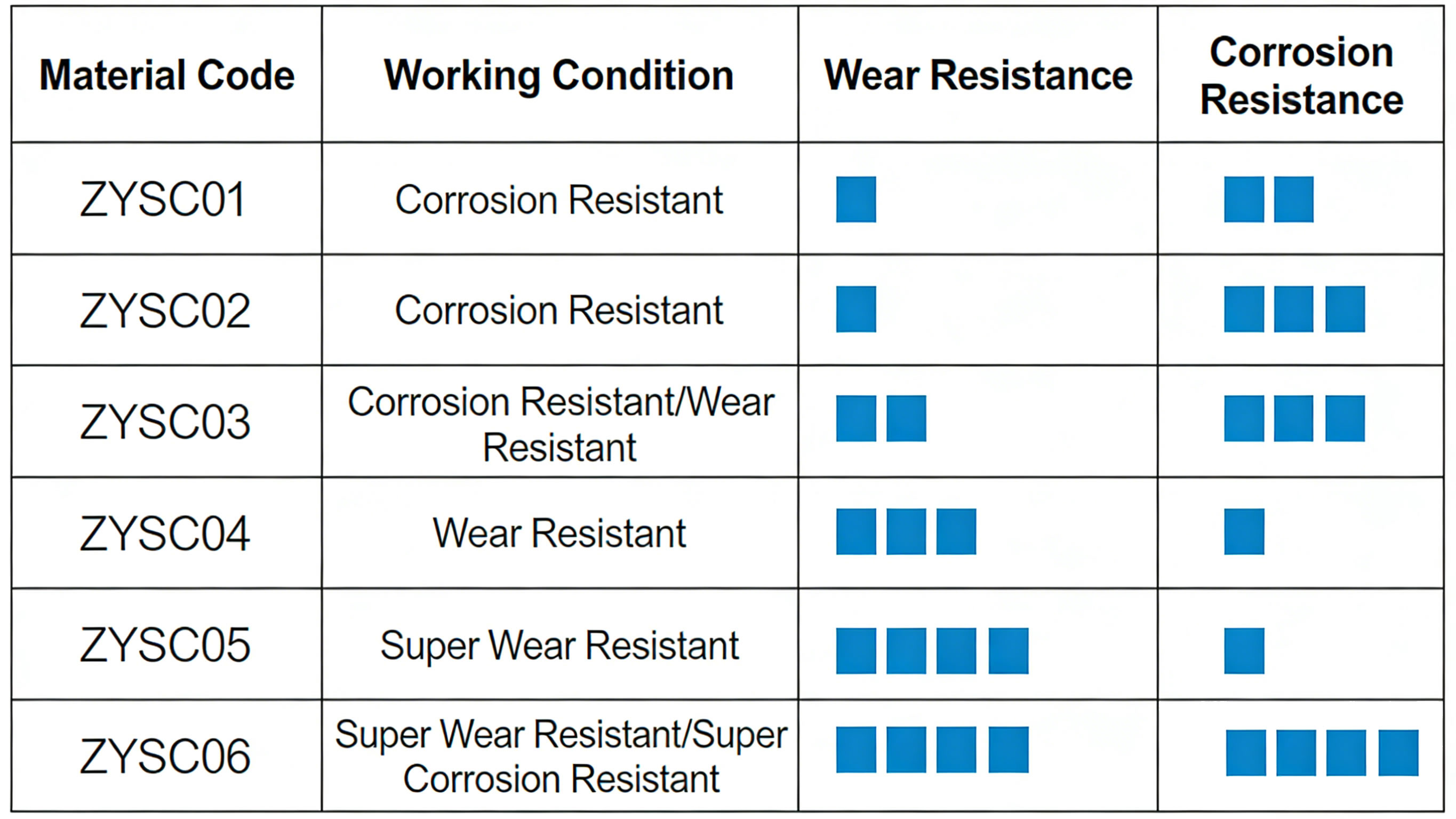
Mae cydrannau sgriw Excellence yn cael eu cynhyrchu o ystod o ddeunyddiau perfformiad uchel, a ddewiswyd yn seiliedig ar wrthwynebiad gwisgo, ymwrthedd cyrydiad, goddefgarwch tymheredd, a chost-effeithiolrwydd. Mae'r dewis deunydd cywir yn ymestyn bywyd gwasanaeth sgriw o 3-6 misoedd (dur safonol) i 1-5 mlynedd (deunyddiau premiwm), yn dibynnu ar y cais:
- Dur offer cyflym: W6Mo5Cr4V2
- Priodweddau Allweddol: Caledwch hyd at HRC 62-65, ymwrthedd gwisgo rhagorol, cryfder tymheredd uchel (hyd at 600 ° C), a chadernid da (yn gwrthsefyll naddu/cracio).
- Ceisiadau Optimal: Prosesau allwthio traul uchel (plastigau wedi'u llenwi â chalsiwm carbonad / talc / ffibr gwydr, plastigau wedi'u hailgylchu gyda halogion sgraffiniol, cyfansawdd rwber).
- Bywyd Gwasanaeth: 18-24 misoedd ar gyfer 24/7 gweithredu gyda 50% filled PVC compounds (3x hirach na dur nitrid).
- Budd Economaidd: Cost uwch ymlaen llaw ($800-$1,500 y metr) gwrthbwyso gan 70% gostyngiad mewn amlder adnewyddu ac amser segur.
- Dur nitridiedig: 38CrMoAl
- Priodweddau Allweddol: Surface hardness up to HRC 58-60 (nitrided layer 0.5-0.8mm thick), good fatigue resistance, moderate corrosion resistance, a chost-effeithiolrwydd.
- Ceisiadau Optimal: Standard extrusion processes (virgin PE/PP/ABS, low-filler compounds <20%, non-corrosive materials).
- Bywyd Gwasanaeth: 6-12 misoedd ar gyfer 24/7 operation with virgin PE/PP (industry standard for general-purpose extrusion).
- Budd Economaidd: Low upfront cost ($300-$600 y metr) – ideal for small-batch production or low-volume extrusion lines.
- Stainless steel: 316L, C276, etc.
- Priodweddau Allweddol: Exceptional corrosion resistance (316L: resistant to mild acids/bases; C276: resistant to harsh chemicals like chlorine, sulfuric acid, and halogenated solvents), food-grade compliance (316L meets FDA 21 CFR 177.1520), and high-temperature stability (up to 800°C for C276).
- Ceisiadau Optimal: Corrosive material processing (chemical extrusion, PVC with acidic stabilizers), food/beverage packaging extrusion (FDA-compliant), medical device extrusion (biocompatible materials).
- Bywyd Gwasanaeth: 2-5 years for chemical extrusion (no corrosion-related wear), 12-18 months for food-grade extrusion.
- Cydymffurfiad: 316L is FDA/USDA compliant for food-contact applications; C276 is ATEX-certified for explosive chemical environments.
- Hot isostatic pressing (HIP) defnyddiau
- Priodweddau Allweddol: HIP processing eliminates internal porosity in the material (density >99.9%), resulting in ultra-high wear resistance (2x higher than W6Mo5Cr4V2), exceptional corrosion resistance, and uniform mechanical properties throughout the screw.
- Ceisiadau Optimal: Extreme operating conditions (abrasive ceramic-filled polymers, high-temperature engineering plastics like PEEK/PEI, corrosive chemical extrusion).
- Bywyd Gwasanaeth: 3-5 years for 24/7 operation with ceramic-filled PEEK (the longest service life of any screw material).
- Budd Economaidd: Premium upfront cost ($1,800-$3,000 y metr) – ROI achieved in 12-18 months for high-volume, high-wear production lines.
Application-Specific Screw Component Designs
1. Plastic Compounding Screw Components
For plastic compounding (cynhyrchu masterbatch, filled polymer extrusion, recycled plastic reprocessing), Excellence’s screw components are engineered to maximize dispersion and minimize wear:
- Groove depth ratio: 1.55 (standard) neu 1.4 (high-filler compounds >40%).
- Deunydd: W6Mo5Cr4V2 (high-filler) or 38CrMoAl (low-filler).
- Custom Features: Integrated mixing pins, barrier flights, and shear reduction zones to prevent filler agglomeration and material degradation.
- Performance Data: 98% additive dispersion uniformity (verified by SPE testing), 40% reduction in screw wear compared to generic compounding screws.
2. Chemical & Corrosive Material Screw Components
For chemical extrusion (polymerau sy'n seiliedig ar doddydd, corrosive additives, chemical masterbatches), corrosion resistance is prioritized:
- Groove depth ratio: 1.6-1.8 (maximizes free volume for solvent evaporation).
- Deunydd: C276 (harsh chemicals) or 316L (mild corrosives).
- Custom Features: Smooth polished flight surfaces (Ra ≤ 0.8μm) to prevent material adhesion, sealed screw ends to eliminate chemical leakage.
- Cydymffurfiad: ATEX-certified for explosive chemical environments, Cydymffurfio â REACH ar gyfer rheoliadau cemegol yr UE.
3. Bwyd & Cydrannau Sgriw Gradd Feddygol
Ar gyfer pecynnu bwyd ac allwthio dyfeisiau meddygol, mae hylendid a biogydnawsedd yn hollbwysig:
- Groove depth ratio: 1.55 (yn cydbwyso cymysgu a chneifio isel).
- Deunydd: 316L dur di-staen (Cydymffurfio â FDA/UDA).
- Custom Features: Dyluniad hawdd-lân (dim parthau marw ar gyfer twf bacteriol), arwynebau caboledig (Ra ≤ 0.4μm), ac ireidiau diwenwyn (gradd bwyd).
- Cydymffurfiad: FDA 21 CFR 177.1520 (cyswllt bwyd), ISO 10993 (biocompatibility dyfais feddygol).
4. Cydrannau Sgriw Plastig Peirianneg Tymheredd Uchel
Ar gyfer plastigau peirianneg (PEIC, PEI, PA66 gyda ffibr gwydr), cryfder tymheredd uchel a gwrthsefyll traul yn allweddol:
- Groove depth ratio: 1.4-1.55 (trorym uchel ar gyfer toddi gludedd uchel).
- Deunydd: W6Mo5Cr4V2 neu C276 wedi'i brosesu gan HIP (sefydlogrwydd tymheredd uchel).
- Custom Features: Sianeli oeri yn y craidd sgriw (yn lleihau gwresogi mewnol gan 25%), cotio sy'n gwrthsefyll traul (carbid twngsten) ar awgrymiadau hedfan.
- Performance Data: Yn cynnal sefydlogrwydd dimensiwn ar 400 ° C, bywyd gwasanaeth o 3+ blynyddoedd ar gyfer allwthio PEEK llawn ffibr gwydr.
Manylebau Technegol & Rheoli Ansawdd
1. Goddefiannau Dimensiynol
Mae cydrannau sgriw Excellence yn cael eu cynhyrchu i ISO llym 9001:2015 safonau ansawdd, gyda goddefiannau dimensiwn o:
- Diamedr allanol (D0): ±0.02mm (hanfodol ar gyfer ffit casgen).
- Diamedr gwraidd (Di): ±0.03mm (yn sicrhau cymhareb dyfnder rhigol gyson).
- Cae hedfan: ±0.05mm (hyrwyddo deunydd unffurf).
- Syth: ≤0.01mm/m (yn atal gwisgo casgen a gollyngiadau deunydd).
Mae pob sgriw yn cael ei archwilio gan ddefnyddio peiriannau mesur cydlynu CNC (CMM) i wirio goddefiannau cyn cludo.
2. Opsiynau Triniaeth Arwyneb
Er mwyn gwella perfformiad, Mae Rhagoriaeth yn cynnig triniaethau wyneb dewisol ar gyfer cydrannau sgriwiau:
- Nitriding: Am ddur 38CrMoAl (standard) – cynyddu caledwch wyneb i HRC 58-60.
- Gorchudd Carbid Twngsten: Ar gyfer dur W6Mo5Cr4V2 - cynyddu ymwrthedd traul gan 50% ar gyfer deunyddiau sgraffiniol.
- Gorchudd PTFE: For 316L steel – reduces material adhesion (ideal for sticky materials like TPE/TPU).
- Electropolishing: For 316L/C276 steel – improves corrosion resistance and hygiene (food/medical applications).
3. Quality Control Process
Every Excellence screw component undergoes a 7-step quality control process:
- Raw material inspection (certificate of analysis verification for material grade and properties).
- CNC machining with real-time dimensional monitoring.
- Heat treatment (quenching/tempering for tool steel, nitriding for 38CrMoAl) with hardness testing.
- Surface treatment (if applicable) with adhesion testing.
- CMM dimensional inspection (full tolerance verification).
- Dynamic balance testing (ISO 1940-1:2016) – vibration amplitude <0.1mm at max operating speed.
- Final visual inspection and certification (olrheiniadwyedd deunydd, dimensional report, hardness report).
All quality control data is retained for 10 mlynedd, ensuring full traceability for regulatory compliance (IATF 16949 ar gyfer modurol, FDA for medical).
Astudiaeth Achos: HIP Material Screws Reduce Downtime for Ceramic-Filled PEEK Extrusion (UDA)
A US aerospace component manufacturer was facing frequent screw failures (every 3 misoedd) when extruding ceramic-filled PEEK (30% alumina filler) for aircraft parts:
- Original Challenges:
- W6Mo5Cr4V2 screws wore out rapidly (flight tip wear >1mm in 3 misoedd) due to ceramic abrasion.
- Unplanned downtime (8 hours per screw replacement) – lost production of $15,000 per downtime event.
- Inconsistent part dimensions (due to increasing screw clearance) – 15% scrap rate.
- Excellence Solution: Custom HIP-processed W6Mo5Cr4V2 screw components with tungsten carbide coating, groove depth ratio 1.4 (high torque), and barrier flight design.
- Results After Installation:
- Screw service life extended to 36 misoedd (12x longer than original screws).
- Unplanned downtime reduced by 92% (1 downtime event per 3 years vs. 4 per year).
- Scrap rate reduced to 1% (consistent part dimensions due to minimal screw wear).
- Annual cost savings of $180,000 (downtime + deunydd + screw replacement costs).
- ROI cyflawni yn 8 misoedd (screw cost $2,800 vs. arbedion blynyddol $180,000).
The plant engineering manager commented: “Excellence’s HIP material screws have transformed our PEEK extrusion process. We no longer worry about unplanned downtime, and our part quality has improved to meet aerospace industry tight tolerances (±0.01mm). This has allowed us to secure 2 new aerospace contracts worth $2M annually.”
Gosodiad, Cynnal a chadw & Replacement Guidelines
1. Screw Installation Best Practices
Proper installation ensures optimal performance and prevents premature wear:
- Clean the extruder barrel thoroughly (cael gwared ar hen weddillion deunydd) cyn gosod y sgriw newydd - defnyddiwch wialen glanhau casgen ac asiant glanhau gradd bwyd (Cydymffurfio â FDA ar gyfer cymwysiadau bwyd/meddygol).
- Archwiliwch y gasgen i'w gwisgo (mesur diamedr mewnol y gasgen) – disodli'r gasgen os caiff ei chlirio >0.5mm (mae clirio gormodol yn achosi ôl-lifiad deunydd a chymysgu gwael).
- Gosodwch y sgriw gan ddefnyddio gosodiad codi (osgoi gollwng neu grafu'r hediadau) – trorym y cyplydd sgriw i fanylebau gwneuthurwr (yn nodweddiadol 300-500 Nm).
- Gwiriwch aliniad sgriw (gan ddefnyddio dangosydd deialu) - dylai rhedeg allan fod <0.02mm ar flaen y sgriw.
- Perfformiwch rediad sych (dim deunydd) ar gyflymder isel (50 rpm) canys 10 munudau – gwiriwch am sŵn/dirgryniad annormal (yn dynodi camlinio).
Mae Rhagoriaeth yn darparu llawlyfr gosod manwl gyda lluniau a manylebau torque ar gyfer pob model sgriw.
2. Preventive Maintenance for Screw Components
Regular maintenance extends screw life and maintains performance:
- Daily Maintenance:
- Clean the screw after production (purge with cleaning compound) to remove material residue (prevents carbonization and corrosion).
- Inspect screw tip and mixing elements for wear/damage (visual check during purge).
- Monthly Maintenance:
- Measure screw flight clearance (barrel inner diameter – screw outer diameter) – record data to track wear rate.
- Lubricate screw coupling (use high-temperature grease, FDA-compliant if needed).
- Check for material buildup in dead zones (cymysgu elfennau, barrier flights) – clean with a brass brush (avoid scratching flight surfaces).
- Quarterly Maintenance:
- Remove the screw for full inspection (measure flight thickness, check for corrosion/cracking).
- Polish minor wear on flight tips (using 400-grit sandpaper) i adfer cywirdeb dimensiwn.
- Archwiliwch leinin casgen ar gyfer traul (ailosod os oes angen i gynnal y cliriad gorau posibl).
3. Meini Prawf Amnewid Sgriw
Amnewid cydrannau sgriw pan:
- Gwisgo tip hedfan >1mm (achosi cymysgu gwael ac allbwn anghyson).
- Tyllu cyrydiad >0.5mm o ddyfnder (risg o halogiad materol a methiant strwythurol).
- Craciau mewn hediadau neu graidd (perygl diogelwch - risg o sgriw yn torri yn ystod gweithrediad).
- Clirio sgriw >0.8mm (ôl-lif materol yn lleihau effeithlonrwydd extruder gan >20%).
- Diraddio materol (Amrywiad MFR >10%) – yn dynodi cymysgu gwael oherwydd hediadau treuliedig.
Mae Rhagoriaeth yn cynnig gwasanaeth archwilio sgriw (ar y safle neu yn y labordy) i asesu traul ac argymell amseriad cyfnewid.
FAQs About Excellence Extruder Sgriw Components
C: A all Excellence addasu cydrannau sgriw ar gyfer meintiau allwthiwr ansafonol (e.e., 65mm, 90mm diamedr)?
A: Oes. Mae Excellence yn cynhyrchu cydrannau sgriw ar gyfer pob diamedr allwthiwr safonol (15mm i 200mm) a diamedrau arferol (fesul llun cwsmer). Rydym hefyd yn cynhyrchu cydrannau twin-screw (cyd-gylchdroi a gwrth-gylchdroi) ar gyfer cyfansawdd allwthwyr, gyda meintiau traw o 10mm i 100mm.
C: Beth yw'r amser arweiniol ar gyfer cydrannau sgriw arferol (dewis deunydd + groove depth ratio + dylunio arbenigol)?
A: Cydrannau sgriw safonol (38CrMoAl, 1.55 groove depth ratio) cael amser arweiniol o 2-3 wythnosau. Cydrannau personol (Deunyddiau HIP, cymhareb dyfnder rhigol arbenigol, cymysgu elfennau) gofyn 4-6 wythnosau. Cynhyrchu cyflym (1-2 wythnosau ar gyfer safon, 3 wythnosau ar gyfer arferiad) ar gael am swm ychwanegol 25% ffi.
C: A yw Rhagoriaeth yn darparu adroddiadau profi deunydd ar gyfer cydrannau sgriwiau?
A: Oes. Daw holl gydrannau sgriw gyda thystysgrif ddeunydd (tystysgrif dadansoddi - COA) gwirio gradd deunydd, caledwch, a chyfansoddiad cemegol. Ar gyfer deunyddiau HIP, rydym hefyd yn darparu adroddiadau prosesu HIP (density, mandylledd) a phrofion annistrywiol (NDT) adroddiadau (profion ultrasonic ar gyfer diffygion mewnol).
C: Sut ydw i'n dewis y deunydd cywir ar gyfer fy nghais allwthio?
A: Mae tîm technegol Excellence yn darparu canllaw dewis deunydd am ddim yn seiliedig ar:
- Math o ddeunydd (gwyryf/ailgylchu, llenwi/heb ei lenwi, cyrydol/an-cyrydol).
- Tymheredd allwthio (plastigau peirianneg tymheredd uchel vs. polymerau safonol).
- Cyfrol cynhyrchu (24/7 gweithrediad vs. swp-gynhyrchu).
- Cyllideb (cost ymlaen llaw vs. cyfanswm cost perchnogaeth).
Rydym hefyd yn cynnig rhaglen brawf (30-prawf dydd o sgriw sampl) i gwsmeriaid newydd ddilysu perfformiad cyn prynu'n llawn.
C: Pa warant a ddarperir ar gyfer cydrannau sgriw Rhagoriaeth?
A: Gwarant safonol: 12 misoedd ar gyfer sgriwiau 38CrMoAl a 316L, 24 misoedd ar gyfer sgriwiau deunydd W6Mo5Cr4V2 a HIP (yn cwmpasu diffygion gweithgynhyrchu a gwisgo cynamserol <0.5mm yn y flwyddyn gyntaf). Gwarant estynedig (36 misoedd) ar gael am swm ychwanegol 15% ffi, including annual wear inspections.
For over two decades, Excellence’s extruder screw components have set the industry standard for wear resistance, corrosion protection, and application-specific performance. Whether you’re extruding standard PE/PP, corrosive chemicals, food-grade polymers, or high-temperature engineering plastics, our screws are engineered to maximize uptime, reduce costs, and improve product quality. Contact our technical team today to request a free screw design consultation and quote tailored to your extrusion process requirements.
